量具培训-—指示表
- 格式:pptx
- 大小:9.54 MB
- 文档页数:50


指示表类量具操作指导书(Q/LC.QJ-JP-P-04)1.目的为使检验员正确使用指示表类量具,规范检验员的操作方法,避免人为操作错误、保证零部件检测结果的准确性、特制定本操作指导书。
2.适用范围适用于重庆隆鑫机车有限公司发动机本部检验员使用的指示表类量具。
3.术语指示表类量具:是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
包括指示表(百分表、千分表),杠杆表(杠杆百分表、杠杆千分表),内径表(内径百分表、内径千分表)等。
它的结构简单、体积小、读书直观,工作中无需电源、气源,工厂中应用较广泛。
4.指示表类量具的使用方法4.1指示表的使用方法4.1.1指示表(百分表、千分表)指用来测量工件长度尺寸和形状、位置误差等相关尺寸的量具。
可以用于检验设备的几何精确度或调整工件的装夹位置,以及作为某测量装置的测量元件。
其主要结构外形(百分表见图1、千分表见图2);图1百分表1-表体;2-表圈;3-转数指针;4-表盘;5-指针;6-装夹套筒;7-测杆;8-测头图2千分表1-表体;2-表圈;3-表盘;4-转数指针;5-指针;6-装夹套筒;7-测杆;8-测头4.1.2测量前应将被测零部件测量面、百分表(千分表)测头、测杆擦试干净,置于检验台上,平衡温度的时间不少2小时。
4.1.3检查百分表(千分表)外观是否有缺陷,表盘各刻线应清晰、平直、粗细均匀;各部位不应有碰伤、毛刺等缺陷;表圈转动应平稳,静止要可靠,表圈和表体的配合应无明显松动现象;指针应位于测杆轴线左上方距零刻线8-25个分度内;测杆移动时各部分相互作用平稳、灵活、不得有跳动、卡滞或松动现象(手感)。
检查标识是否在有效期内。
4.1.4在测量前,把百分表(千分表)夹在磁力表座或其它牢靠的支架上;夹紧力不要过大,以免套筒被夹变形把测杆卡住;未松开紧固套时,不要转动表壳;如要把表转动方向,则必须先松开紧固套。
4.1.5使用前压缩测头使指针至少转动1/4圈;把指针调整至零位。

