机械加工表面质量
- 格式:ppt
- 大小:222.00 KB
- 文档页数:9
机械加工精度与加工表面质量机械加工精度和加工表面质量是衡量机械加工工艺质量的两个重要指标。
机械加工精度是指加工件在尺寸、形状、位置和几何特征等方面的精确度,而加工表面质量则是指加工件表面的光洁度、粗糙度以及表面缺陷等特征。
这两个指标在现代制造业中具有重要的意义,直接关系到产品的质量和性能。
1. 机械加工精度机械加工精度通常表示加工件与其设计尺寸之间的误差。
机械加工精度的高低直接影响着加工件的装配性能和使用寿命。
常见的机械加工精度包括以下几个方面:1.1 尺寸精度尺寸精度是指加工件的几何尺寸与其设计尺寸之间的偏差。
尺寸精度可以通过测量加工件的长度、直径、角度等几何参数来评估。
通常,尺寸精度可以分为直线度、平行度、圆度、圆柱度、角度度等几个方面。
1.2 形状精度形状精度是指加工件的形状与设计形状之间的误差。
形状精度通常包括圆度、平面度、圆锥度、曲率半径等方面。
1.3 位置精度位置精度是指加工件上各个特征点的位置与设计位置之间的误差。
位置精度可以通过测量加工件上的特征点坐标来评估。
常见的位置精度指标有平行度、垂直度、位置误差等。
2. 加工表面质量加工表面质量是指加工件表面的光洁度、粗糙度以及表面缺陷等特征。
加工表面质量直接影响着摩擦、磨损、润滑等性能,同时也会影响产品的外观质量。
常见的加工表面质量指标包括以下几个方面:2.1 光洁度光洁度是指加工件表面的光亮程度。
光洁度往往是使用表面粗糙度指标来评估的,一般可通过光学显微镜、表面形貌仪等设备进行测量。
2.2 粗糙度粗糙度是指加工件表面的不规则程度。
表面粗糙度通常用Ra值表示,Ra值越小代表表面越光滑。
可以通过表面粗糙度仪进行测量,也可以使用触摸法、光学法等方法。
2.3 表面缺陷表面缺陷是指加工件表面的瑕疵、裂纹、划痕等缺陷。
表面缺陷会降低产品的整体质量和可靠性,因此正常加工过程中要尽量避免表面缺陷的产生。
3. 如何提高机械加工精度和加工表面质量为了提高机械加工精度和加工表面质量,可以从以下几个方面入手:3.1 选择合适的机床和刀具机床和刀具是机械加工的基础设备,选择合适的机床和刀具对于提高加工精度和表面质量非常重要。
浅谈机械加工零件表面的质量控制措施机械加工零件表面质量对于产品的性能和外观有着重要影响,因此对于机械加工零件表面质量的控制尤为重要。
本文将从机械加工零件表面的质量要求、表面质量的评价和控制措施三个方面进行论述。
一、机械加工零件表面的质量要求机械加工零件表面的质量要求包括光洁度、平整度、粗糙度和表面缺陷等方面。
1. 光洁度要求:光洁度是指零件表面的平滑程度,光洁度的要求取决于零件所处的工作环境以及外观要求。
对于机械零件的表面,要求表面光滑、无明显的划痕和凹凸不平,以保证零件配合的精度和摩擦的稳定性。
2. 平整度要求:平整度是指零件表面的平坦程度,主要包括平面度、轮廓度等指标。
平整度的要求取决于零件的安装和工作要求,例如对于密封面零件,要求平面度较高,以确保密封性能。
3. 粗糙度要求:粗糙度是指零件表面的粗糙程度,常用Ra值来表示。
粗糙度的要求取决于零件的工作环境和功能要求,例如对于滑动副零件,要求表面粗糙度较低,以减小摩擦阻力和磨损。
4. 表面缺陷要求:表面缺陷包括划痕、毛刺、气孔、裂纹等。
表面缺陷的要求取决于零件的功能和外观要求,例如对于高精度的零件,要求表面无明显的划痕和缺陷,以保证零件的性能和外观质量。
