钢结构焊接自检记录簿
- 格式:doc
- 大小:295.50 KB
- 文档页数:8
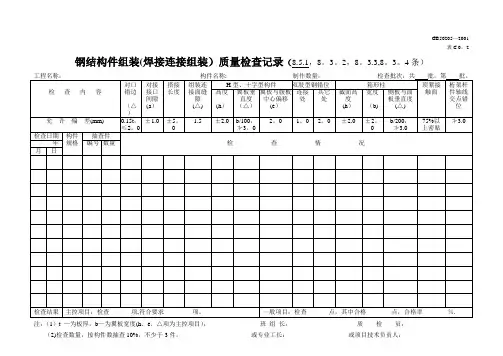
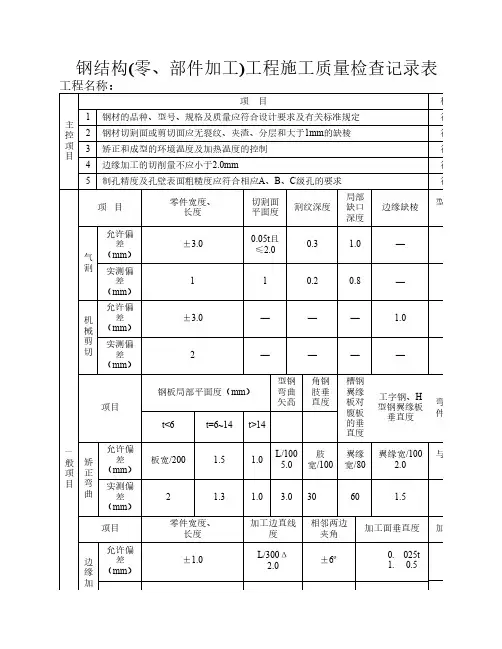
钢结构(零、部件加工)工程施工质量检查记录表工程名称:主控项目项目检验结果1钢材的品种、型号、规格及质量应符合设计要求及有关标准规定符合要求2钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱符合要求3矫正和成型的环境温度及加热温度的控制符合要求4边缘加工的切削量不应小于2.0mm符合要求5制孔精度及孔壁表面粗糙度应符合相应A、B、C级孔的要求符合要求一般项目项目零件宽度、长度切割面平面度割纹深度局部缺口深度边缘缺棱型钢端部垂气割允许偏差(mm)±3.00.05t且≤2.00.3 1.0—实测偏差(mm)110.20.8—机械剪切允许偏差(mm)±3.0——— 1.0实测偏差(mm)2————项目钢板局部平面度(mm)型钢弯曲矢高角钢肢垂直度槽钢翼缘板对腹板的垂直度工字钢、H型钢翼缘板垂直度弯曲成型零件弧度检查t<6t=6~14t>14矫正弯曲允许偏差(mm)板宽/200 1.5 1.0L/1005.0肢宽/100翼缘宽/80翼缘宽/1002.0与拦板间隙实测偏差(mm)2 1.3 1.0 3.03060 1.5项目零件宽度、长度加工边直线度相邻两边夹角加工面垂直度加工面粗糙边缘加允许偏差(mm)±1.0L/300Δ2.0±6º0. 025t1. 0.5工实测偏差(mm)1.0 1.1 2°1C 级螺检孔制孔项目允许(mm)(mm)501~同一组内任意两孔间距离允许偏差(mm)±1.0±1.5—直径+1.00.5实测偏差(mm)0.51—圆度 2.0 1.0相邻两组的端孔间距离允许偏差(mm)±1.5±2.0±2.5垂直度0.03t2.01.0实测偏差(mm)1 1.50.8检查结果主控项目主控项目合格一般项目符合设计要求工程负责人班组长工长质量检查员施工单位:日期:钢结构组装工程施工质量检查记录表工程名称:主控项目项目检验结果1吊车梁和吊车桁架不得下挠符合要求2端部铣平组装要求项目允许偏差(mm)实测偏差值(mm)12345678两端铣平时构件长度±2.010110001两端铣平时零件长度±0.50.10.20.100.30.10.10.2铣平面的平面度0.30.20.10.10.10.20.30.10.1铣平面对轴线的垂直度L/1500511513211对接焊缝安装焊缝坡口角度±5。
