TMEIC主传动
- 格式:doc
- 大小:6.75 MB
- 文档页数:38

钢铁企业热轧带钢生产线自动化控制技术分析作者:段钢来源:《中国新技术新产品》2012年第19期摘要:近年来,随着国民经济的飞速发展,带动了相关产业如汽车工业、建筑行业、交通运输业等的发展随之上了一个新的台阶,这些产业的快速发展使得市场对热轧带钢的需求量在不断的增加。
本文结合实际,主要对热轧带钢生产线电气自动化控制技术进行介绍和探讨。
关键词:钢铁企业;热轧带钢;电气自动化中图分类号: F416.31 文献标识码:A1概述自1960年冶金工业的第一台控制用计算机应用于带钢热连轧辊缝和速度设定以及70年代带钢轧制实现计算机控制以来,30年中计算机控制已经经历了四、五代的变迁,控制系统的硬件和软件更新速度越来越快。
轧制生产过程控制功能亦由于对带钢质量要求的不断提高而日新月异,从电气传动系统、基础自动化级(一级)、过程控制级(二级)以及生产控制级(三级),形成了完整的多级冶金自动化控制系统。
进入2l世纪以来,由于计算机硬件技术以及计算机网络技术的高速发展,冶金工业的多级自动化控制系统开始呈现出新的特点。
以某企业2250热轧带钢生产线为例:电气传动系统更加稳定、大型化;基础自动化系统接近分布式系统,功能更加标准化;过程控制级网络通讯高速化,使得许多传统热连轧自动化控制系统中基础自动化系统的功能已经成功移植到过程控制系统,过程控制系统的高速数据采集以及高速在线控制功能使得轧制模型计算精度已经达到了前所未有的高度;基础自动化与过程控制系统结合更加紧密,基础自动化系统与过程控制系统之间的界限逐渐模糊。
2自动化控制系统2.1系统组成热轧带钢生产线的主要特点是连续、高速、实时、高精度,钢铁企业热连轧生产线控制系统完全体现了这样的特点。
如图(1)所示,通过EGD网络,二级服务器直接与基础自动化(PLC)以及特殊仪表通讯;通过TOSLINE网络,基础自动化(PLC)与电气传动和执行机构进行通讯;网络拓扑结构简单,系统集成方便,最为重要的是,全部网络设备选用标准化商业产品。
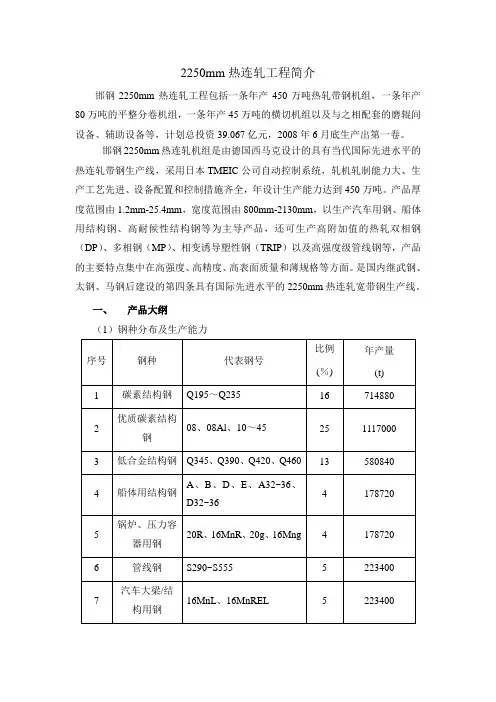
2250mm热连轧工程简介邯钢2250mm热连轧工程包括一条年产450万吨热轧带钢机组,一条年产80万吨的平整分卷机组,一条年产45万吨的横切机组以及与之相配套的磨辊间设备、辅助设备等,计划总投资39.067亿元,2008年6月底生产出第一卷。
邯钢2250mm热连轧机组是由德国西马克设计的具有当代国际先进水平的热连轧带钢生产线,采用日本TMEIC公司自动控制系统,轧机轧制能力大、生产工艺先进、设备配置和控制措施齐全,年设计生产能力达到450万吨。
产品厚度范围由1.2mm-25.4mm,宽度范围由800mm-2130mm,以生产汽车用钢、船体用结构钢、高耐候性结构钢等为主导产品,还可生产高附加值的热轧双相钢(DP)、多相钢(MP)、相变诱导塑性钢(TRIP)以及高强度级管线钢等,产品的主要特点集中在高强度、高精度、高表面质量和薄规格等方面。
是国内继武钢、太钢、马钢后建设的第四条具有国际先进水平的2250mm热连轧宽带钢生产线。
一、产品大纲(1)钢种分布及生产能力(2)原料及产品规格原料规格:厚度:230mm,250mm宽度:900-2150mm长度:9000-11000mm,短尺坯4500-5300mm 最大重量:40t热轧商品钢卷:带钢厚度: 1.2~25.4mm带钢宽度:800~2130mm钢卷内径:762mm钢卷外径:max.2150mm钢卷质量:max.40.0t单位宽度卷重:max.24kg/mm平整分卷钢卷:平整钢卷厚度: 1.2~6.35mm宽度:800~2130mm分卷钢卷厚度: 1.2~12.7mm宽度:800~2130mm钢卷内径:762mm钢卷外径:max.2150mm卷质量:5~40 