二、表面质量的评价机械加工零件表面质量的评价可以通过目视检查、手感检查、测量检查等方法进行。
1. 目视检查:通过肉眼观察零件表面的光洁度、平整度和表面缺陷等方面的质量。
目视检查主要适用于外观质量要求较高的零件。
2. 手感检查:通过手触零件表面来判断光洁度、平整度和表面缺陷等方面的质量。
手感检查主要适用于外观质量要求较低但性能要求较高的零件。
3. 测量检查:通过使用测量仪器对零件表面的光洁度、平整度、粗糙度等指标进行测量,以得到数值化的表面质量数据。
测量检查主要适用于对表面质量有精确要求的零件。
三、控制措施为了保证机械加工零件表面质量的控制,可以采取以下措施。
1. 加工前准备措施:在进行加工前,要对机床、刀具等进行检查和维护,保证加工设备的正常运行。
机械加工表面质量1. 简介机械加工表面质量是机械制造过程中一个重要的质量指标,其直接影响着制品的外观和性能,特别是在涉及到接触表面的机械零件中。
机械加工表面质量的好坏会直接影响到摩擦、磨损、润滑和密封等方面的性能。
因此,对于机械加工表面质量的控制和评估非常重要。
2. 常见的机械加工表面缺陷机械加工表面质量的主要缺陷包括以下几种:2.1 粗糙度粗糙度是表面峰谷的高低起伏程度的度量,它直接影响到接触面的摩擦性能和润滑性能。
通常,粗糙度越小,表面质量越好。
2.2 铁锈机械加工过程中,如果没有采取适当的防护措施,金属表面容易受到空气中的氧气和水蒸气的腐蚀而产生铁锈。
铁锈不仅会损坏表面的光洁度,还会降低金属的强度和耐腐蚀性能。
2.3 划痕和切削工艺痕迹在机械加工过程中,操作不当或切削刀具磨损会导致表面出现划痕和切削工艺痕迹。
这些痕迹会影响零件的密封性能和外观质量。
2.4 焊接瑕疵在焊接过程中,不完全熔化、气孔、裂纹等问题容易导致焊接瑕疵。
焊接瑕疵不仅会降低表面质量,还会影响焊接接头的强度和密封性能。
2.5 水渍机械加工过程中,如果不对工件进行适当的清洗,可能会在表面留下水渍。
水渍不仅会降低表面的光洁度,还会影响涂层的附着力和防腐性能。
3. 表面质量评估为了评估机械加工表面质量,常见的方法包括目测评估和仪器测量两种。
3.1 目测评估目测评估是通过肉眼观察和触摸来对表面质量进行评估。
一般来说,表面光洁度、缺陷的数量和大小以及表面的平整程度可以通过目测进行初步评估,但是目测评估存在主观性较强,缺乏量化数据的问题。
3.2 仪器测量仪器测量可以通过使用专业的测量仪器来获取表面质量的精确数据。
常用的仪器包括三坐标测量仪、表面粗糙度测量仪等。
这些仪器可以对表面的粗糙度、平整度、峰谷高度等参数进行测量,并生成相应的数据报告。
4. 改善机械加工表面质量的方法为了改善机械加工表面质量,可以采取以下几种方法:4.1 选择合适的切削刀具和工艺参数在机械加工中,选择合适的切削刀具和工艺参数是提高表面质量的关键。
浅谈机械加工零件表面的质量控制措施机械加工零件表面质量是指零件表面的光洁度、光泽度、粗糙度等性能,直接影响着零件的外观质量和功能使用。
为了保证机械加工零件表面质量达到设计要求,需要采取一系列的质量控制措施。
本文将从材料选择、加工工艺、加工设备、测量检验等方面进行浅谈。
一、材料选择材料的选择对零件表面质量有着至关重要的影响。
材料的硬度、韧性、耐磨性等性能直接影响着零件的表面质量。
在选择材料的时候,需要根据零件的使用环境和要求来选择合适的材料,以确保零件表面具有良好的耐磨性和加工性能。
二、加工工艺机械加工零件的表面质量受加工工艺的影响较大。
合理的加工工艺能够保证零件表面的光洁度和粗糙度达到设计要求。
