山积表的制作方法
- 格式:doc
- 大小:3.26 MB
- 文档页数:4
山积表制作方法
山积表是一种用于记录山脉地貌特征的工具,它可以帮助地质学家和地理学家更好地了解地球表面的形态和演化过程。
下面将介绍山积表的制作方法,以帮助读者了解如何制作这一工具。
制作山积表需要准备以下材料和工具:一张大型纸张、一支铅笔、一把直尺、一把量角器和一支细尖的彩色笔。
第一步,选择一段山脉的剖面图作为参考。
这个剖面图应该包含山脉的主要特征,如山峰、山谷、河流等。
将这个剖面图放在纸张上方便参考。
第二步,使用直尺和铅笔在纸张上绘制一条基准线,代表地面的水平线。
这条基准线应该与剖面图上的水平线对齐。
第三步,根据剖面图上的高度标记,使用量角器和铅笔在基准线上标记出山脉的高度。
可以根据需要选择适当的比例尺,以确保绘制的山积表能够准确反映山脉的高度差异。
第四步,使用彩色笔在每个高度标记处绘制一条垂直线段,代表山脉的高度。
颜色的选择可以根据个人喜好,但最好选择与剖面图上的颜色相近的颜色,以便更好地对比和理解。
第五步,根据剖面图上的河流和山谷等特征,在山积表上绘制相应
的曲线和形状。
可以使用量角器和铅笔来帮助绘制曲线的形状和角度。
第六步,检查绘制的山积表是否准确无误。
可以参考剖面图和实际地貌进行比对,确保山积表能够准确地反映山脉的地貌特征。
将制作好的山积表进行整理和保存。
可以使用透明胶片或者将其装订在笔记本中,以便随时查阅和使用。
通过以上步骤,我们可以制作出一张准确反映山脉地貌特征的山积表。
这个工具可以帮助地质学家和地理学家更好地研究和理解地球表面的形态和演化过程。
希望本文对读者有所帮助,谢谢阅读!。
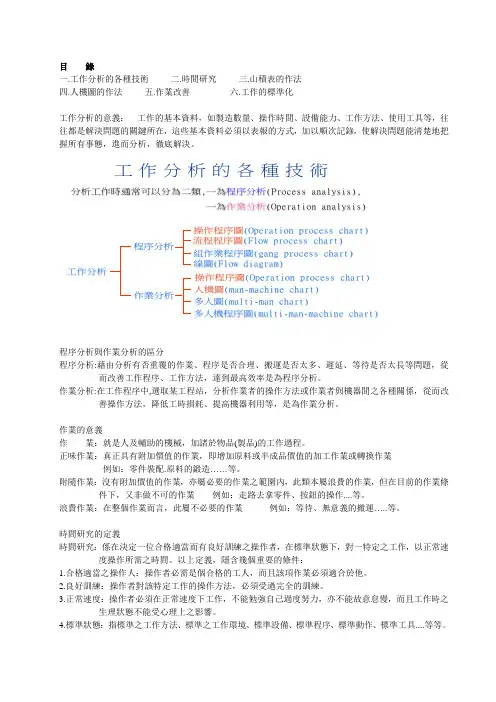
目錄一.工作分析的各種技術二.時間研究三.山積表的作法四.人機圖的作法五.作業改善六.工作的標準化工作分析的意義:工作的基本資料,如製造數量、操作時間、設備能力、工作方法、使用工具等,往往都是解決問題的關鍵所在,這些基本資料必須以表報的方式,加以順次記錄,使解決問題能清楚地把握所有事態,進而分析,徹底解決。
程序分析與作業分析的區分程序分析:藉由分析有否重覆的作業、程序是否合理、搬運是否太多、遲延、等待是否太長等問題,從而改善工作程序、工作方法,達到最高效率是為程序分析。
作業分析:在工作程序中,選取某工程站,分析作業者的操作方法或作業者與機器間之各種關係,從而改善操作方法,降低工時損耗、提高機器利用等,是為作業分析。
作業的意義作業:就是人及輔助的機械,加諸於物品(製品)的工作過程。
正味作業:真正具有附加價值的作業,即增加原料或半成品價值的加工作業或轉換作業例如:零件裝配.原料的鍛造……等。
附隨作業:沒有附加價值的作業,亦屬必要的作業之範圍內,此類本屬浪費的作業,但在目前的作業條件下,又非做不可的作業例如:走路去拿零件、按鈕的操作....等。
浪費作業:在整個作業而言,此屬不必要的作業例如:等待、無意義的搬運…..等。
時間研究的定義時間研究:係在決定一位合格適當而有良好訓練之操作者,在標準狀態下,對一特定之工作,以正常速度操作所需之時間。
以上定義,隱含幾個重要的條件:1.合格適當之操作人:操作者必需是個合格的工人,而且該項作業必須適合於他。
