基于PROE的鼠标上盖设计
- 格式:doc
- 大小:2.29 MB
- 文档页数:37
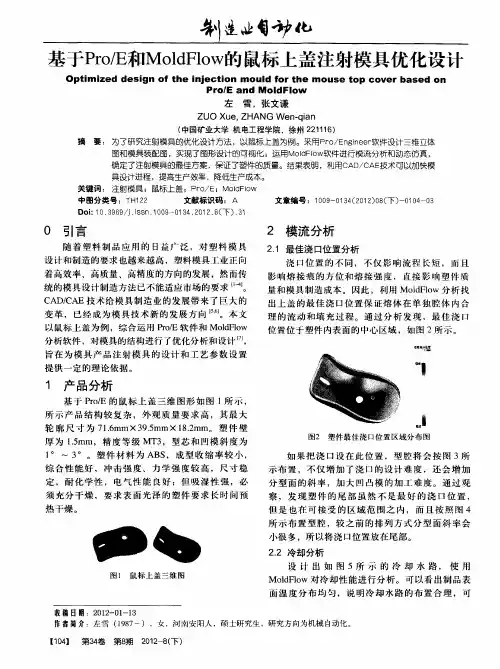
江苏科技大学本科毕业设计(论文)学院南徐学院专业材料成型与控制工程学生姓名万超班级学号0442815125指导教师施一丰、叶思珍二零零八年六月江苏科技大学本科毕业论文基于Pro/E的鼠标上盖注塑模具设计Design of injection mold for the top cover of mousebased on Pro/E摘要本课题采用Pro/E以及EMX软件对鼠标上盖制品进行了零件造型及其模具设计。
综合运用了注塑成形工艺与注塑模具设计的相关知识,从材料、厚度均匀性、脱模角和各成型面等方面分析了该零件的注塑成形性;根据零件体积和模具装配尺寸选择注射成形设备;在综合考虑生产批量、生产效率、精度要求等问题的基础上,制定了零件的成形工艺方案;进行了注塑模总体结构和零部件设计,绘制了模具装配图。
关键词:注塑模具;鼠标上盖;Pro/E;EMXAbstractThe subject used Pro / E and EMX software products for the mouse covers parts of the modeling and mold design.Synthetically utilized the related knowledge of injection process and injection mould design,the mould of a back cover of a lap top was designed. Considerating material,thickness uniformity,ejection angle and pating surface,the injection performance of this part was analysised; based on synthetically considerating the injection procedure requests,product lot,productivity,precision requests, the process plan was established; the injection mould structure and the entire mould-parts were designed; the mould assembly drawing and the parts drawings of the main parts were drew; According to the volume of the part and the assembly size of the mould,injection machine was selected..KeyWords: Injection mold; The top cover of mouse; Pro/E; EMX目录第一章绪论 (1)1.1国内外发展状况 (1)1.11模具工业在国民经济中的地位 (1)1.1.2我国塑料模具工业的发展情况 (1)1.2注塑模具计算机辅助设计、辅助工程与辅助制造 (3)1.2.1P RO/ENGINEER简介 (4)1.2.2EMX4.1简介 (4)1.3研究内容 (5)1.4研究目的及意义 (5)第二章鼠标上盖的成型性分析及模架和注射机的选择 (7)2.1鼠标上盖的成型性分析 (7)2.1.1样品壁厚检查(厚度均匀性分析) (7)2.2拔模角分析 (8)2.3制品材料的选取 (8)2.4工艺难点分析 (9)第三章模具设计 (10)3.1型腔数目的确定 (10)3.2注射量计算 (10)3.3注塑机选型 (11)3.4注射模浇注系统设计 (12)3.4.1 主流道和冷料穴 (12)3.4.2 分流道 (13)3.4.3 浇口设计 (13)3.5注塑模成型零部件结构设计 (15)3.5.1 分型面位置和形状的设计 (15)3.5.2 成型零部件结构设计 (16)3.5.3 排气结构设计 (18)3.6注射模的导向及脱模机构设计 (19)3.6.1 导向机构设计 (19)3.6.2 脱模机构设计 (20)3.6.3 复位机构设计 (20)3.7标准模架的选取 (21)3.8注塑机校核 (23)3.8.1 注射压力校核 (23)3.8.2 锁模力校核 (23)3.8.3 开模行程和模板安装尺寸校核 (23)3.9冷却系统的设计 (24)3.10模具材料 (25)第四章模具装配图 (26)结语 (29)致谢 (30)参考文献 (31)第一章绪论1.1 国内外发展状况1.1 1 模具工业在国民经济中的地位在讨论注射成型工艺之前,先要对国内外的塑料模具工业的状况、塑料模具工业的发展方向有一个较清晰的了解。
首先还要对模具有一个整体的认识。
利用模具来成型零件的方法,实质上是一种少切削,无切削,多工序重合的生产方法。
采用模具成型工艺代替传统的切削加工工艺,可以大大的提高生产效率,保证零件质量,节约材料,降低生产成本,从而取得很高的经济效益。
因此,模具成型方法在现代工业的主要部门如机械,电子,轻工,交通和国防工业中得到了极其广泛的应用。