t单位宽度卷质量:max.24kg/mm横切钢板抗拉强度:max. 800 N/mm2 屈服强度:max. 680 N/mm2 钢板厚度: 5.0~25.4mm钢板宽度:850~2100mm 钢板长度:2000~16000mm 钢板垛高:max. 400mm钢板垛质量:max. 10.0 t供冷轧钢卷带钢厚度: 1.8~6.0mm带钢宽度:800~2130mm 钢卷内径:762mm钢卷外径:max.2150mm 钢卷质量:max.40t单位宽度卷重:max.24kg/mm按产品的规格分配的综合年产量计划表二、总体工艺布局主车间内主要包括加热炉区、主轧制线区、钢卷运输系统、横切机组、平整分卷机组、磨辊间几个部分。
TMEIC冲击速降补偿功能在热轧主传动系统中的应用摘要:在热连轧机组轧制过程中,主轧机在咬钢时会有冲击速降,本文介绍了柳钢防城港基地1780mm热连轧,采用先进的TMEIC-70e2传动系统作为轧机主传动电机的驱动系统是如何对冲击速降进行预补偿的。
柳钢防城港基地1780mm 热连轧采用的TMEIC-70e2传动系统具有冲击补偿功能,通过在轧机咬钢之前对传动主电机速度进行预补偿,以减少冲击速降引起的扰动。
柳钢防城港基地1780mm热轧主传动采用此功能后,对于减少冲击速降引起的轧制扰动效果明显,保证了轧制的稳定性。
关键词:冲击速降;补偿;热轧;主传动1、热轧主传动系统柳钢防城港基地1780mm热连轧机2021年初投入生产,采用TMEIC先进的控制工艺、控制系统和控制设备。
轧线粗轧区域有R1和R2两架粗轧机,并且轧机前分别有E1和E2立辊。
精轧区域由F1-F7七架连轧机组成。
2、冲击速降的原理及控制系统的补偿方法2.1冲击速降在轧机的轧制过程中,当轧机由空载运行到负载时,负载转矩ML视为阶跃扰动,负载转矩等于MN,根据电机动力学方程可得:-MN=GD2/375×dn/dt(1)可以得到在此轧制扰动下的速降:-Δn=-375MN/GD2×TS(2)式中:TS为电机电磁转矩响应时间;GD2为转动惯量。
热连轧主传动机组在咬钢的瞬间都存在冲击速降,冲击速降的大小因传动系统的动态性能、机械传动特性而不同,一般说MN/GD2越大则冲击速降Δn越大,同时冲击速降恢复时间和系统响应时间有关。
2.2TMEIC传动控制系统的冲击速降补偿原理TMEIC-70e2传动系统采用预补偿技术,当轧机在咬钢之前,会有一个很小的速度补偿量发给传动装置,这个补偿量为轧机速度的5%~10%。
这个补偿速度与轧机正常轧制速度叠加形成传动装置最终的速度给定。
当轧机咬钢后,传动电磁转矩绝对值达到装置的带载设定值时,就会撤掉这个补偿量。

一、生产线概述该冷轧生产线是一条酸轧连机的生产线,年生产能力140万吨,产品厚度为0.3~2.0 mm ,宽度为800~1680 mm。
轧线为五机架连轧机,最高轧制速度为1200 m/min。
轧机主传动采用高压异步电机,额定容量为4250kW,主传动变频器为日本TMEIC生产的大功率IEGT变频器。
二、传动系统的构成1、IEGT元件IEGT(Injection Enhanced Gate Transistor 的缩写)是注射增强型门极晶体管,是日本东芝公司生产的一种大功率电压触发型电力晶体管,其额定电压为4500V,额定电流为4000A。
与普通晶闸管只能控制开通不同, IEGT 元件既能控制开通,又能控制关断,开关频率为500Hz。
IEGT是一个三端器件,对外引出三个端子,分别为集电极C、发射极E、和栅极G,其基本结构及图形符号见图1。
图1 结构及符号IIEGT是电压驱动带MOS栅极能控制大电流的电力电子新器件。
日本东芝公司开发的IEGT利用了电子注入增强效应,通过采取增强注入的结构实现了低通态电压,使之兼有IGBT和GTO两者的优点:低饱和压降,宽安全工作区,低栅极驱动功率(比GTO低两个数量级)和较高的工作频率。