2.良好訓練:操作者對該特定工作的操作方法,必須受過完全的訓練。
3.正常速度:操作者必須在正常速度下工作,不能勉強自己過度努力,亦不能故意怠慢,而且工作時之生理狀態不能受心理上之影響。
4.標準狀態:指標準之工作方法、標準之工作環境、標準設備、標準程序、標準動作、標準工具....等等。
碼錶時間研究法的實施步驟:1.明確目的 2.選定觀測作業 3.選定觀測對象 4.與有關人員(幹部與作業者)取得理解與協力 5.檢討作業方法之正確性 6.將作業內容分割為操作單元 7.決定觀測次數. 8.實施碼錶測時 9.觀測工時之整理與檢討 10.整理所得之工時標準工時的構成 :正常工時=觀測工時*評比因素 標準工時=正常工時+寬放時間標準工時的用途 1.生產量的計算 2.生產目標之設定 3.生產進度安排及人力配置安排 4.生產線平衡 5.治、工具設計改善 6.工廠佈置應用 7.機械設備之稼動率 8.成本預估與售價決定 9.標準成本與實際成本管理 10.工作方法改善 11.工作評價 12.績效獎金之計算13.衡量生產力 14.計算責任之效率山積表的作法山積表作成的目的1.對象整體工程而言:其內容可以清楚知道工程順序、作業順序及要素情況,同時亦可了解整個作業 2.改善功能性的預測:根據山積表,可以決定未來的方向、目標,同時亦可將不好的狀況,予以定量化,及根據LINE TACT 與實際的現況,作一判斷Line 編成(山積表)的步驟塗油10.8沖凹作業13.8內外槽組裝28.8裝膠套13.8裝扭轉彈簧10.8完檢5.1裝箱4.524.628.834.2LINE TACT生產TACT生產TACT:28800÷700=41.1稼動率:34.2÷41.1 100%=83.21%編成率:24.6+28.8+34.2÷(34.2 3) 100%=85.38%計劃稼動時間:34.2 700=23940123剪刀機構&底板組裝剪刀機構鎖固上支持板組裝決定投入人數:86.7÷41.1÷0.85(效率)=2.5→323940秒34.2秒85.38%83.21%•月產量:依顧客需求量而定•日產量:月產量÷一個月工作天•計劃勞動時間:公司一天所給標準工作時間(8H 60分/H 60秒/分)•生產TACT:計劃勞動時間/必要生產數(日產量)•計劃稼動時間:LINE TACT 必要生產數•LINE TACT:瓶頸工程站加工時間•編成率:各工程站工時合計值/瓶頸工程站加工時間 作業人數 100%•稼動率:LINE TACT/生產TACT 100%稼動率之計算:計劃稼動率=LINE TACT/生產TACT *100% (投入总工时=投入工时*人员数)稼動率=LINE TACT *良品數/投入工時*100% 實際稼動率=標準工時*良品數/投入總工時*100% 1.TACT-TIME(T/T) 4.生產TACT 2.CYCLE-TIME(C/T) 5.產距時間 3.LINE TACT 6.瓶頸時間(標準作業週期時間)總和設備效率(OEE)改善山積表的著眼點1.瓶頸站(NECK)的改善:(刪除、合併、重組、簡化)將前、後工程間的要素移入、出,相互替換,想法子使CYCLE-TIME 低於LINE TACT 。