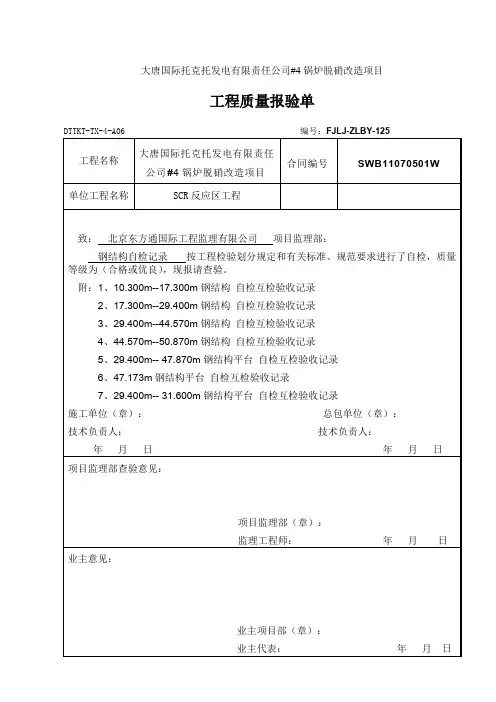
钢结构自检记录钢结构作为一种广泛应用于建筑领域的结构形式,其质量和安全性至关重要。
为了确保钢结构的质量符合设计要求和相关标准,我们进行了全面的自检工作,并将自检结果记录如下。
一、工程概述本次自检的钢结构工程位于_____,是一个_____(建筑用途)的项目。
钢结构的主体部分包括钢梁、钢柱、钢桁架等,总用钢量约为_____吨。
二、自检依据1、设计图纸和相关技术文件2、《钢结构工程施工质量验收规范》(GB50205-2020)3、《钢结构设计标准》(GB50017-2017)三、自检内容及结果1、原材料检验钢材:对进场的钢材进行了品种、规格、性能等方面的检验。
检查了钢材的质量证明书、化学成分分析报告和力学性能试验报告。
结果表明,所使用的钢材均符合设计要求和相关标准。
焊接材料:对焊接材料的品种、规格、烘焙记录等进行了检查。
焊接材料的质量符合相关标准,烘焙记录完整。
高强度螺栓:对高强度螺栓的性能等级、规格、扭矩系数等进行了检验。
高强度螺栓的质量合格,扭矩系数符合要求。
2、构件制作切割:检查了构件切割面的平整度、粗糙度和坡口尺寸。
切割质量良好,符合规范要求。
矫正和成型:对构件的矫正和成型工艺进行了检查,构件的形状和尺寸偏差在允许范围内。
制孔:检查了构件的螺栓孔、铆钉孔的孔径、孔距和孔边距。
制孔精度符合设计要求和规范规定。
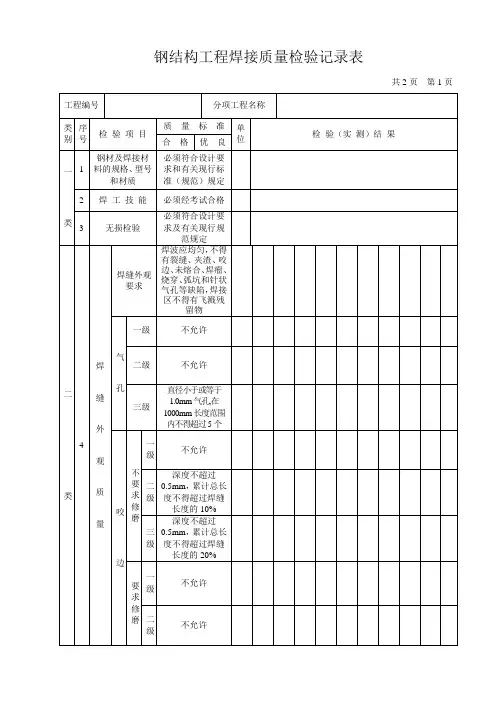
3、焊接质量焊缝外观:对焊缝的表面质量进行了检查,包括焊缝的形状、尺寸、咬边、气孔、夹渣等缺陷。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量:采用无损检测方法(如超声波探伤、射线探伤等)对焊缝内部质量进行了检测。
检测结果表明,焊缝内部质量符合设计要求和规范规定。
4、构件安装基础验收:对钢结构基础的轴线、标高、地脚螺栓位置等进行了检查,基础验收合格。
构件安装精度:检查了构件的垂直度、水平度、轴线偏差等安装精度指标。
构件安装精度符合设计要求和规范规定。
连接节点:对连接节点的螺栓连接、焊接连接等进行了检查。
钢结构自检记录229.docx范本一:[公司名称]自检记录1. 项目概述这里简要介绍本次钢结构自检的项目背景和目的。