IEGT具有作为MOS系列电力电子器件的潜在发展前景(如能将单套IEGT变频器的容量提高到12MVA以上,则会有很好的应用及发展前景),具有低损耗、高速动作、高耐压、在源栅驱动智能化等特点。
2、主传动系统的控制对象主传动系统控制的对象:1#~5#机架的主电机,两台卷取机的主电机。
1#~5#机架的主电机的定额:4250KW-2650/2850V-1045A/999A-24.2/50.7HZ-715/1500rpm两台卷取机电机定额:2000KW-1890/2435V-703/550A-16.0/50.8HZ-470/1500rpm。
传动设备因使用了高性能的速度测量工具-速度解析器(Resolver)使速度的控制精度达到了±0.01%。

东芝-三菱(TMEIC)高压变频器显著特点■全球高压变频器及电气转动制造业的著名国际品牌。
■东芝和三菱公司有几十年设计和生产大功率电力传动设备的经验,有制造特大功率高压变频器的丰富经验,最大功率达到几万千瓦,已经生产了近千台特大功率的高压变频器。
能够生产冶金轧钢系统用的主轧机高压变频,具有功率大,动态响应速度高的特点。
■变频器采用日本生产的相当于军品级的功率器件和最好的原材料。
逆变部分采用日本三菱公司生产的第五代高压IGBT组件,具有载波频率高、通态压降小,开关损耗小的特点,运行时的导通损耗和开关损耗都很小,使整机效率得到提高;IGBT允许的结温为150℃,因此单元过热保护整定值为100℃,过热保护动作的概率大大降低。
其他厂家只能用125℃结温的IGBT器件,因此单元的过热保护整定值为80℃。
整流部分采用日本三社电气生产的整流桥或整流二极管,并同样采用模块化设计,使器件参数的一致性得到提高,减少了模块数量,因此故障的概率降低。
■滤波部分采用日本AIC公司生产的长寿命、大容量电容器。
电容标称寿命为85℃下8000小时,其他厂家一般采用85℃下2000小时的电容,电容寿命高4倍。
我们所用的电容在大庆和珠海已经使用十年,还没有更换电容。
而其他厂家的电容一般3-5年就需要更换。
■采用H级绝缘设计的变压器,绝缘材料采用美国杜邦公司生产的NORMAX绝缘纸,最高允许180℃,变压器的结构使一次侧散热较好,变压器的过载能力极强。
变压器130℃超温报警,150℃过热保护动作。
■带有先进的上高压电预充电电路,减少了变压器上高压电时的激磁涌流,降低了通过整流二极管对电容器的瞬间充电电流,减少对系统和电网的电流冲击,也减少了对变压器的冲击。
延长单元内部整流二极管及电容的使用寿命。
■独特的单元散热结构设计,单元在设计上有良好的通风孔,使冷却风首先冷却单元内部的电容,然后再冷却散热器。
对单元内部电容的冷却效果最佳,这种设计与不注重电容冷却散热的其他品牌变频器相比,使电容的温度更低,大大延长了电容的使用寿命。



高压变频器HIGH-VOLTAGE INVERTER东芝三菱高压变频器在永磁同步电机上的应用Application of TMEIC Medium Voltage Inverter in PMSM安徽海螺水泥股份有限公司黄恒(Huang Heng)摘要:本文介绍TMEIC高压变频器在永磁同步电机上的应用和特点。
关键词:永磁同步电机;TMdrive-MVe2高压变频器;IGBT整流;弱磁调速Abstract:This paper introduces application and characteristics of TMEIC medium voltage inverter in PMSM control. Key words:PMSM;TMdrive-MVe2medium voltage inverter;IGBT rectifier;Flux weakening【中图分类号】TN773[文献标识码】B【文章编号】1561-0330(2021)05-0068-071永磁同步电机的应用背景随着稀土永磁材料和永磁电动机技术的发展,近年来,具有体积小、重量轻、效率高、功率因数高和控制特性好等优点的永磁同步电动机(Permanent Magnet Synchronous Motor,PMSM)得到了深入研究和广泛应用。
