质量QC工程图(质量管理文件)
- 格式:xls
- 大小:149.50 KB
- 文档页数:3
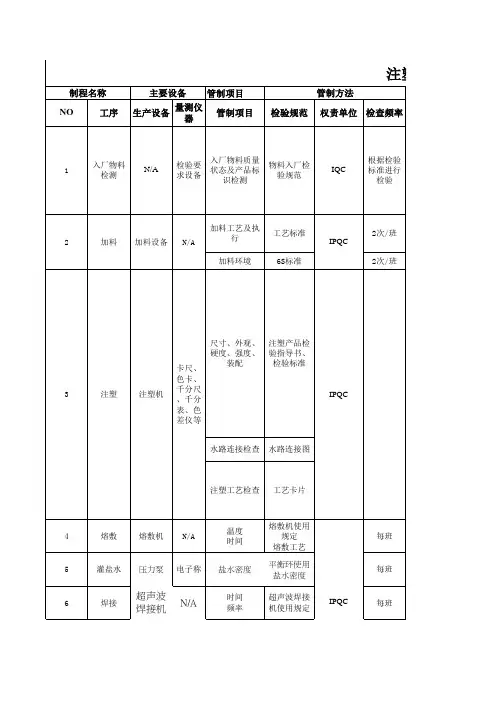
版面版本 AO说明:抽检频率过程特性产品特性控制标准抽样数量生产品质转交标识批号、型号、日期、数量全检目视√√生产返工温度80℃±5℃全检查看显示值√生产调机/反馈工程部时间48h1次/h查看显示值√√反馈计量室真空度≤-0.090mpa1次/h查看显示值反馈计量室/工程部换气频率前10h每1h一次,后2h一次1次/1h目视√√有效时间烘烤贴封口胶纸密封住注液孔1次/1h目视√√反馈上级/PE处理温度≤55℃1次/层温度计√PE处理冷却时间≤2h1次/层查看标识单√反馈PE注液参数真空度:-0.090- -0.099mpa保压时间:40-75s 吸液1-6次√1次/h目视√反馈工程部手套箱温湿度温度:15-25℃ 露点≥-28RH%√1次/2h露点测试仪√反馈工程部室内温湿度温度:25-30℃ 湿度30-40RH%温湿度表√反馈工程部操作手法1.过渡箱不能同时开,前后间隔≥3min;2.电芯框每排摆放≤2层;3.手套箱内存放电芯不能超过24盒√1次/2h目视√品质开稽查单注液量参照工艺文件√20pcs/0.5h电子称√√返工/PE处理贴胶纸效果不脱落1次/0.5h目视√返工暂存数量参照SOP1次/h目视√品质开稽查单胶纸尺寸参照投料单1次/h卡尺√√反馈上级/PE处理甩干时间8-12s1次/h秒表√反馈工程部进行维修周转时间2min之内酒精清洗完毕1次/h无积压√品质开稽查单《注液车间IPQC巡检记录表》系统名称:制程控制标准程序文件编号:主题:铝壳电芯通用工程图-注液、化成、分容流 程 图记录形式《电池烘烤记录表》《注液车间IPQC巡检记录表》首件控制检验方法/工具异常处理方式
《注液车间IPQC巡检记录表》《首件产品确认表》《注液车间IPQC巡检记录表》一次甩洗物 料电池烘烤★冷却注液★注液后贴胶纸《产品转交单》标识单 电解液 胶纸XXXX有限公司共4页控 制 点责任部门检验工序 工序 物料导入 13 14 ★ 重点工序 2
4 5 3
6 1 甩干时间8-12s1次/h目视√生产返工 纸巾外观胶纸无脱落、表面无凹陷、腐蚀20pcs/h目视√生产返工尺寸根据电芯厚度裁切1次/4h目视外观无打皱、歪斜等不良现象1次/4h目视包扎位置1.纸巾包住电池的注液孔;2.皮筋套于注液孔与铆钉之间1次/h目视√生产返工堆放层数1.桌面电池高度≤3盒2.待转交电池高度>50mm,堆码层数≤4层, <50 mm堆码层数≤5层全检目视√开稽查单室内温湿度温度:25-30℃ 