大六角高强螺栓
- 格式:docx
- 大小:48.36 KB
- 文档页数:19
大六角头高强度螺栓施工作业规程
第1页共21页
第一章 总 则
1. 1本规程适用于钢结构制作和安装中的大六角头高强度螺栓摩 擦连接的施工与验收。
1.2本规程编制的依据是《钢结构工程施工质量规范》
(GB502 05-2 001)和《钢结构制作安装施工规程》(YB9254-95)
第二章 材料要求
1. 大六角头高强度螺栓应有出厂质量证明书,其质量应符合设计 要求和国家现行有关标准的规定。
2. 大六角头高强度螺栓应符合国家现行标准《钢结构用大六角头高 强度螺栓连接副型式尺寸与技术条件》(GB1 228- GB1 231)的规 定。大六角头高强度螺栓连接副出厂时分别随箱带有扭矩系数和紧 固轴(预拉力)的检验报告。
3. 大六角头高强度螺栓连接副应作以下预拉力检验,其检验结果 应满足现行国家标准《坚固件机械性能螺栓、螺钉和螺柱》 GB3098. 1的要求。
3. 1螺栓实物最小载荷检验;
3. 2大六角头高强度螺栓连接副施工扭矩检验;
3. 3大六角头高强度螺栓连接摩擦面的抗滑移系数检验;
3. 4 大六角头高强度螺栓连接副系数复验。
4. 大六角头高强度螺栓连接副,应按包装箱配套供应标明批号、规 格、数量及生产日大六角头高强度螺栓施工作业规程
第2页共21页
期。螺栓、螺母、垫圈外表应涂油保护,不应出 现生锈和沾染赃物,螺纹不应损伤。
5. 对建筑结构安全等级为一级,跨度40cm及以上的点螺栓球节点 钢网架结构,其连接高强度螺栓应进行表面硬度检验,对8. 8级的 高强度螺栓其硬度应为HRC 21-29 ; 1
0. 9级高强度螺栓其硬度应为 HRC32-36,且不得有裂纹或损伤。
第三章 人员要求
1. 施工作业人员应具备所在作业岗位的技能和必要知识,应能理解 和实施施工技术交底中的相关内容和要求;
2. 施工作业人员应接受与其操作相应的安全教育;
3. 施工作业人员均应持上岗证上岗。
第四章 设备要求
主要机具:手动扭矩扳手、电动扭矩扳手、轴力计等。
第五章 工艺技术要求
第一节 施工准备
1. 高强度螺栓施工前,应按工艺规程做好各道工序的工艺准备工 作。
2. 施工时所需材料、机具应符合工艺规程的规定;
3. 上岗操作人员应进行培训,熟悉有关高强度螺栓的性能和作业 要领。
4. 施工前扭矩扳手等要进行校验。 大六角头高强度螺栓施工作业规程
第3页共21页
第二节 操作方法
1. 大六角头高强度螺栓连接副
1. 1 大六角头高强度螺栓连接副(以下简称高强度螺栓)的型 式、规格及技术条件应符合设计要求和现行国家标准的规定,生产 厂应出具质量证明书。
1.2 螺栓的储运应符合下列规定:
1.2.1 螺栓存放应防潮、防雨、防粉尘,并按类型和规格分类存 放。
1. 2. 2 螺栓应轻拿轻放,防止撞击、损坏包装和损伤螺纹。
1. 2. 3 螺栓应在使用时方可打开包装箱,并按当天使用的数量领
取。 使用剩余的螺栓应当天回收,并应按批号和规格保管。
1. 2.4 螺栓的发放和回收应作记录。
1.3 对长期保管或保管不善而造成螺栓生锈及沾染脏物等可能 改变螺栓的扭矩系数或性能的螺栓,应视情况进行清、除锈和润 滑等处理,并对螺栓进行扭矩系数或预拉力检验,合格后方可使 用。
2. 高强螺栓连接的构件