加工工艺中的切削参数、冷却润滑、刀具选择等都会影响到零件的表面质量。
要严格控制加工工艺,确保每一道工序都符合质量要求。
三、加工设备选择适当的加工设备也是保证零件表面质量的重要因素。
现代机械加工设备具有高精度、高效率、稳定性好等特点,能够有效地提高零件表面的加工质量。
在生产加工过程中,应该选择适当的加工设备,确保设备的精度和稳定性,从而保证零件表面质量的稳定性和安全性。
四、测量检验测量检验是保证零件表面质量的重要环节。
通过各种精密的测量仪器和设备,对零件表面的尺寸、形状、粗糙度等进行检验,以确保零件表面质量达到设计要求。
对于主要表面质量、表面缺陷和加工误差,需要建立相应的检验标准,对零件表面进行全面的检验,以保证零件表面的质量。
保证机械加工零件表面质量的关键在于全面控制加工工艺,正确选择材料,使用合适的加工设备和严格的测量检验,从而确保零件表面质量符合设计要求。
只有通过全面的控制措施和严格的质量检验,才能保证机械加工零件表面的质量稳定和可靠性。
第三章机械加工表面质量第一节概述评价零件是否合格的质量指标除了机械加工精度外,还有机械加工表面质量。
机械加工表面质量是指零件经过机械加工后的表面层状态。
探讨和研究机械加工表面,掌握机械加工过程中各种工艺因素对表面质量的影响规律,对于保证和提高产品的质量具有十分重要的意义。
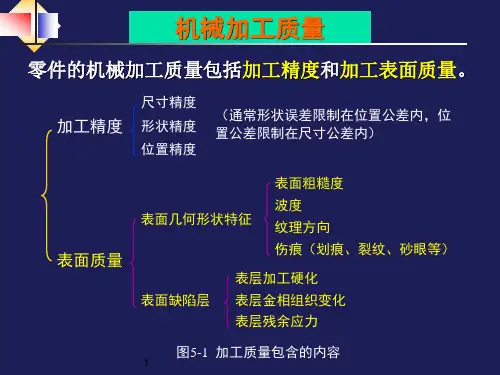
一机械加工表面质量的含义机械加工表面质量又称为表面完整性,其含义包括两个方面的内容:1.表面层的几何形状特征表面层的几何形状特征如图3-1所示,主要由以下几部分组成:⑴表面粗糙度它是指加工表面上较小间距和峰谷所组成的微观几何形状特征,即加工表面的微观几何形状误差,其评定参数主要有轮廓算术平均偏差R a或轮廓微观不平度十点平均高度R z;⑵表面波度它是介于宏观形状误差与微观表面粗糙度之间的周期性形状误差,它主要是由机械加工过程中低频振动引起的,应作为工艺缺陷设法消除。
⑶表面加工纹理它是指表面切削加工刀纹的形状和方向,取决于表面形成过程中所采用的机加工方法及其切削运动的规律。
⑷伤痕它是指在加工表面个别位置上出现的缺陷,如砂眼、气孔、裂痕、划痕等,它们大多随机分布。
2.表面层的物理力学性能表面层的物理力学性能主要指以下三个方面的内容:⑴表面层的加工冷作硬化;⑵表面层金相组织的变化;⑶表面层的残余应力。
二表面质量对零件使用性能的影响1.表面质量对零件耐磨性的影响零件的耐磨性是零件的一项重要性能指标,当摩擦副的材料、润滑条件和加工精度确定之后,零件的表面质量对耐磨性将起着关键性的作用。
由于零件表面存在着表面粗糙度,当两个零件的表面开始接触时,接触部分集中在其波峰的顶部,因此实际接触面积远远小于名义接触面积,并且表面粗糙度越大,实际接触面积越小。
在外力作用下,波峰接触部分将产生很大的压应力。
当两个零件作相对运动时,开始阶段由于接触面积小、压应力大,在接触处的波峰会产生较大的弹性变形、塑性变形及剪切变形,波峰很快被磨平,即使有润滑油存在,也会因为接触点处压应力过大,油膜被破坏而形成干摩擦,导致零件接触表面的磨损加剧。
机械加工表面质量名词解释
机械加工表面质量是指通过机械加工(如铣削、车削、磨削等)所制造出来的工件表面的质量特征。
机械加工表面质量有着重要的意义,它直接影响到工件的性能和使用寿命。
因此,人们对机械加工表面质量提出了严格的要求,并制定出一系列的标准来进行评估。
常见的机械加工表面质量名词包括:
1. 粗糙度:是表面波动的一种度量,是表面轮廓中高低峰与表面基准面的平均距离。
它通常用Ra、Rz等参数来表示。
2. 平整度:是表面局部平坦程度的指标,是表面局部平坦面与平坦基准面间的距离差。
它通常用Waviness来表示。
3. 光洁度:是表面的反射能力,是表面镜面反射光线的亮度和光线散射的能力。
它通常用Rt来表示。
4. 凸度:是表面的突出程度的指标,是表面上的突起的最大高度与表面基准面的距离。
它通常用Rp、Rv来表示。
5. 波度:是表面上连续波动的指标,是表面波动的周期和振幅的综
合量。
它通常用Waviness来表示。
以上这些指标是机械加工表面质量中比较重要的一部分,每一个指标都有着自己的标准和要求。
为了确保机械加工表面质量的标准化和规范化,人们制定了一系列的标准,如ISO/DIS 4287、ISO 4288、GB/T 11683等。
这些标准可以帮助人们更加准确地评估和控制机械加工表面质量。
机械加工表面质量机器零件的破坏,一般都是从表面层开头的。
一、加工表面质量的概念加工表面质量包含以下两个方面的内容:1.加工表面的几何形貌(1)表面粗糙度(2)表面波纹度(3)表面纹理方向(4)表面缺陷2.表面层材料的物理力学性能(1)表面层的冷作硬化(2)表面层残余应力(3)表面层金相组织变化二、机械加工表面质量对机器使用性能的影响1.表面质量对耐磨性的影响(1)表面粗糙度对耐磨性的影响(2)表面冷作硬化对耐磨性的影响(3)表面纹理对耐磨性的影响2. 表面质量对零件疲惫强度的影响3. 表面质量对抗腐蚀性能的影响4.表面质量对零件协作性质的影响三、加工表面的表面粗糙度切削加工的表面粗糙度值主要取决于切削残留面积的高度。
加工塑性材料时,切削速度v对加工表面粗糙度加工相同材料的工件,晶粒越粗大,切削加工后的表面粗糙度值越大。
适当增大刀具的前角,可以降低被切削材料的塑性变形;降低刀具前刀面和后刀面的表面粗糙度可以抑制积屑瘤的生成;增大刀具后角,可以削减刀具和工件的摩擦;合理选择冷却润滑液,可以削减材料的变形和摩擦,降低切削区的温度;实行上述各项措施均有利于减小加工表面的粗糙度。
四、加工表面的物理力学性能(一)表面层材料的冷作硬化1.冷作硬化的评定参数2.影响冷作硬化的因素(1)刀具的影响(2)切削用量的影响(3)加工材料的影响(二)表面层材料金相组织变化假如磨削区温度超过马氏体转变温度而未超过相变临界温度(碳钢的相变温度为723℃),这时工件表层金属的金相组织,由原来的马氏体转变为硬度较低的回火组织(索氏体或托氏体),这种烧伤称为回火烧伤;假如磨削区温度超过了相变温度,在切削液急冷作用下,表层金属将发生二次淬火,硬度高于原来的回火马氏体,里层金属则由于冷却速度慢,消失了硬度比原先的回火马氏体低的回火组织,这种烧伤称为淬火烧伤;若工件表层温度超过相变温度,而磨削区又没有冷却液进入,表层金属便产生退火组织,硬度急剧下降,称之为退火烧伤。
机械加工表面质量第三章一、机械加工表面质量的定义机械加工表面质量是指机械加工过程中所得到的工件表面的光滑度、粗糙度和形状偏差等特征的综合表征。
在机械加工过程中,工件表面的质量对于产品的功能和外观有着非常重要的影响。
因此,在机械加工中,必须对工件的表面质量进行严格控制,以保证产品的性能和质量。
机械加工表面质量的评定主要包括以下几个方面:1.光滑度:表面的光滑度是指表面平整度和光泽度的综合评价。
优良的光滑度可以提高工件的表面美观度,并减少与介质之间的摩擦和粘附。