湿度≤40RH%手动探测仪√反馈工程部转交频率1h转一次全检查看√√开稽查单搁置时间24h全检记录起止时间√√反馈PE搁置温湿度湿度:30-40%RH温度:30-35℃1次/h温湿度计√反馈工程部室内湿度25%-45%RH1次/h温湿度计√反馈工程部室内温度25±5℃1次/h温湿度计√反馈工程部上柜状态铆钉对接触点无歪斜、纸巾无脱落、歪斜20pcs/5柜/h目视√反馈生产拉长参数设置参照预充相关规定√每柜查看柜子设置√√反馈PE处理/反馈生产状态标识型号/批次/容量/时间/工步√每柜目视√√/重新填写/开稽查单下柜电压3.90V-4.15V3pcs/柜电压表√√反馈上级/PE处理下柜及时性下柜到封口≤1h每柜查看√√反馈上级测压仪设置3.82V-4.15V超过范围无叫声查看设置值√反馈计量电压3.82V-4.15V全检万用表√反馈QE真空度-0.06mpa~-0.08mpa√1次/h查看真空表√√反馈工程部处理时间3min-5min√1次/h记录起止时间√√生产调机室内湿度≤30%RH1次/2h温湿度仪√反馈计量室钢珠规格直径:1.30mm±0.01mm√5pcs/h卡尺√反馈PE/IQC处理《注液车间IPQC巡检记录表》
《温湿度记录表》《注液车间IPQC巡检记录表》《首件产品确认表》预充电压全检不良记录表IPQC巡检记录表》《首件产品确认表》《注液车间IPQC巡检记录表》
《封口、分容车间IPQC巡检记录表》√反馈工程部
测电压抽真空二次甩洗裁纸巾包纸巾搁置化成
《温湿度记录表》搁置室标识卡《注液车间IPQC巡检记录表》8 9 10 11 13 17 封口厚度标准厚度+0.05mm,-0.25mm√20pcs/h卡尺√√反馈上级/PE处理外观表面无凹点、划伤、钢珠歪斜、变形,见样板√20pcs/h目视√√反馈生产/纠正去胶纸去顶部胶无胶纸残留20pcs/h目视√生产返工酒精浸泡时间30S1次/h目视、秒表√反馈上级更换频率每天/1次换酒精频率1次/2h目视√品质开稽查单外观无明显水珠、电池不粘接√20pcs/h目视√√生产返工甩干参照相关规定20pcs/h目视√√挑出/反馈上级堆放层数电池高度>50mm,堆码层数≤4层, ≤50 mm堆码层数≤6层全检目视√纠正/开稽查单标识型号/批次/容量/日期全检目视√生产返工设置温度40℃1次/1h查看设置值√反馈工程部实际温度40+5,-2℃1次/1h查看读数√√反馈工程部处理老化时间48h全检记录起止时间√√有效时间老化测电压电压电池电压3.85-3.97V全检万用表√反馈PE、QE铆钉光亮度无氧化1盒/2h目视√铝镍带光亮度无氧化1盒/2h目视√上柜状态铆钉和底部对接触点无歪斜.√20pcs/5柜/h目视√√生产返工/开稽查单参数设置参照SOP√每柜查看电脑设置√√反馈上级/PE处理车间温度常温1次/2h温湿度计下柜筛选分容看板电压要求每柜分容柜√生产返工状态标识参照此工序SOP√每柜查看标识卡√√反馈生产纠正堆放层数电池高度>50mm,堆码层数≤4层, ≤50 mm堆码层数≤6层全检目视√生产纠正/开稽查单产品标识实物与标识是否相符全检目视√√生产返工审核:《封口、分容车间IPQC巡检记录表》《首件产品确认表》
分容生产返工封口清洗高温老化★抛光
批准:制定:制定日期:《全检电压不良记录》
标签《封口、分容车间IPQC巡检记录表》《封口、分容车间IPQC巡检记录表》《封口、分容车间IPQC巡检记录表》《封口、分容车间IPQC巡检记录表》《封口、分容车间IPQC巡检记录表》118 20 21 14 15 16
19