数控机床螺纹加工编程教材
- 格式:ppt
- 大小:2.43 MB
- 文档页数:54
螺纹编程及运用教案第一章:螺纹概述1.1 螺纹的定义与分类1.1.1 螺纹的定义1.1.2 螺纹的分类1.1.3 螺纹的主要参数1.2 螺纹的形状与结构1.2.1 外螺纹的形状与结构1.2.2 内螺纹的形状与结构1.2.3 螺纹的配合与公差1.3 螺纹的加工与检测1.3.1 螺纹的加工方法1.3.2 螺纹的检测方法1.4 学习目标与教学要求1.4.1 学习目标1.4.2 教学要求第二章:螺纹编程基础2.1 数控编程概述2.1.1 数控编程的基本概念2.1.2 数控编程的方法与步骤2.1.3 数控编程的常用指令2.2 螺纹编程的刀具补偿2.2.1 刀具补偿的概念与原理2.2.2 刀具补偿的类型与计算2.2.3 刀具补偿的编程与运用2.3 螺纹编程的切削参数选择2.3.1 切削参数的概念与作用2.3.2 切削参数的选择方法2.3.3 切削参数的编程与运用2.4 学习目标与教学要求2.4.1 学习目标2.4.2 教学要求第三章:外螺纹编程与加工3.1 外螺纹编程的刀具选择3.1.1 刀具的选择原则3.1.2 刀具的类型与特点3.1.3 刀具的编程与运用3.2 外螺纹编程的切削参数选择3.2.1 切削参数的选择原则3.2.2 切削参数的类型与作用3.2.3 切削参数的编程与运用3.3 外螺纹编程的走刀路线设计3.3.1 走刀路线的设计原则3.3.2 走刀路线的类型与特点3.3.3 走刀路线的编程与运用3.4 学习目标与教学要求3.4.1 学习目标3.4.2 教学要求第四章:内螺纹编程与加工4.1 内螺纹编程的刀具选择4.1.1 刀具的选择原则4.1.2 刀具的类型与特点4.1.3 刀具的编程与运用4.2 内螺纹编程的切削参数选择4.2.1 切削参数的选择原则4.2.2 切削参数的类型与作用4.2.3 切削参数的编程与运用4.3 内螺纹编程的走刀路线设计4.3.1 走刀路线的设计原则4.3.2 走刀路线的类型与特点4.3.3 走刀路线的编程与运用4.4 学习目标与教学要求4.4.1 学习目标4.4.2 教学要求第五章:螺纹编程的误差与调整5.1 螺纹编程的误差分析5.1.1 螺纹编程的误差类型5.1.2 误差产生的原因与危害5.1.3 误差分析的方法与步骤5.2 螺纹编程的误差调整5.2.1 误差调整的方法与原则5.2.2 误差调整的工艺措施5.2.3 误差调整的实施步骤5.3 学习目标与教学要求5.3.1 学习目标5.3.2 教学要求第六章:螺纹编程实例分析6.1 实例一:外螺纹的编程与加工6.1.1 加工要求与分析6.1.2 编程步骤与刀具选择6.1.3 加工过程与质量检测6.2 实例二:内螺纹的编程与加工6.2.1 加工要求与分析6.2.2 编程步骤与刀具选择6.2.3 加工过程与质量检测6.3 实例三:多级螺纹的编程与加工6.3.1 加工要求与分析6.3.2 编程步骤与刀具选择6.4 学习目标与教学要求6.4.1 学习目标6.4.2 教学要求第七章:螺纹编程软件的应用7.1 螺纹编程软件的功能与特点7.1.1 软件功能介绍7.1.2 软件特点分析7.1.3 软件的优势与局限性7.2 螺纹编程软件的操作与运用7.2.1 软件操作界面及功能模块7.2.2 编程操作步骤与实例7.2.3 软件在实际加工中的应用7.3 学习目标与教学要求7.3.1 学习目标7.3.2 教学要求第八章:螺纹加工质量的检测与控制8.1 螺纹加工质量的检测方法8.1.1 