一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法教案内容:生活中的柱状图实例引入课堂:(通过每个人关心和感兴趣的人均可装配性收入柱状图,以及构成年度的每季度的堆积柱状图):首先提问大家看到的是什么图?然后有堆积的是什么图?从这个图上看到了什么?(解释一下中位数和平均数)大家都知道这是柱状图和堆积柱状图,这堂课就会很简单。
从图上我们可以看到农村和城镇的不均衡、中位数和平均数的不均衡,是因为每个人收入的差距和不均衡。
收入上有不均衡,那么我们的工序作业上有没有不均衡呢?大家都知道七大浪费吗?七大浪费中的一个就是等待浪费,造成等待浪费的一个原因就是工序作业间的不均衡,到底生产线不均衡的程度是多少?各工序生产能力是多少?又如何怎样进行改善提高平衡率,减少等待浪费,执行标准作业?这就是山积表,也是我们这节课的内容。
由此可见,1.山积表是一种应用在标准作业上的柱状图分析表2.山积表形象地表现了一条生产线各作业人员的作业时间、作业内容等信息3.有助于发现生产线的问题点,是一种作业改善的工具一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法一、由节拍时间和各工序作业内容及时间组成。
用于把人的作业内容与作业时间累加起来,是维持、管理工序作业内容和时间的目视化管理工具,也是均衡整条生产线生产流程,实现作业量平准化的主要目视管理工具。
二、山积表编制和使用的流程1、山积表的编制流程通过判断工序的作业类型,引入标准作业三类型和三要素的讲解一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培 训 内 容教学方式方法 2、 三要素讲解12有标准手持时循环时间:21秒没有标准手持时循环时间:82秒没有标准手持的机械设备在生产运行中,发生作业等待的浪费!其差异达61秒之多!为什么要有标准手持?完成品完成品粗材①④⑤⑦⑭⑬⑩⑪⑨⑫⑮⑧⑥③②⑤⑥⑦⑧⑨⑩②①③④作业顺序的重要性好的作业顺序不好的作业顺序一线班组长及相关管理技术人员精益生产工具培训教案(第 1 课时)培训内容教学方式方法3、三种作业类型思考:结合生产现场,引导学员对三种作业类型分别举例。
1毛藤子20170729山 积表APOLLO TPS 训练营Agenda一、生产节拍的概念二、工时测定步骤三、山积表的制作四、山积表制作案例分析23是指卖向顾客的速度 对生产部门 部品1个或1台份应该用多少时间生产的时间值 ※ 将工作量正确赋予的尺度一天生产必要数 客户节拍 =一天的作息时间(定时)(※)作息时间以就业的规定时间、可动率以100%计算 客户节拍的计算式1、客户节拍(T.T)42、生产节拍(C.T)3、必要人工数完成生产必要数所需的人工数。
指作业者1人按所规定的工序作业顺序1循环所要的时间,生产线节拍指瓶颈工序节拍。
∑C.T 指所有工序生产节拍之和,即指产品从粗材到成品1循环所要时间。
客户节拍T.T 必要人工数=∑C.T1、时间测定标准作业需要每一个要素作业时间、要求有正确的测定技能。
2、观测点所谓观测点是将各要素作业1個1個区別开,在测定时间节点时,以其要素作业结束瞬间作为观测点。
