第9课 车间作业管理
- 格式:pptx
- 大小:143.87 KB
- 文档页数:26


在ERP 系统中,车间作业控制(SFC),同采购作业一样都是计划的执行层次,在这里只能执行计划而不能改动计划MRP 计划任务通过能力平衡后下达到具体的执行部门去执行。
对于采购件,应有供应部门组织货源进行采购,对于创造件则由生产车间负责组织生产创造。
整个企业的生产计划分为三级,长期计划、中期计划、短期计划。
车间作业管理体制短期计划管理的核心部份。
车间作业管理主要根据零部件的工艺路线来编制工序进度计划,下达车间任务,产生加工路线单和派工单,记录任务的执行情况车间管理是通过计划、控制日常生产、采集车间数据的方法,达到以较少的投入,较高的生产创造效率,按时、按质、按量地完成生产任务。
本系统的目标就是匡助用户监督和控制车间生产活动。
匡助用户正确安排从车间进度计划生成、车间任务物料分配、车间任务下达、工作中心派工单生成到车间任务完工入库的全过程,以确保车间任务能够按照要求计时完成。
同时匡助企业提高劳动生产率,减少积压库存,车间在制品,提高产品质量。
1、控制加工单的下达。
惟独在物料、能力、提前期和工具都齐备的情况下才下达定单。
以免造成生产中的混乱。
2、控制加工件在工作中心加工的工序优先级(根据加工单的完工日期);具体讲就是:生成下达定单、派工单及车间文档。
3、控制投入和产出的工作量,保持物流稳定;同时控制排队时间、提前期和在制品库存;4、控制加工成本(包括返修、废品、材料利用、工时等),结清定单,完成库存事务处理。
对于MPS 生成的MRP 物料需求计划中的物料,如果是采购件,应有供应部门组织货源进行采购,对于创造件则生成生产指令由生产车间负责组织生产创造。
生产指令主要是来自于MRP,但也可以进行人工调整。
单击【C 车间作业】中的【02 生产指令资料】项,系统显示如图3-3- 1 所示:生产指令开工生产完工N 返工库存合格质检计划下达3-3- 1(1) 在窗口左半部份输入【物料编号】即要生产的物料,如记不住物料的编号,可用向导匡助查找。


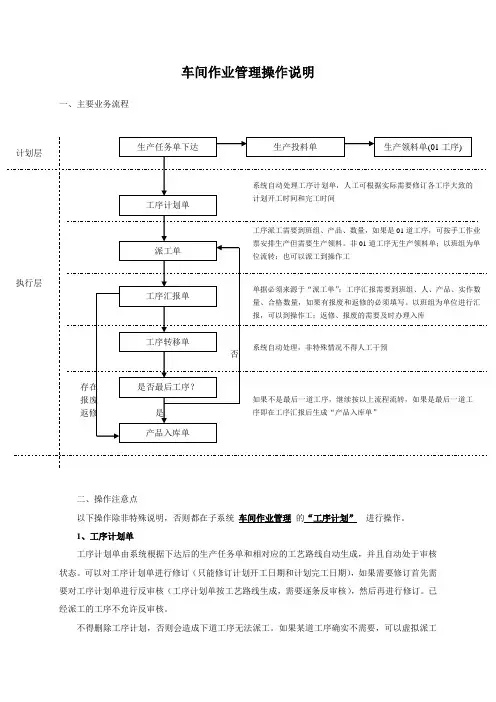
车间作业管理操作说明一、主要业务流程二、操作注意点以下操作除非特殊说明,否则都在子系统车间作业管理的“工序计划”进行操作。
1、工序计划单工序计划单由系统根据下达后的生产任务单和相对应的工艺路线自动生成,并且自动处于审核状态。
可以对工序计划单进行修订(只能修订计划开工日期和计划完工日期),如果需要修订首先需要对工序计划单进行反审核(工序计划单按工艺路线生成,需要逐条反审核),然后再进行修订。
已经派工的工序不允许反审核。
不得删除工序计划,否则会造成下道工序无法派工。
如果某道工序确实不需要,可以虚拟派工和汇报,或者考虑在工艺路线中删除。
2、派工单派工单必须来源于“工序计划单”。
需要对某个班组或操作工派工时,点击“新增”按钮,然后按F7键选择“工序计划单号”(不能多选),可到班组也可到操作工。
“计划生产数量”必须小于等于“接收数量”减去“已派工数量”。
派工单新增完毕后必须保存并审核。
派工单必须由文员打印出交由班组长。
3、工序汇报第一道工序汇报可以来源于工序计划单,非第一道工序必须来源于“派工单”。
当班组或操作工进行工序汇报时,点击“新增”按钮,然后按F7键选择“派工单号”(不能多选)。
如果派工单是以班组为单位的,则在工序汇报时必须到具体操作工(油漆、抛丸组可按实到人数进行平均分摊)。
工序汇报必须有实作数量、合格数量,如果有报废或能够返修的则需要填写报废数量和返修数量。
(逻辑判断:实作数量=合格数量+报废数量+返修数量),如果没有填写合格数量则系统不能作自动转移到下一工序或办理入库,如果没有填写返修数量则系统不能处理返修任务。
工序汇报新增完毕后必须保存并审核。
非最后一道工序汇报时有报废、返修的,文员必须通知主管,然后由主管开放权限后根据生产任务单办理产品入库(仓库分别选择废品库、返修库),同时审核。
最后一道工序汇报时,文员根据工序汇报单办理产品入库(仓库为成品库或半成品库),并打印。
4、工序转移工序移转单,记录首道工序接收、工序间在制品移转、末道工序移交的情况,包括:数量、时间、移转人、接收人等信息,主要记录自制工序的内部移转过程。