电镀层和化学处理层技术条件
- 格式:doc
- 大小:46.52 KB
- 文档页数:9
电镀层和化学处理层技术条件
目录
1 围 (2)
2 规性引用文件 (2)
3 技术要求 (2)
3.1 使用条件 (2)
3.2 选择原则 (2)
3.3 锌电镀层 (3)
3.4 铜电镀层 (3)
3.5 镍镀层 (3)
3.6 铬镀层 (4)
3.7 锡镀层 (4)
3.8 银镀层 (4)
4 覆盖层厚度标识方法 (4)
4.1 覆盖层组成部分 (4)
4.2 紧固件镀层厚度 (7)
5 表面质量及镀层检验 (7)
5.1 表面质量 (7)
5.2 湿热试验 (7)
5.3 盐雾试验 (8)
5.4 覆层 (8)
6 运输及贮存 (8)
6.1 运输 (8)
6.2 贮存 (8)
电镀层和化学处理层技术条件
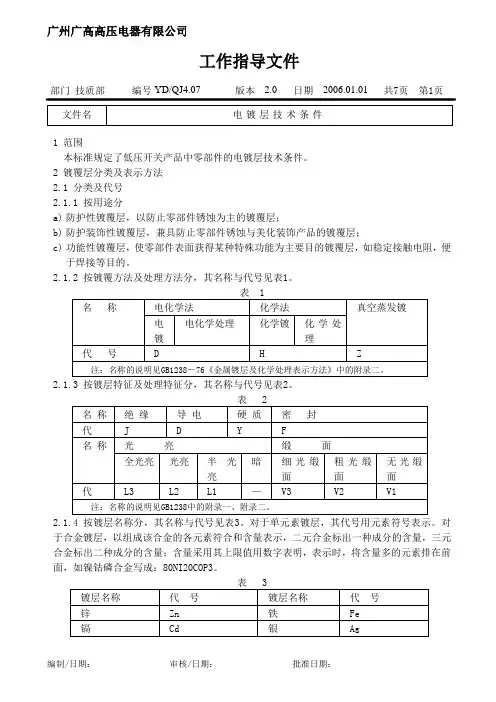
1 围
本标准规定了产品零(部)件金属电镀层和化学处理层(以下简称覆盖层)的使用条件分类、选用原则、厚度及标识方法、表面质量和镀层检验、运输及贮存。
本标准适用于产品零(部)件(金属和非金属制件)的电镀和化学处理。
本标准在图样、技术文件中引用时,其标注方法为:电镀层和化学处理按Q/JC J129。
2 规性引用文件
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 131—2006 产品几何技术规(GPS)技术产品文件中表面结构的表示法
GB/T 2423.4—2008 电工电子产品环境试验第2部分:试验方法试验Db:交变湿热(12h+12h循环)
GB/T 2423.17—2008 电工电子产品环境试验第2部分:试验方法试验Ka:盐雾GB/T 2828.1—2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
GB/T 5267.1—2002 紧固件电镀层
GB/T 9797—2005 金属覆盖层镍+铬和铜+镍+铬电镀层
GB/T 9798—2005 金属覆盖层镍电沉积层
GB/T 9799—2011 金属及其他无机覆盖层钢铁上经过处理的锌电镀层
GB/T 11379—2008 金属覆盖层工程用铬电镀层
GB/T 12599—2002 金属覆盖层锡电镀层技术规和试验方法
GB/T 12600—2005 金属覆盖层塑料上镍+铬电镀层
GB/T 13346—2012 金属及其它无机覆盖层钢铁上经过处理的镉电镀
GB/T 13911—2008 金属镀覆和化学处理标识方法
GB/T 17461—1998 金属覆盖层锡-铅合金电镀层
GB/T 17462—1998 金属覆盖层锡-镍合金电镀层
ISO 4521 金属覆盖层工程用银和银合金电镀层
3 技术要求
3.1 使用条件
覆盖层使用条件,按气候环境变化的程度分为三类。
——第Ⅰ类:腐蚀比较严重的工作条件,如空气中含有少量工业废气或盐分而又潮湿的环境条件,或经常接触手汗的工作条件;
——第Ⅱ类:腐蚀中等的工作条件,如不含工业废气或盐分的温热带室条件;
——第Ⅲ类:腐蚀较轻微的工作条件,如密封良好的设备部。
3.2 选择原则
3.2.1 选择覆盖层种类和厚度,主要取决下列因素:
a)该金属零件的用途和工作条件;
b)覆盖层的性质和用途。
c)被覆盖金属的种类和性质;
d)该金属零件的结构、形状和尺寸公差;
3.2.2 覆盖层按用途可分为下列三类
a)保护覆盖层:主要作用是保护基体金属免受腐蚀,不规定对产品的装饰要求;
b)保护装饰性覆盖层:除保护基体金属外,还使零件表面美观;
c)工作保护覆盖层:除具有一定的保护作用外,主要用于特殊的工作目的,如:
——稳定接触电阻,便于焊接;
——提高零件表面的耐磨性,防止表面渗碳以及其他特殊要求。
3.2.3 保护基体金属要求
从保护基体金属材料免受腐蚀的要求来看,一般可考虑:
a)贵金属,含铬18%以上的不锈钢、轧制的磁性合金材料以及镍铜合金等,一般不
需要再加保护层;
b)碳钢、低合金钢和铸铁制造的零件,在大气中容易腐蚀,应加保护层,但由于工作
条件的限制不能采用保护层时,应用油封防锈;