随着变频技术的日趋完善,永磁同步电机驱动系统的优势越来越明显。
永磁同步电机釆用高性能的稀土永磁体产生主极磁场,系统调速精度高,调速范围宽,输出特性硬,运行平稳,还具有转速不随负载波动的特性,可使其输出转速保持恒定,在某些机械传动系统中可省去减速箱,实现直连驱动。
目前,永磁同步电机(PMSM)以其高功率密度、高性价比等优点受到国内外的普遍重视,因此,对永磁同步电机的调速控制研究具有非常重要的意义。
2永磁同步电机的结构及其特点2.1永磁同步电机概述永磁同步电机的转子采用高性能的稀土永磁材料,使得电机尺寸减小;由于发热主体在定子侧,散热也比较容易;同时,其结构简单、效率和功率因素高及输出转矩大等特点,这些优点使得永磁同步交流伺服系统已成为现代伺服系统的主流,在很多驱动领域己经取代直流电机。
轧机主传动电气系统的选型(总5页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除连轧管机主传动电气系统的选型胡宇(中冶赛迪工程技术股份有限公司重庆钢铁冶金工程技术研究中心,重庆400013)摘要:介绍了连轧管机的传动系统选型要点,包括连轧管机的负载特性;电机,传动装置,以及整流变压器的参数匹配。
并以华菱衡钢无缝钢管厂180无缝管项目为例介绍了轧机主传动系统的构成方案。
关键词:负载,电机,主传动装置,变压器0 前言连轧管机主传动电气系统的选型在轧钢传动系统的选型中具有代表性。
连轧管机是钢管轧钢生产过程的核心机组,而且工况比较复杂,环境也较恶劣。
连轧管机传动系统的好坏直接影响到整个生产,因此对其传动系统的性能要求很高,尤其要求传动系统有很高的静态和动态精度。
连轧管机主传动系统包括变压器、传动装置、电机。
其中,传动装置一般选用国际一流产品,如西门子,ABB等公司的产品。
现在主流连轧管机采用三辊连轧,每个轧辊的单机容量不是很大,但参与轧制的电机数量较多,一般20台以上,因此总投资很大,连轧管机主传动系统占了钢管车间大部分电气投资。
综上所述,对连轧管机主传动系统配置一个合理的选型至关重要,既要有充足的余量以满足轧钢复杂的工况,也要注意容量不能过大否则浪费投资。
以下就华菱衡钢无缝钢管厂180无缝管项目为例,介绍一下主传动系统的构成。
1 系统概述衡阳180无缝管项目采用六机架三辊连轧管机机组,三辊连轧是当今最先进的钢管轧制工艺。
其中,每个机架有三个轧辊,每个轧辊由一台电机传动,电机功率400~600kW;轧辊、电机、变频器等共同组成轧机的主传动系统;另外轧机还有芯棒限动系统、芯棒循环系统、轧机辊缝控制系统等,它们一起组成完整的钢管连轧机组。
下面就对衡阳180连轧管机主传动系统的电气选型情况做一个简要介绍。
2 连轧管机负载特性一般来说,轧钢的负载特性和电机负载特性相吻合,即在某个基速以下是恒转矩,在基速以上负载转矩下降而近似恒功率的特性。

东芝-三菱(TMEIC)高压变频器显著特点■全球高压变频器及电气转动制造业的著名国际品牌。
■东芝和三菱公司有几十年设计和生产大功率电力传动设备的经验,有制造特大功率高压变频器的丰富经验,最大功率达到几万千瓦,已经生产了近千台特大功率的高压变频器。
能够生产冶金轧钢系统用的主轧机高压变频,具有功率大,动态响应速度高的特点。
■变频器采用日本生产的相当于军品级的功率器件和最好的原材料。