2. 1高强螺栓连接构件的孔径、孔距应符合设计要求,其制作允
许偏差应符合本规程2. 1的有关规定
孔距允许偏差(mm) 表2. 1 大六角头高强度螺栓施工作业规程
第4页共21页
项次 项 目 孔 距
< 500 500-1200 1200-300
0 <300
0
1 两组孔内相邻
两孔间 ±0. 7 -- ---- - ————— ———
2 两组孔内任意
两孔间 ±1. 0 ±1.2
———
3 相邻两组孔内
端孔间 ±1. 2 ±1.5 ±2. 0 ±3. 0
2. 2高强螺栓摩擦面:
2.2. 1要用相同材料根据规范做出相应的试件,二者摩擦面要进 行喷砂处理。
2. 2. 2对于高强螺栓磨擦面要求要平整、干燥,表面不得有氧化 铁皮、毛刺、焊疤、油漆和油污等。。
2. 2.3高强螺栓磨擦面在制作完成后安装前要进行保护,防止误 涂油漆及污染。
2. 2.4构件制作完成经检验合格后交付安装单位,安装单位在安 装前应对磨擦面检验并复验高强螺栓连接面抗滑移系数。
3. 高强度螺栓连接的现场试验
3. 1高强度螺栓连接应于施工前进行摩擦面的抗滑移系数试(复) 验、扭矩系数试(复)验或螺栓预拉力复验,其结果符合标准规 定时方可施工。
3. 2螺栓连接面的抗滑移系数试验应符合下列规定: 大六角头高强度螺栓施工作业规程
第5页共21页
3. 2. 1试件应符合下列规定:
3. 2. 1. 1在每个单位工程中,制作和安装前,应按每种构件钢号及 表面处理工艺的实际组合,进行连接面的抗滑移系数试验和复 验。
3. 2. 1. 2每次试(复)验各为3组试件,应在构件制作的同时制 备,宜采用双盖板双螺栓直线排列的试件,如图3. 2. 1.2和表
3. 2. 1.2 所示。
3. 2. 2试验在拉力试验机上进行,应按下式计算抗滑移系数:
F
山 R
式中F——试件开始滑动时的拉力荷载(KN);
nf ----- 摩擦面数,当采用标准试件时(n f= 2 );
工Pt——试件滑移侧螺栓预拉力之和。
3. 2. 2. 1试件所用高强度螺栓的安装和紧固应符合高强度栓施工 的有关规定;
3. 2. 2. 2宜采用合格的高强度螺栓连接副(变异系数<10% )进行 试验;
3. 2. 2. 3宜采用能直接测得试件滑移时螺栓预拉力的装置进行试 验,测得滑移荷载精度应为5%。大六角头高强度螺栓施工作业规程
第6页共21页
图3. 2. 1.2抗滑移系数试件
注:L1长度由试验机夹具而定
表3. 2. 1. 2 抗滑移试件规格(单位mm)
螺栓规格 芯板 侧板 板宽 边距 孔距
d S 1 S 2 b a 1 a
1 6 1 6 8 75 40 60
20 20 1 0 100 50 70
22 22 1 2 105 55 80
24 25 1 4 1 1 0 60 90
3. 2. 3 3组试件抗滑移系数值均应大于或等于设计值。试验合格 试件的摩擦面表面状态应作为工程实际高强度螺栓摩擦面表面 状态质量控制的样板。
3.2.4 抗滑移系数试验不合格的构件,其摩擦面应重新进行处 理,并采用钢号与构件相同,表面经过重新处理的试件进行抗滑
移系数试验。
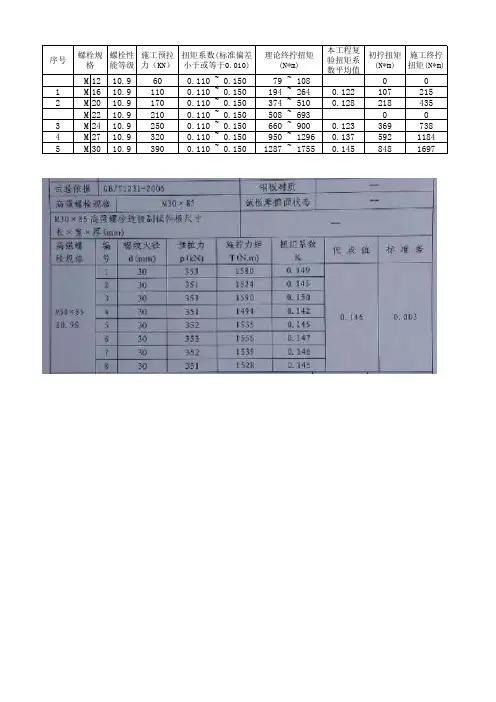
3. 3 高强度大六角头螺栓施工前进行扭矩系数试(复)验,应符 合下列规定:
3. 3. 1扭矩法施工的高强度大六角头螺栓施工前应进行扭矩系数 试验,以确定其连接1