2.粗糙度:表面的粗糙度是指表面上微小凹凸的高度和间距。
粗糙度对于工件的摩擦、磨损和密封性能有着重要的影响。
粗糙度越小,表面越光滑,摩擦系数越小。
3.形状偏差:形状偏差主要包括平面度、直线度、圆度和轮廓度等。
形状偏差反映了工件表面轮廓与理想轮廓之间的偏离程度。
形状偏差对于工件的密封性能、装配性能和运动精度有着重要的影响。
二、机械加工表面质量的评定方法机械加工表面质量的评定方法主要包括两种:检验法和测量法。
2.1 检验法检验法是通过肉眼或放大镜观察工件表面的外观和质量特征进行评定。
这种方法简单直观,适用于工件表面质量要求不高的情况。
常见的检验法包括目视检查、放大镜检查和样品比对检验等。
2.2 测量法测量法是利用各种测量仪器对工件表面的光滑度、粗糙度和形状偏差等进行定量测量和评定。
测量法具有高精度、高灵敏度的特点,适用于对工件表面质量要求较高的情况。
常见的测量方法包括光学测量、机械测量和电子测量等。
2.2.1 光学测量光学测量是利用光学仪器进行工件表面质量的测量和评定。
常见的光学测量方法有:•白光干涉法:利用白光的干涉原理测量工件表面的形状偏差。
•投影仪测量法:利用投影仪进行工件表面形状偏差的测量。
•激光扫描法:利用激光扫描仪对工件表面进行扫描,获取工件表面形状的三维信息。
2.2.2 机械测量机械测量是利用机械仪器对工件表面质量进行测量和评定。
常见的机械测量方法有:•宏观测量法:利用尺子、卡尺等测量工具对工件表面的尺寸、平面度等进行测量。
机械加工表面加工质量1. 引言在机械加工过程中,表面加工质量是一个非常重要的指标。
表面加工质量的好坏直接影响到产品的性能和外观。
因此,了解和掌握机械加工表面加工质量的相关知识是非常重要的。
本文将从表面加工质量的定义、影响因素以及常见的提高方法等方面进行探讨,并介绍一些常用的测试方法和评价标准。
2. 表面加工质量定义表面加工质量是指零件经过机械加工后表面的光洁度、平整度、粗糙度以及其他相关指标的好坏程度。
在实际应用中,表面加工质量常常用Ra 值、Rz值以及其他一些参数来表示。
•Ra值:表示零件表面的平均粗糙度,单位为微米。
Ra值越小,表面越光滑。
•Rz值:表示零件表面上峰值与谷值的高度差,单位为微米。
Rz值越小,表面越平整。
3. 表面加工质量的影响因素表面加工质量受到如下因素的影响:3.1 材料性质原材料的性质直接影响着表面加工的质量。
不同材料具有不同的硬度、韧性以及切削性,这些都会对加工后的表面质量产生重要的影响。
3.2 加工参数加工参数包括切削速度、进给速度、切削深度等。
这些参数的选择直接影响着加工后表面的质量。
不恰当的加工参数会导致材料的“剥离”或者“焊着”,从而影响表面质量。
3.3 加工工艺不同的加工工艺对表面加工质量的影响也有所不同。
例如,不同的切削方式(如铣削、车削等)以及不同的刀具形状都会对表面质量产生重要的影响。
3.4 刀具磨损刀具的磨损直接影响着切削质量和表面加工质量。
磨损严重的刀具容易导致表面加工的毛刺、阴刃等问题,从而影响表面质量。
4. 提高表面加工质量的方法为了提高表面加工质量,我们可以采取以下几种方法:4.1 优化加工工艺合理选择加工工艺,根据具体情况进行优化。
比如,对于需要高精度表面加工的零件,可以选择小切削深度、较低的进给速度和切削速度等。
4.2 提高刀具质量选择优质的刀具,减少刀具磨损对表面加工质量的影响。
定期进行刀具的保养和更换,保证刀具的尖锐度和稳定性。
4.3 加工前处理加工前的处理对于提高表面加工质量也非常重要。