逆变部分采用日本三菱公司生产的第五代高压IGBT组件,具有载波频率高、通态压降小,开关损耗小的特点,运行时的导通损耗和开关损耗都很小,使整机效率得到提高;同时由于减少了模块数量,使器件发生故障的概率得到降低。
整流部分采用日本三社电气生产的整流桥或整流二极管,并同样采用模块化设计,使器件参数的一致性得到提高,减少了模块数量,因此故障的概率降低。
滤波部分采用日本AIC公司生产的长寿命、大容量电容器。
■采用H级绝缘设计的变压器,绝缘材料采用美国杜邦公司生产的NORMAX绝缘纸,最高允许180℃,变压器的结构使一次侧散热较好,变压器的过载能力极强。
变压器130℃超温报警,150℃过热保护动作。
■带有先进的上高压电预充电电路,减少了变压器上高压电时的激磁涌流,降低了通过整流二极管对电容器的瞬间充电电流,减少对系统和电网的电流冲击,延长单元内部整流二极管及电容的使用寿命。
■独特的单元散热结构设计,单元在设计上有良好的通风孔,使冷却风首先冷却单元内部的电容,然后再冷却散热器。
对单元内部电容的冷却效果最佳,这种设计与不注重电容冷却散热的其他品牌变频器相比,使电容的温度更低,大大延长了电容的使用寿命。
同时单元散热器过热保护温度整定值100℃,大大高于其他品牌的80℃,单元过热保护跳闸的几率大大降低,运行的可靠性更高。
■6KV采用6单元串联的结构,线电压输出IGBT器件总耐压20400V,是电源电压6000V的3倍以上,比5单元串联结构的器件耐压余量高20%。
TMEIC主传动(TM-70e2)第一章 传动类型和电机TM-70E2传动,为三电平IEGT电压型PWM变频器,均采用IEGT。
它包括整流器,逆变器,均采用IEGT。
传动配置主传动采用的是一套TMD-70配置,配置示意图如下:1.1IEGT冷却装置所有采用IEGT变频器的TMD-70传动采用了纯水冷却系统。
水冷却方式具有低震动、无噪音、传热效果好的特点,大大降低传动设备的维护工作量。
冷却装置有外循环和内循环,外循环连接工业用水,内循环为传动柜之间循环,采用纯水,所以对水质量有要求。
表1.4为工业用水的水质要求:Item Reference Value RemarksTurbidity <10ppmpH 6.5 < < 8.5Conductivity < 500 S/cmTotal Hardness < 200 ppm ppm as CaCO2< 500 ppmEvaporation Residues(TDS)M Alkalinity < 100 ppm ppm as CaCO2 Chlorine lon (Cl-) <ppm200ppmSulfate Ion (SO4--) <150Silica(SiO2) < 50 ppmAll irons(Fe) < 0.5 ppmAmmonium Ion(NH4+) NiSulfurate Ion(S--) Ni第二章主传动特点介绍2.1 简介:TM-70E2传动属于三电平PWM IEGT逆变器,为全数字化、矢量控制交流电机传动系统;适用于大型传动如轧钢厂主传动。
TMD-70变频器主回路主要由逆变部分和整流部分组成。
对于大容量的交流电机的调速控制中具有更高的准确性和高效性;IEGT结构的整流器可以把交流电转换为直流电提供给逆变器。
TM-70E2变频器对电网污染较小。
IEGT (注入增强栅晶体管)是新型电压型功率元件,具有高压、大容量、低电压触发和开关频率高等特点。
95冶金电力石油&天然气矿业水泥供水港口机械橡胶&塑料造纸东芝三菱电机产业系统株式会社(TMEIC )作为全球顶尖的国际化产业系统集成公司,由日本东芝株式会社和三菱电机株式会社的产业系统事业部、电机制造事业部和电力电子事业部强强联合而成。
凭借雄厚的综合实力,TMEI C 提供世界一流的产业系统集成和电力电子产品及电机,驱动工业的飞跃发展,与客户共同成长。