2. 自检人员名单列出参与本次自检的人员名单及其职责。
3. 自检工具和设备清单罗列本次自检中使用的工具和设备的清单。
4. 自检步骤详细说明本次自检的步骤和流程,包括但不限于以下内容:4.1 钢结构的外观自检:检查钢结构的表面是否有裂纹、锈蚀等问题。
4.2 钢结构的尺寸自检:测量钢结构的尺寸是否符合设计要求。
4.3 钢结构的连接自检:检查连接点是否紧固可靠。
4.4 钢结构的强度自检:使用相应测试设备测量钢结构的强度是否达标。
4.5 其他自检步骤:根据实际情况添加其他自检步骤。
5. 自检结果记录记录每个自检步骤的结果,并对检查出的问题进行描述。
6. 异常处理如果在自检过程中发现问题,详细描述该问题以及相应的处理措施。
7. 结论对整个自检过程的结果进行总结,并提出相应的建议和改进意见。
8. 附件(此处添加相关附件的清单)本文所涉及的法律名词及注释:1. 法律名词1:注释12. 法律名词2:注释2--------------------------------------------------范本二:[公司名称]钢结构自检报告1. 项目概述这里简要介绍本次钢结构自检的项目背景和目的。
2. 自检人员名单列出参与本次自检的人员名单及其职责。
3. 自检文件清单罗列本次自检中涉及的文件清单。
4. 自检标准和要求详细说明本次自检的标准和要求,包括但不限于以下内容:4.1 钢结构的外观自检:检查钢结构的表面是否有裂纹、锈蚀等问题,符合相关标准和规范。
4.2 钢结构的尺寸自检:测量钢结构的尺寸是否符合设计要求,满足相关标准。
4.3 钢结构的连接自检:检查连接点是否紧固可靠,符合相关标准。
4.4 钢结构的强度自检:使用相应测试设备测量钢结构的强度是否达标,达到相关标准要求。
4.5 其他自检标准和要求:根据实际情况添加其他自检标准和要求。
钢网架焊接质量无损检验检测原始记录
工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:
探伤结果及返修情况构件名称抽样
数量焊缝编号
检验长度
mm
焊缝
总长
mm
评定级别
评定结果
备注
返修合格
检验员UT级
审核UT级
焊缝
杆件
涂层厚度检测原始记录
检验:审核:
高强度大六角螺栓检测原始记录
检验:审核:
扭剪型高强螺栓检测原始记录
检验:审核:
紧固件机械性能检测原始记录
检验:审核:
粗牙螺纹螺母检测原始记录
检验:审核:
六角头螺栓检测原始记录
检验:审核:
钢网架螺栓球节点高强螺栓检测原始记录
检验:审核:
钢网架螺栓球节点检测原始记录
检验:审核:
钢网架焊接空心球节点检测原始记录
钢网架焊接空心球节点检测原始记录检验:审核:
钢筋焊接件检测原始记录
检验:审核:
焊接接头及焊接试样检测原始记录
焊接接头及焊接试样检测原始记录检验:审核:
构件摩擦面检测原始记录
检验:审核:
焊接球及螺栓球加工质量检测原始记录
检验:审核:
钢网架杆件尺寸检测原始记录
检验:审核:
钢网架支承面检测原始记录
检验:审核:
总拼及安装质量检测原始记录
检验:审核:
检验:审核:
检验:审核:
检测:审核:
钢网架整体偏差检测原始记录
检验:审核:
检验:审核:
检验:审核:。
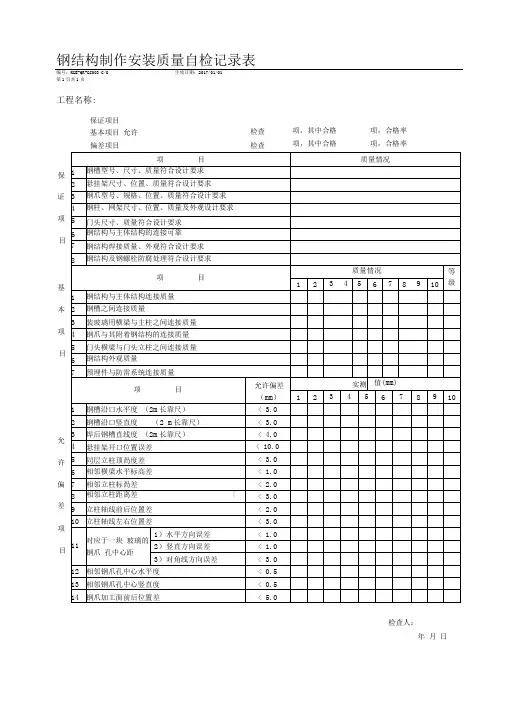
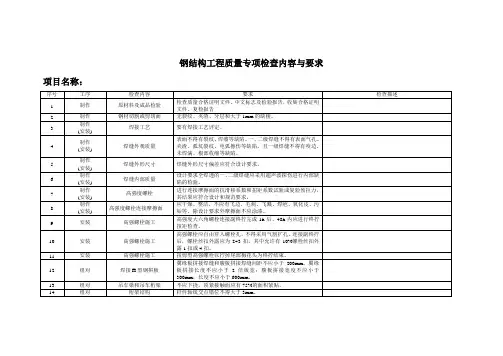
钢结构焊接自检记录钢结构安装自检记录
钢结构焊接自检记录:
1. 焊接工艺规程符合要求,焊工持证上岗。
2. 焊接设备完好,焊条、焊丝质量合格。
3. 焊缝准备工作完善,表面清洁,无油污、氧化物等。
4. 焊缝尺寸符合设计要求,无明显凹凸。
5. 焊接质量符合规定,无裂纹、夹渣、气孔等缺陷。
6. 焊接变形控制良好,尺寸满足设计要求。
7. 焊接接头的连接强度达到要求。
8. 焊接标识清晰可辨。
钢结构安装自检记录:
1. 钢结构件检验符合设计要求,无变形、损伤等缺陷。
2. 安装前验收工作完善,施工图纸与实际安装符合。
3. 安装前清理基础,无杂物、尘土等。
4. 安装过程中严格按照施工图纸要求进行安装。
5. 安装过程中吊装设备符合要求,操作安全。
6. 安装位置、相互间距符合设计要求。
7. 安装连接部位牢固,紧密配合。
8. 所有安装工作符合当地建筑标准和安全规范。
9. 安装后进行验收,符合设计要求。
10. 安装完成后进行防腐处理并保护好表面涂层。
以上为钢结构焊接自检记录和钢结构安装自检记录的一般内容,具体内容可能根据钢结构的具体要求和相关建筑标准进行调整。
在进行自检记录时,应按照规定的程序和要求进行记录,并保留相关证明文件。
纵横集团丰南钢铁烧结机及配套项目工程质量报验单
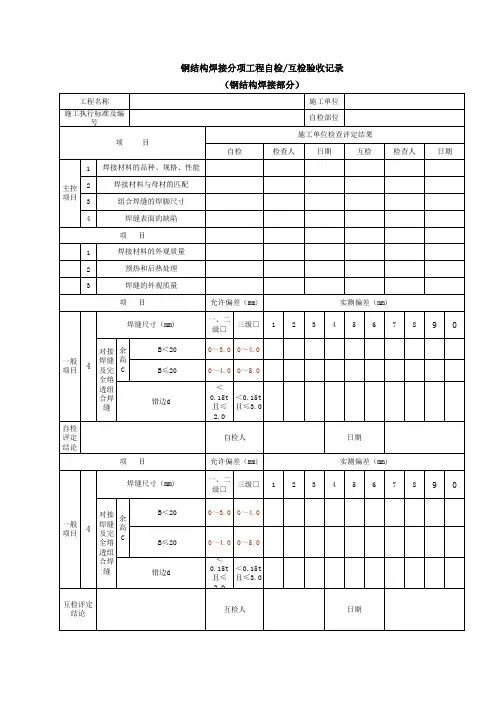
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)
钢结构焊接分项工程自检、互检验收记录
(钢结构焊接部分)。