视觉检测法8.1.2 测量工具检测法8.1.3 非接触式检测法8.2 螺纹加工质量的控制措施8.2.2 刀具磨损的监测与调整8.2.3 加工参数的优化与调整8.3 学习目标与教学要求8.3.1 学习目标8.3.2 教学要求第九章:螺纹加工安全与故障处理9.1 螺纹加工安全注意事项9.1.1 设备操作安全9.1.2 加工过程中的安全防护9.1.3 事故应急预案9.2 螺纹加工常见故障及处理方法9.2.1 故障类型及原因分析9.2.2 故障处理步骤与方法9.2.3 故障预防与改进措施9.3 学习目标与教学要求9.3.1 学习目标9.3.2 教学要求第十章:综合练习与课程总结10.1 综合练习题10.1.1 编程练习题10.1.2 加工操作练习题10.1.3 质量检测与故障处理练习题10.2 课程总结10.2.1 螺纹编程及运用的重要知识点10.2.2 学习过程中的收获与反思10.2.3 进一步提高的方向与建议10.3 学习目标与教学要求10.3.1 学习目标10.3.2 教学要求重点和难点解析重点环节一:螺纹的主要参数解析:螺纹的主要参数包括螺距、直径、螺纹角度、螺纹长度等,这些参数直接影响螺纹的加工过程和质量,在编程和加工过程中需要准确理解和应用这些参数。
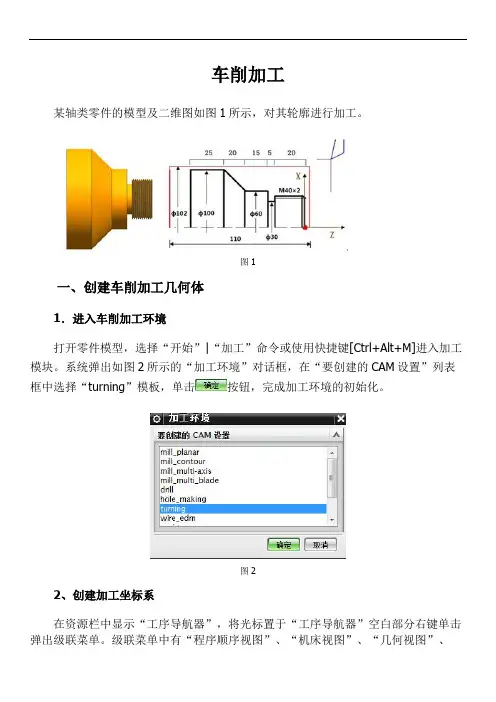
车削加工某轴类零件的模型及二维图如图1所示,对其轮廓进行加工。
图1一、创建车削加工几何体1.进入车削加工环境打开零件模型,选择“开始”|“加工”命令或使用快捷键[Ctrl+Alt+M]进入加工模块。
系统弹出如图2所示的“加工环境”对话框,在“要创建的CAM设置”列表框中选择“turning”模板,单击按钮,完成加工环境的初始化。
图22、创建加工坐标系在资源栏中显示“工序导航器”,将光标置于“工序导航器”空白部分右键单击弹出级联菜单。
级联菜单中有“程序顺序视图”、“机床视图”、“几何视图”、“加工方法视图”等,如图3所示。
在级联菜单中可以切换视图,单击“几何视图”切换到几何视图。
依次单击前的“+”符号,将WORKPIECE及TURNING_WORKPIECE 展开。
如图4所示图3 图4双击“MCS_SPINDLE”结点,系统弹出如图5所示的“MCS主轴”对话框,选择左端面的圆心以指定MCS,如图6所示。
车床工作面指定ZM-XM平面,则ZM轴被定义为主轴中心,加工坐标原点被定义为编程零点。
单击按钮,完成设置。
图5 图63、定义工件在“工序导航器—几何”视图中双击“WORKPIECE”结点,弹出如图7所示的“工件”对话框,完成几何体的指定。
其中,图7单击“指定部件”按钮,弹出“部件几何体”对话框,选择零件轴,如图8所示。
单击按钮,完成设置。
图8单击“指定毛坯”按钮,弹出“毛坯几何体”对话框,选择“包容圆柱体”类型,轴方向选择“+ZM”,按如图9所示设置参数,则可以指定一个长110mm,直径102mm的圆柱体作为毛坯。
单击按钮,完成对零件轴毛坯的指定。
图94、创建部件边界在“工序导航器—几何”视图中双击“TURNING_WORKPIECE”结点,弹出如图10所示的“车削工件”对话框。
图10在“部件旋转轮廓”类型中选择“无”,单击“指定部件边界”的按钮,弹出如图11所示的“部件边界”对话框,过滤类型默认为“曲线边界”。

《螺纹加工的数控编程》说明
1、课件定位:
根据数控加工专业教学大纲,用于一体化教学,本节课件为数控车编程中螺纹加工指令教学的多媒体内容。