精于心,灵于控,巧于用T Md r iv e TM -MVG2系列为多电平IG B T 电压源型高高结构高压变频器,容量范围为200~19500kVA ,输出电压范围为3~11kV 。
TM EIC 全系列电压源型高压变频器,均使用金属薄膜电容,整个变频寿命周期无需更换;采用三菱第五代I G BT 和东芝专用的电力电子DS P 控制系统,确保其产品具有高效率和可靠性,满足各行业用户对调速工艺和节能环保的要求。
世界技术之先供综合性解决方案领世界技术之先提供综合性解决方案TMd rive TM –10e2●380~690V 工程型变频器●2~2400k VA●IGBT 两电平矢量控制逆变器●模块化设计,简易维护●多种类型公共直流整流端(二极管/可控硅/IGBT/混合型(二极管+IGBT ))TMdr ive TM –XL●3800~7200V 系统传动电压源型变频器●8000~120000kVA●IGBT/IEGT/GCT 五电平逆变器●无需网侧滤波及功率因数补偿●适用同步及异步电机上海提迈克电气传动科技有限公司上海市延安西路2299号世贸商城2091室电话:+86-21-62360588传真:+86-21-64413019网址:w w 上海提迈克电气传动科技有限公司北京办事处北京市海淀区知春里甲48号盈都大厦B 座21层电话:+86-10-58732277传真:+86-10-58732208网址:w w w.t 北京上海TMdr ive TM –70●3400V 系统主传动●8000~40000kV A ●I E G T 三电平逆变器●I E G T 可回馈整流器●无需网侧滤波及功率因数补偿。
一、施工概况:本工程主传动变频柜采用日本TEMIC设计制作,柜内元件采用水冷和风冷2种冷却方式,由于每组变频柜单重达到5T,电气室内空间紧凑,给运输进户造成了困难,现场制作可移动的龙门框式车,在框式车衡量中心处安装6吨手动链式起重机,吊起柜子后并能够360度旋转,保证了设备安全运输和安装的精度,并大大节省了人力、时间和设备的成品保护。
二、技术要求:1、传动变频柜粗轧区域主要包括:R1上辊自动柜、励磁柜、整流逆变柜; R1下辊自动柜、励磁柜、整流逆变柜;R2上辊自动柜、励磁柜、整流逆变柜;R2下辊自动柜、励磁柜、整流逆变柜;定宽机整流逆变柜,共计31面。
传动变频柜精轧区域主要包括:F1~F7自动柜、励磁柜、整流逆变柜; 飞剪自动柜、励磁柜、整流逆变柜,共计48面以上设计底座采用10#槽钢安装,柜内与槽钢螺栓固定。
2、施工时间:计划安装日期从2008年6月1日到2008年12月15日。
3、要求每个班的互助组长负责施工技术和质量,根据分到的施工任务,仔细审图,统计出埋设槽钢的长度,设计技术要求和具体位置等,进行施工机具和材料的准备。
要求每个施工班组认真学习GB50397-2007《冶金电气设备工程安装验收规范》的第七章的配电盘及成套柜安装并结合4.1.19中的质量标准进行验收并结合配电盘、成套柜安装分项工程质量检验评定表,进行施工前了解怎样选点和检查自己施工质量。
三、施工特点:1、现场施工条件:本工程主传动变频柜采用日本TEMIC设计制作,柜内元件采用水冷和风冷2种冷却方式,其体积大、质量重,设备进户运输、安装不便。
根据《本钢热轧改造工程(3)》图纸自审和甲方设备资料的主要特点---单体质量约5T,盘柜约80面。
现场设备安装工期紧凑,设备暂存不便(设备进厂后需马上进户安装)。
2、结合施工现场实际情况制作可移动的“盘柜多功能运输车”,在框式车衡量中心处安装6吨手动链式起重机,吊起柜子后并能够360度旋转,保证了设备安全运输和安装的精度,并大大节省了人力、时间和设备的成品保护。