561.仔细观察作业顺序暗记下来.2.记入要素作业 3.测定1循环周期的时间 6.测定没测定的要素作业 5.1循环周期的时间和各要素作业时间对合4.测定各要素作业的时间 7.测定线外作业 27・8・91・2134567891 2 3 4・・・・・・ 3・4561・23・4567・8・9……247893、工时测定要领原则:遵照事实的原样,没有遗漏,正确的测定。
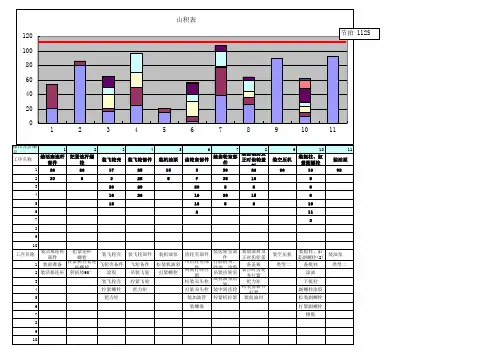
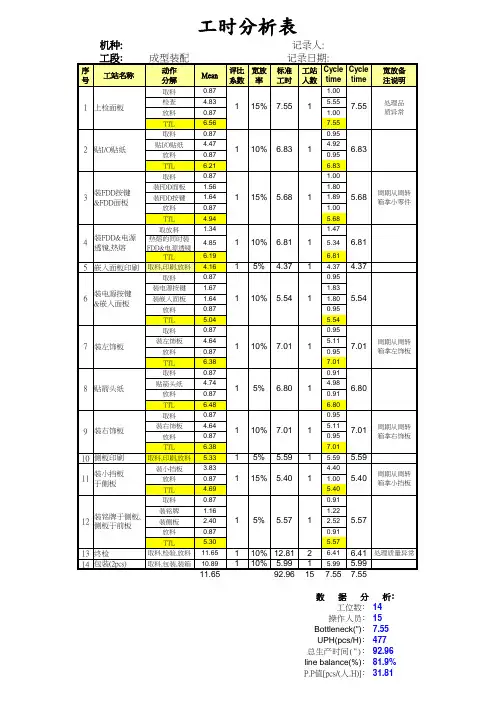
4、时间观测表71、山积表的概念:山积表是指将各分解动作时间,以叠加式直方图表现的一种研究作业时间结构的手法。
2、样式:T.T目标:C.T=T.T83、生产线平衡改善的方法1人→2人分担转移作业改善少人化拆解去除重新分配改善合并9四、山积表制作案例分析1.时间测定2.改善前山积表(工时节拍分析)3. 改善后山积表10四、山积表制作案例分析4.山积表实例张贴11A-TPS 训练营•全員改善•一點一滴改善•持續改善END12。
目錄
一.工作分析的各種技術二.時間研究三.山積表的作法
四.人機圖的作法五.作業改善六.工作的標準化
工作分析的意義:工作的基本資料,如製造數量、操作時間、設備能力、工作方法、使用工具等,往往都是解決問題的關鍵所在,這些基本資料必須以表報的方式,加以順次記錄,使解決問題能清楚地把握所有事態,進而分析,徹底解決。
程序分析與作業分析的區分
程序分析:藉由分析有否重覆的作業、程序是否合理、搬運是否太多、遲延、等待是否太長等問題,從而改善工作程序、工作方法,達到最高效率是為程序分析。
作業分析:在工作程序中,選取某工程站,分析作業者的操作方法或作業者與機器間之各種關係,從而改善操作方法,降低工時損耗、提高機器利用等,是為作業分析。
作業的意義
作業:就是人及輔助的機械,加諸於物品(製品)的工作過程。
正味作業:真正具有附加價值的作業,即增加原料或半成品價值的加工作業或轉換作業
例如:零件裝配.原料的鍛造……等。
附隨作業:沒有附加價值的作業,亦屬必要的作業之範圍內,此類本屬浪費的作業,但在目前的作業條件下,又非做不可的作業例如:走路去拿零件、按鈕的操作....等。
浪費作業:在整個作業而言,此屬不必要的作業例如:等待、無意義的搬運…..等。
時間研究的定義
時間研究:係在決定一位合格適當而有良好訓練之操作者,在標準狀態下,對一特定之工作,以正常速度操作所需之時間。
以上定義,隱含幾個重要的條件:
1.合格適當之操作人:操作者必需是個合格的工人,而且該項作業必須適合於他。
2.良好訓練:操作者對該特定工作的操作方法,必須受過完全的訓練。
3.正常速度:操作者必須在正常速度下工作,不能勉強自己過度努力,亦不能故意怠慢,而且工作時之
生理狀態不能受心理上之影響。
4.標準狀態:指標準之工作方法、標準之工作環境、標準設備、標準程序、標準動作、標準工具....等等。
碼錶時間研究法的實施步驟:1.明確目的 2.選定觀測作業 3.選定觀測對象 4.與有關人員(幹部與作業者)取得理解與協力 5.檢討作業方法之正確性 6.將作業內容分割為操作單元 7.決定觀測次數. 8.實施碼錶測時 9.觀測工時之整理與檢討 10.整理所得之工時