2、运行环境:
硬件、软件均无特殊要求,能运行office2003版本即可。
3、课件特点:
从“学练结合,学以致用”出发,做好三方面引导:
一是讲解指令格式与编程要求,引导学生重视规范;
二是对螺纹加工工艺进行强调,引导学生查找资料,做好加工准备;
三是利用数控仿真软件直接联系指令的应用,引导学生大胆训练、主动探究。
4、课件技巧运用:
动画演示一处:
第2页,通过点击三维车削螺纹动画,演示车螺纹的车削运动。
超链接设置五处:
1、第8页使用图标提示,超链接至第10页螺纹加工的切削深
度编程。
2、第10页,“按表查”提示追溯数据来源。
3、第12页与第15页之间,使用互相链接,强调分刀依据。
4、第15页,“R值”与第16页互相链接,强调R值计算。
5、第18页与第25、26页互相链接,提示仿真加工注意事项。
4、课件对教学的“助力”作用:
该课件具有边讲边练特点,指导训练与解决问题同步进行,对硬件要求低,且幻灯片视觉效果好、动画演示清晰流畅、幻灯片中可即时播放,并且重点提示内容有“闪烁”等动画提示,便于学生集中精力、开展讨论,同时设计了有问有答的“超链接”回顾模式,便于在教学中迅速展示教学依据或参考数据,有利于学生趁热打铁,牢固记忆新知识。
2导入: 展示往届学生车削的零件实物图。
通过前面的学习,我们掌握了G71指令的编程方法以及槽类零件的加工方法,这次课我们将继续来研究带有螺纹的轴类零件的加工方法,大家看这种带有螺纹结构的零件,我们如何完成零件加工呢? 环节二、项目学习 步骤一、学习相关理论知识 1、螺纹加工的基础知识 (1)、螺纹的主要参数(图2-7-2) 1)大径d (外径)(D ):螺纹的最大直径,亦称公称直径 2)小径由(内径)(Di ):螺纹的最小直径,在强度计算中作危险剖面的计算直径3)螺距P :相邻两牙在中径线上对应两点间的轴向距离4)导程(1):螺纹上任一点沿同一螺旋线旋转一周所移动的轴向距离。
5)线数n :螺纹螺旋线数目,一般为便于制造彩4螺距、导程、线数之间关系:1=nP2螺纹加工尺寸的分析(1)、外螺纹大径及小径的确定车螺纹时,零件材料因受车刀挤压而使外径胀大,因此螺纹部分的零件外径应比螺纹的公称直径小。
d 计二d-0.1Pdi 计=d-1.3P(2)、内螺纹大径及小径的确定教学反思内螺蚊 图2-7-2螺纹尺寸大径D汁二D底孔Dιi+=D-P (钢和塑性材料).=D-(1.05-1.1)P (铸铁和脆性材料)Diit3、螺纹切削循环(G92)格式:圆柱螺纹G92X(U)Z(W)F;圆锥螺纹G92X(U)Z(W)RF;式中:X(U)>Z(W)为螺纹切削终点坐标;F—螺纹导程;R—螺纹的锥度,即螺纹切削起始点与切削终点的半径差。
加工圆柱螺纹时,1=0。
加工圆锥螺纹时,当X向切削起始点坐标小于切削终点坐标时,I为负,反之为正。
步骤二、课堂练习42 XVH ------------------------------------ x(1⅛0,200)■ --------------- 卜丁(40,5)O Z ---------------------------------------- ------------ ►GOOX40.0Z0;G92X29.0Z-2.0F2.0;(加工螺纹第1刀)X28.2;(加工螺纹第2刀)X27.8;(加工螺纹第3刀)X27.62;(加工螺纹第4刀)GOOX150.0Z200.0;步骤三、课堂总结、布置作业:归纳本训练项目的知识体系,强调重点和难点。