T 1 J i
L1 L -2-
a1 a a1
a1 a a1 L1 口 1 1
1 1 1 1 1
宀
屮1 1 、一」 W
\ II fl
b 大六角头高强度螺栓施工作业规程
第7页共21页
副的扭矩系数,对制造厂保证扭矩系数的螺 栓应进行扭矩系数复验。
3. 3.2扭矩系数试验方法应符合下列规定:
3. 3. 2. 1 在同一批高强度大六角头螺栓连接副中,随机抽取8 个;
3. 3. 2. 2 逐颗在轴力计上使用扭矩扳手紧固螺栓,当轴力计显示 出的螺栓预拉力在表3. 3. 2. 2范围内时(1 0. 9级),记录扭矩 M 和螺栓预拉力P ;
表3. 3. 2. 2 高强度大六角头螺栓扭矩系数试验轴力范围
螺栓公称
直 径
(mm) 1 2 1 6 2 0 (22) 2 4 (27) 3 0
最大值 59 11 3 1 77 216 250 324 397
(KN)
(t) 6. 0 (11. 5) (1 8. 0) (22. 0) (25. 5) (33. 0) (40. 5)
最小值 49 93 1 42 1 77 206 265 329
(KN)
LU (5.0) (9.5) (14. 5) (1 8. 0) (21. 0) (27. 0) (33. 9)
3. 3. 2. 3计算螺栓连接副扭矩系数平均值和标准偏差。
当螺栓为保证扭矩系数供货时,同批螺栓连接副的扭矩系数平均
值 应在0. 11-0. 15范围内,标准偏差(6)不应大于0. 01 o
4. 高强螺栓的安装
4. 1高强度螺栓的长度应按下式计算:
L=L ' +n s+m + 3P
式中L ' ----- 连接板的板叠厚度(mm ); 大六角头高强度螺栓施工作业规程
第8页共21页
n ---- 垫圈数,扭剪型螺栓n=1 ,大六角头螺栓n = 2 ;
s ---- 垫圈公称厚度(mm );
m 螺母公称厚度(mm );
P ---- 螺纹螺距(mm )(见表5. 2 )
表4. 1 螺纹螺距P
螺栓公称直径
(mm) 1 2 1 6 20 (22) 24 (27)
30
螺距(mm) 1. 75 2 2. 5 2. 5 3 3 3. 5
表4.3 板叠间隙处理
序号 示意图 处理方法 大六角头高强度螺栓施工作业规程
第9页共21页
1. 0< d < 3. 0m m 将厚板一侧磨成
1 :1 0的缓坡,使 间隙小于1.0mm d > 3. 0 m m力卩垫
板,垫板上下摩擦
面的处理应与构 件相同
经计算螺栓长度L< 100m m时,对个位数按2舍3进的原则取5 的整数;当L> 100mm时按4舍5进的原则取1 0的整倍数。
4.2 采用表面处理后生锈工艺的摩擦面,应用细钢丝刷清除表 面的浮锈,并应符合2.2的规定。
4. 3 板叠间隙的处理,应符合表4. 3的规定。
4.4 高强螺栓连接的接头、当对结构进行组装和校正时,应采用 临时螺栓和冲钉作临时连接,每个节点所需用的临时螺栓和冲钉 数量应按安装时可能产生的荷载计算确定,并应符合下列规定:
4. 4. 1所用临时螺栓与冲钉之和不应少于节点螺栓总数的1/3。
4. 4. 2临时螺栓不应少于2颗。
4. 4. 3所用冲钉数不宜多于临时螺栓的30% 1 .... 1 -a- i d 1%% 1 --- n
d < 1.0mm 不处
理
磨斜面
垫板