常用量具培训教材下
- 格式:ppt
- 大小:840.00 KB
- 文档页数:15



2.第二部分计量检定与校准2.1卡尺第一章游标卡尺一游标卡尺游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
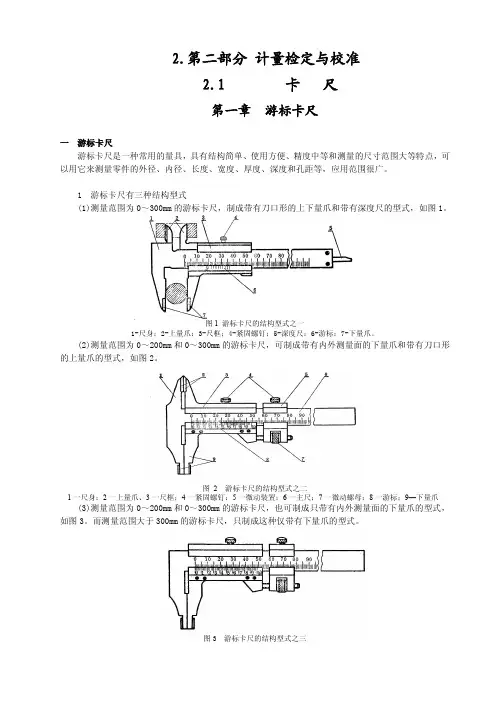
1游标卡尺有三种结构型式(1)测量范围为0~300mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图1。
图1游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2。
图2游标卡尺的结构型式之二1一尺身;2一上量爪、3一尺框;4一紧固螺钉;5一微动装置;6一主尺;7一微动螺母;8一游标;9—下量爪(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图3。
而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式。
图3游标卡尺的结构型式之三2游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2中的1。
尺身上有类似钢尺一样的主尺刻度,如图2中的6。
主尺上的刻线间距为1mm。
主尺的长度决定于游标卡尺的测量范围。
(2)具有活动量爪的尺框,如图2中的3。
尺框上有游标,如图2中的8,游标卡尺的游标读数值可制成为0.1、0.05和0.02mm的三种。
游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值。
(3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图1中的5。
深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动。
测量深度时,应把尺身尾部的端面靠紧在零件的测量基准平面上。
(4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置。
使用时,先用固定螺钉把微动装置固定在尺身上,再转动微动螺母,活动量爪就能随同尺框作微量的前进或后退。
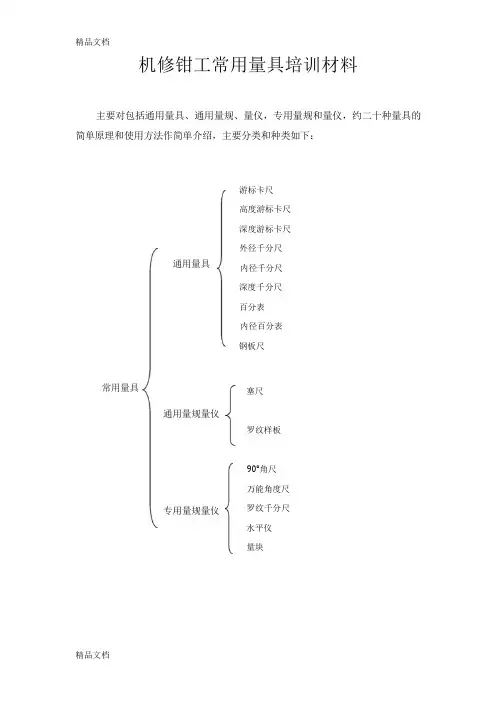
机修钳工常用量具培训材料主要对包括通用量具、通用量规、量仪,专用量规和量仪,约二十种量具的简单原理和使用方法作简单介绍,主要分类和种类如下:常用量具通用量具通用量规量仪专用量规量仪游标卡尺高度游标卡尺深度游标卡尺外径千分尺内径千分尺深度千分尺百分表内径百分表钢板尺塞尺罗纹样板90°角尺万能角度尺罗纹千分尺水平仪量块一 通用量具1.1 游标卡尺游标卡尺是一种比较精密的量具。
它可以直接测量出工件的内径、外径、 长度、宽度和深度等。
游标卡尺的构造如图 1-1 所示。
它由主尺和副尺 (游标) 组成。
主尺和 固定卡脚制成一体; 副尺和活动卡脚制成一体,依靠弹簧压力沿主尺滑动。
有的游标卡尺还带有测量深度的装置,如图 1-2 所示。
图: 1-2读数原理 测量时,被测工件的尺寸是根据副尺与主尺刻度的相对位置读得 的。
与副尺零线相对应的主尺上的位置,可决定被测工件尺寸的整数部份; 小数 部份则由副尺上的刻度来决定。
游标卡尺的读数方法如下:第一步: 查出副尺零线在主尺上错过几小格,读出整数;第二步: 查出副尺上哪一格刻度线与主尺上的某一刻度线相对齐,读出小数; 第三步: 将主尺上整数和副尺上的小数相加即可读出被测量的工件尺寸:图: 1-1工件尺寸=主尺格数+副尺格数×卡尺精度。
游标卡尺使用注意事项:游标卡尺在使用前,首先要检查一下主尺和副尺的零线是否对齐,并用透光法检查两个卡脚的测量面是否贴合。
如有透光不均,说明卡脚的测量面已经磨损, 这样的卡尺不能测量出精确的尺寸。
测量时,将工件放在两卡脚中间,通过副尺刻度与主尺刻度的相对位置,便可读出工件的尺寸。
当需要使副尺作微动调节时,先拧紧螺钉,然后旋转螺母,就可推动副尺微动。
使用游标卡尺时,切记不可在工件转动时进行测量,亦不可在毛坯和粗糙表面上测量。
游标卡尺用完后,应擦拭干净。
长期不用时,应涂上一层薄油脂,以防生锈。
1.2 高度游标卡尺高度游标卡尺 (图 1-3) 常用来在平台上测量工件的高度或者进行划线。