通用量具培训讲稿长度测量工具是指将被测长度与已知长度比较,从而得出测量结果的工具,简称测量工具。
长度测量工具包括量规、量具和量仪。
习惯上常把不能指示量值的测量工具称为量规;把能指示量值,拿在手中使用的测量工具称为量具;把能指示量值的座式和上置式等测量工具称为量仪。
最早在机械制造中使用的是一些机械式测量工具,例如角尺、卡钳等;16世纪,在火炮制造中已开始使用光滑量规;1772年和1805年,英国的瓦特和莫兹利等,先后制造出利用螺纹副原理测长的瓦特千分尺和校准用测长机;19世纪中叶以后,又出现了类似于现代机械式外径千分尺和游标卡尺的测量工具;19世纪末期,出现了成套量块。
继机械测量工具之后出现的是一批光学测量工具。
19世纪末,首先出现立式测长仪;20世纪初,出现测长机;到20年代,已经在机械制造中应用投影仪、工具显微镜、光学测微仪等进行测量;1928年出现气动量仪,它是一种适合在大批量生产中使用的测量工具。
电学测量工具是30年代出现的。
最初的是利用电感式长度传感器制成的界限量规和轮廓仪;50年代后期,出现了以数字显示测量结果的坐标测量机;60年代中期,在机械制造中已应用带有电子计算机辅助测量的坐标测量机;至70年代初,又出现计算机数字控制的齿轮量仪。
至此,测量工具进入应用电子计算机的阶段。
测量工具通常按用途分为通用测量工具、专类测量工具和专用测量工具三类;还可按工作原理分为机械、光学、气动、电动和光电等类型,这种分类方法是由测量工具的发展历史形成的。
现代很多测量工具已经发展成为同时采用精密机械、光、电等原理,并与电子计算机技术相结合的测量工具,因此,这种分类方法仅适用于工作原理单一的测量工具。
通用测量工具是指可以测量多种类型工件的长度或角度的测量工具。
这类测量工具的品种规格最多,使用也最广泛,有量块、角度量块、多面棱体、正弦规、卡尺千分尺、百分表、多齿分度台、比较仪、激光干涉仪、工具显微镜、三坐标测量机等。
指示式量具指示式量具是以指针指示出测量结果的量具。
车间常用的指示式量具有:百分表、千分表、杠杆百分表和内径百分表等。
主要用于校正零件的安装位置,检验零件的形状精度和相互位置精度,以及测量零件的内径等。
一百分表的结构百分表和千分表,都是用来校正零件或夹具的安装位置检验零件的形状精度或相互位置精度的。
它们的结构原理没有什么大的不同,就是千分表的读数精度比较高,即千分表的读数值为0.001mm,而百分表的读数值为0.01mm。
车间里经常使用的是百分表,因此,本节主要是介绍百分表。
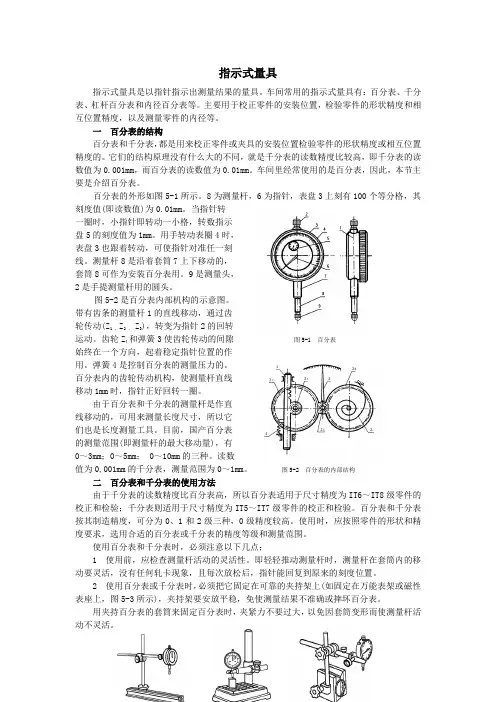
百分表的外形如图5-1所示。
8为测量杆,6为指针,表盘3上刻有100个等分格,其刻度值(即读数值)为0.01mm。
当指针转一圈时,小指针即转动一小格,转数指示盘5的刻度值为1mm。
用手转动表圈4时,表盘3也跟着转动,可使指针对准任一刻线。
测量杆8是沿着套筒7上下移动的,套筒8可作为安装百分表用。
9是测量头,2是手提测量杆用的圆头。
图5-2是百分表内部机构的示意图。
带有齿条的测量杆1的直线移动,通过齿轮传动(Z1 、Z2 、Z3),转变为指针2的回转运动。
齿轮Z4和弹簧3使齿轮传动的间隙图5-1 百分表始终在一个方向,起着稳定指针位置的作用。
弹簧4是控制百分表的测量压力的。
百分表内的齿轮传动机构,使测量杆直线移动1mm时,指针正好回转一圈。
由于百分表和千分表的测量杆是作直线移动的,可用来测量长度尺寸,所以它们也是长度测量工具。
目前,国产百分表的测量范围(即测量杆的最大移动量),有0~3mm;0~5mm;0~10mm的三种。
读数值为0,001mm的千分表,测量范围为0~1mm。
图5-2 百分表的内部结构二百分表和千分表的使用方法由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度为IT6~IT8级零件的校正和检验;千分表则适用于尺寸精度为IT5~IT7级零件的校正和检验。
百分表和千分表按其制造精度,可分为0、1和2级三种,0级精度较高。

指示表类量具试卷单位姓名得分一、填空题:1、千分表的传动放大机构,通常有两种,一种是传动放大机构,另一种是传动放大机构,其是将测杆的变为指针的。
2、检定量具时,对室温是有要求的,如果室温偏离标准温度20℃时,会引起误差;当室温时高时低时,则引起误差。
3、不论杠杆式百分表还是杠杆式千分表,其示值变动性的检定,应将表安装在上,用进行检定。
4、千分表的大指针末端上表面至表盘刻线面的距离应不大于,其目的是为了控制。
5、通常用的测量范围为0~1mm千分表,其整个工作行程范围内的示值误差不超过,回程误差不超过。
6、杠杆式百分表的示值变动性不大于,杠杆式千分表的回程误差不大于。
7、百分表处于自由状态时,0.01mm指针应处于测杆轴线左上方的位置:对于该指针转一圈则测杆位移1mm的,指针距表盘零刻线为。
8、杠杆表的总行程应大于量程的 %。
9、杠杆千分表的测杆处于自由状态时,指针应在零刻线左侧~个刻线范围内。
10、杠杆表指针末端及表盘刻度线宽度均应在 mm范围内。
二、选择题:1、有定中心架的内径百分表,其示值误差在测头压缩方向上检定时,受检点的间隔为。
(1)0.05mm (2)0.10mm (3)0.20mm2、杠杆式百分表示值变动性的检定,是在测杆受力相隔180°两个方位上进行,每一方位上的检定,应使表的示值。
(1)大致处于工作行程的重点(2)分别在工作行程的始终二点(3)处于工作行程的始中终三点3、百分表测量杆受径向力对示值影响的检定所用的检定器具是。
(1)径向力工具(2)尺寸为10mm五等量块(3)半径为10mm半圆柱侧块4、指示表的大指针的末端应盖住表盘短刻线长度的。
(1)20%~80% (2)30%~70% (3)30%~80%5、杠杆式千分表在任意0.02mm范围内的示值误差不超过。
(1)2μm (2)3μm (3)4μm6、涨簧式内径百分表,其示值误差的检定,量程在0.5mm以内的其受检点的间隔为。