例如70%以上的汽车,电机,电器,仪表零件,80%以上的塑料制品,70%以上的日用五金及耐用消费品零件都采用模具成型的方法来生产。
由此可见,利用模具来生产零件的方法已经成为工业上进行成批或者大批生产的主要手段,它对于保证制品质量,缩短试制周期进而争先占领市场,以及产品更新换代和新产品开发都具有决定性的意义[1]。
1.1.2 我国塑料模具工业的发展情况塑料模具工业是随塑料工业的发展而发展的。
塑料工业是一门新兴工业。
自塑料问世后的几十年以来,由于其原料丰富、制作方便和成本低廉,塑料工业发展很快,它在某些方面己取代了多种有色金属、黑色金属、水泥、橡胶、皮革、陶瓷、木材和玻璃等,成为各个工业部门不可缺少的材料[2]。
目前在国民经济的各个部门中都广泛地使用着各式各样的塑料制品。
特别是在办公设备、照相机、汽车、仪器仪表、机械制造、交通、电信、轻工、建筑业产品、日用品以及家用电器行业中的电视机、收录机、洗衣机、电冰箱和手表的壳体等零件,都已经向塑料化方向发展。
近几年来由于工程塑料制件的强度和精度等得到很大的提高,因而各种工程塑料零件的使用范围正在不断扩大,预计今后随着微型电子计算机的普及和汽车的微型化,塑料制件的使用范围将会越来越大,塑料工业的生产量也将迅速增长,塑料的应用将覆盖国民经济所有部门,尤其在国防和尖端科学技术领域中占有越来越重要的地位。
目前,世界的塑料产量已超过有色金属产量的总和。
塑料模具就是利用特定形状去成型具有一定形状和尺寸的塑料制品的工艺基础装备。
用塑料模具生产的主要优点是制造简便、材料利用高、生产率高、产品的尺寸规格一致,特别是对大批量生产的机电产品,更能获得价廉物美的经济效果。
塑料模具的现代设计与制造和现代塑料工业的发展有极密切的关系。
随着塑料工业的飞速发展,塑料模具工业也随之迅速发展。
整体来看,中国塑料模具无论是在数量上,还是在质量、技术和能力等方面都有了很大进步,但与国民经济发展的需求、世界先进水平相比,差距仍很大。
一些大型、精密、复杂、长寿命的中高档塑料模具每年仍需大量进口。
在总量供不应求的同时,一些低档塑料模具却供过于求,市场竞争激烈,还有一些技术含量不太高的中档塑料模具也有供过于求的趋势。
2006年,中国塑料模具总产值约300多亿元人民币,其中出口额约58亿元人民币。
根据海关统计资料,2006年中国共进口塑料模具约10亿美元,约合83亿元人民币。
由此可以得出,除自产自用外,市场销售方面,2006年中国塑料模具总需求约为313亿元人民币,国产模具总供给约为230亿元人民币,市场满足率为73.5%。
进口的塑料模具中,最多的是为汽车配套的各种装饰件模具、为家电配套的各种塑壳模具、为通信及办公设备配套的各种注塑模具、为建材配套的挤塑模具以及为电子工业配套的各种塑封模具等。
出口的塑料模具以中低档产品居多。
由于中国塑料模具价格较低,在国际市场中有较强的竞争力,所以进一步扩大出口的前景很好,近几年出口年均增长50%以上就是一个很好的证明。
中国塑料模具行业和国外先进水平相比,主要存在以下问题。
(1)发展不平衡,产品总体水平较低。
虽然个别企业的产品已达到或接近国际先进水平,但总体来看,模具的精度、型腔表面的粗糙度、生产周期、寿命等指标与国外先进水平相比尚有较大差距。
包括生产方式和企业管理在内的总体水平与国外工业发达国家相比尚有10年以上的差距。
(2)工艺装备落后,组织协调能力差。
虽然部分企业经过近几年的技术改造,工艺装备水平已经比较先进,有些三资企业的装备水平也并不落后于国外,但大部分企业的工艺装备仍比较落后。
更主要的是,企业组织协调能力差,难以整合或调动社会资源为我所用,从而就难以承接比较大的项目。
(3)大多数企业开发能力弱,创新能力明显不足。
一方面是技术人员比例低、水平不够高,另一方面是科研开发投入少;更重要的是观念落后,对创新和开发不够重视。
模具企业不但要重视模具的开发,同时也要重视产品的创新。
(4)供需矛盾短期难以缓解。
近几年,国产塑料模具国内市场满足率一直不足74%,其中大型、精密、长寿命模具满足率更低,估计不足60%。
同时,工业发达国家的模具正在加速向中国转移,国际采购越来越多,国际市场前景看好。
市场需求旺盛,生产发展一时还难以跟上,供不应求的局面还将持续一段时间。
(5)体制和人才问题的解决尚需时日。
在社会主义市场经济中,竞争性行业,特别是像模具这样依赖于特殊用户、需单件生产的行业,国有和集体所有制原来的体制和经营机制已显得越来越不适应。
人才的数量和素质也跟不上行业的快速发展[3]。
表1: 国内外塑料模具技术比较表项目国内国外注塑模型腔精度0. 005~0. 01mm 0.02~0.05mm型腔表面粗糙度Ra0.01~0. 05 um Ra0.20 um非淬火钢模具寿命10-60万次10~30万次淬火钢模具寿命160~300万次50~100万次热流道模具使用率80%以上总体不足10%标准化程度70~80% 小于30% 中型塑料模生产周期一个月左右2~4个月1.2 注塑模具计算机辅助设计、辅助工程与辅助制造随着塑料工业的飞速发展,注射模传统的手工设计与制造已经无法适应当前的形式。
近20年的实践表明,缩短模具设计和制造时间,提高塑料制件精度与性能的正确途径之一是采用计算机辅助设计(CAD)、辅助工程(CAE)和辅助制造(CAM)现代科学技术的发展,特别是塑料流变学、计算机技术、几何造型和数控加工的突飞猛进为注射模设计与制造采用高技术创造了条件。