標準工時的構成 :正常工時=觀測工時*評比因素 標準工時=正常工時+寬放時間
標準工時的用途 1.生產量的計算 2.生產目標之設定 3.生產進度安排及人力配置安排 4.生產線平衡 5.治、工具設計改善 6.工廠佈置應用 7.機械設備之稼動率 8.成本預估與售價決定 9.標準成本與實際成本管理 10.工作方法改善 11.工作評價 12.績效獎金之計算13.衡量生產力 14.計算責任之效率
山積表的作法
山積表作成的目的
1.對象整體工程而言:其內容可以清楚知道工程順序、作業順序及要素情況,同時亦
可了解整個作業 2.改善功能性的預測:根據山積表,可以決定未來的方向、目標,同時亦可將不好的狀況,予以定量化,及根據LINE TACT 與實際的現況,作一判斷
Line 編成(山積表)的步驟
塗油10.8沖凹作業13.8內外槽組裝28.8
裝膠套13.8裝扭轉彈簧10.8
完檢5.1
裝箱4.524.6
28.8
34.2
LINE TACT
生產TACT
生產TACT:28800÷700=41.1
稼動率:34.2÷41.1 100%=83.21%
編成率:24.6+28.8+34.2÷(34.2 3) 100%=85.38%
計劃稼動時間:34.2 700=239401
2
3
剪刀機構&底板組裝
剪刀機構鎖固
上支持板組裝
決定投入人數:86.7÷41.1÷0.85(效率)=2.5→323940秒34.2秒85.38%83.21%
•月產量:依顧客需求量而定•日產量:月產量÷一個月工作天
•計劃勞動時間:公司一天所給標準工作時間(8H 60分/H 60秒/分)•生產TACT:計劃勞動時間/必要生產數(日產量)•計劃稼動時間:LINE TACT 必要生產數•LINE TACT:瓶頸工程站加工時間
•編成率:各工程站工時合計值/瓶頸工程站加工時間 作業人數 100%•稼動率:LINE TACT/生產TACT 100%
稼動率之計算:
計劃稼動率=LINE TACT/生產TACT *100% (投入总工时=投入工时*人员数)
稼動率=LINE TACT *良品數/投入工時*100% 實際稼動率=標準工時*良品數/投入總工時*100% 1.TACT-TIME(T/T) 4.生產TACT 2.CYCLE-TIME(C/T) 5.產距時間 3.LINE TACT 6.瓶頸時間(標準作業週期時間)
總和設備效率(OEE)
改善山積表的著眼點
1.瓶頸站(NECK)的改善:(刪除、合併、重組、簡化)將前、後工程間的要素移入、出,相互替換,想法子使CYCLE-TIME 低於LINE TACT 。
2.稼動率的改善:檢討瓶頸工程的停止要因分析及對策的實施。
工作的標準化
經工作改善並改訂工作方法後,為確實地實施改訂後的工作方法,須對工作程序、工作動作、工作時間及工作條件予以標準化,並將之成文,制定為「標準作業票」。
標準作業票的目的在於訓練及督導作業員,以期在標準時間內實施標準作業。
TACT-TIME(T/T)=生產TACT=產距時間=
CYCLE-TIME(C/T)=LINE TACT=瓶頸時間
投入工時 必要生產數。