c)在油中工作的零件可不加保护层;
d)铜和铜合金制造的零件,根据不同的使用条件采用光泽性酸洗、钝化、电镀等;
e)用磷青铜或铍青铜制造的精密零件可以不进行表面处理。
3.2.4 各种覆盖层的性质和用途
3.3 锌电镀层
3.3.1 钢铁上的锌电镀层,是防止钢铁零件的腐蚀。
3.3.2 镀锌之后经彩色钝化处理,可明显提高镀层的保护性能。
若再涂覆清漆,更可提高其保护性能。
3.3.3 镀锌有使钢铁基体产生(氢脆)的倾向。
高强度钢、弹性材料在酸洗和电镀之后,均需进行消除氢脆处理,再进行钝化(或采用铬酸盐处理及其他的有效防渗氢措施)。
3.3.4 细弹簧建议用含铬18%以上的不锈钢丝绕制,不予电镀。
3.3.5 锌在潮湿通风不良的空间,与塑料、油漆等有机物质散发的气体长时间接触,也会遭受腐蚀。
有特殊要求的产品,应再涂覆一层清漆或中性油脂以提高镀层的耐蚀性。
3.3.6 在各种大气条件下工作的产品,钢铁零件的保护层均宜用锌镀层。
3.4 铜电镀层
铜镀层柔软,容易抛光,具有良好的导热性和导电性。
常作为镀镍、锡、铬、银的底层。
也用于防止钢铁零件渗碳。
3.5 镍镀层
镍镀层外观和机械性能好。
作为铜及铜合金零件和钢制零件的保护装饰性覆盖层或特殊覆盖层。
3.6 铬镀层
铬镀层具有很高的硬度、耐磨性和化学稳定性,是工作或装饰性镀层。
用于保持美观和光泽表面的零件及要求耐磨的零件。
3.7 锡镀层
导电和钎焊性好,对硫化物和许多有机酸的浸蚀也很稳定。
适用于要求具有良好焊接性能的零件:
——工作温度100℃以下和-30℃以上的导电零件; ——不可动的密合导电零件;
——与含硫非金属材料接触的零件。
3.8 银镀层
导电、钎焊性优良,在大气中易受硫化物浸蚀而变暗,使钎焊困难,接触电阻增加,镀后必须进行抗暗处理。
——镀银可用于工作温度100℃以上和-30℃以下导电零件; ——可动部分的导电零件。
4 覆盖层厚度标识方法 4.1 覆盖层组成部分
覆盖层的标识通常由田四部分组成:
a) 第1部分包括镀覆方法,该部分为组成标识的必要元素;
b) 第2部分包括执行的标准和基体材料,该部分为组成标识的必要元素; c) 第3部分包括镀层材料、镀层要求和镀层特征,该部分构成了镀覆层的主要工艺特
性,组成的标识随工艺特性变化而变化;
d) 第4部分包括每部分的详细说明,如:化学处理的方式、应力消除的要求等。
覆盖层的通用标识表示方法见图 1
本标准号
基体材料 (见表1)底镀层
面镀层
后处理 (见表3)
镀层方法
中镀层 最小厚度、特征 (见表2、4、5、6、7)
图1 覆盖层标识表示方法
表1 常用基体材料的表示符号
表2 铜、镍、铬镀层特征符号
表3 电镀锌和电镀镉后铬酸盐处理的表示符号
表4 工程用铬电镀层特征符号
表5 热处理特征符号
表6 锡和锡合金镀层表面特征符号
表7 银、锌、铜、锡、铬、锡-铅和锡-镍镀层常用厚度
4.2 紧固件镀层厚度
紧固件镀层厚度值应符合表8规定。
表8 紧固件镀层厚度
5 表面质量及镀层检验
5.1 表面质量
表面质量及镀层按GB/T 2828.1—2012中规定的正常检验一次抽样方案进行,其一般检验水平为Ⅱ级,接收质量限AQL为1.5。
5.2 湿热试验
若要求湿热试验时,按GB/T 2423.4中有关规定进行。
5.3 盐雾试验
若要求盐雾试验时,按GB/T 2423.17中有关规定进行。
5.4 覆层
零部件镀覆层、种类、厚度和粗糙度必须符合设计图样的要求。
6 运输及贮存
经检查合格后的镀覆零件由检验员开合格证。
6.1 运输
镀覆后的零件应放置于专用的工位器具中,防止在运输过程中磕碰。
6.2 贮存
若镀覆后的零件需贮存时间较长,应用塑料袋包扎或遮盖存放于清洁干燥的室场地,严禁放在雨淋潮湿或有腐蚀性气体的仓库里,以免镀层变色和腐蚀。
________________________________。

![12[1].206.2–2008镀层和化学覆盖层技术要求规范 铝合金化学导电氧化](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/291d9f60763231126fdb113e.webp)