TMEIC四象限高压变频器在下运皮带机上的应用Application of TMEIC Four-quadrant High Voltage VFD in Downhill Conveyor东芝三菱电机工业系统(中国)有限公司曹永刚(Cao Yonggang)韩之梅(Han Zhimei)四川峨胜水泥集团股份有限公司方长华(Fang Changhua)摘要:本文详细地介绍了高低压四象限变频器技术现状,阐述了下运皮带机使用变频器驱动解决的问题和带来的好处,对市场上主流的变频器进行了横向对比,对现场应用中的重载启动和多驱负载平衡等核心技术做了说明。
并且通过实际案例说明了高压四象限变频器稳定可靠的运行情况。
关键词:下运皮带机;变频驱动;负载平衡;重载启动;多驱控制Abstract:This paper introduces the technical status of high and low voltage four-quadra n t VFD in detail,describes the problems which c日n be solved and the benefits by using VFD to drive downhill conveyors,makes a horizontal comparison of the mainstream VFDs in the market,and explains the core tech no l ogies such as heavy-load starting and multi-drive load balancing in field application.And application cases show the stable and reliable application of high voltage four-quadra n t VFD.Key words:Downhill conveyor;VFD drive;Load balancing;Heavy-load starting;Multi-drive control【中图分类号]N773[文献标识码】B文章编号1606-5123(2020)09-0075-08]概述皮带机分为上运皮带机、平动皮带机和下运皮带机。
TMEIC主传动(TMD-70)本次粗轧技改中将对粗轧机R2、立辊、精轧机F0、F1、F2主传动进行改造,采用的设备为TMEIC传动系列,TMEIC是东芝、三菱电气公司的缩写;TMEIC 传动系列包括TMD-10,TMD-30、TMD-70、TMD-80(以上简称是对整个变频器而言的,如TMD-70包括逆变器TMdrive-70、整流器Tmdrive-P70、励磁装置等),本次技改中传动的型号涉及前面三种,传动所采用的功率器件有可控硅、IGBT、IEGT,IEGT是东芝最新开发的大功率半导体器件。
以上变频器类型为交-直-交变频器,控制对象为交流异步电机和交流同步电机。
本教材中对TMEIC传动的结构、工作原理、维护等方面作了一些介绍,同时对传动的选型、电机、IEGT冷却装置以及最新功率器件IEGT作了简要说明。
第一章传动类型和电机本次粗轧技改中采用的TMEIC传动系列包括TMD-10,TMD-30、TMD-70,TMD-10采用的IGBT功率器件,主要用于低电压传动和辅传动;主要用于精轧I8传动、CS前入口辊道传动、CB传动以及F0临时辊道传动。
TMD-30为三电平IGBT电压型PWM变频器,主要用于中压传动。
新飞剪传动就是采用的TMD-30传动,它的整流器为TMDrive-T30,采用晶闸管整流,逆频器为IGBT 的TMDrive-30,可以实现矢量控制和无传感器矢量控制。
R2、立辊、F0、F1、F2传动采用的TMD-70传动,为三电平IEGT电压型PWM变频器,均采用IEGT。
它包括整流器为TMDrive-P70,逆变器为TMDrive-70,均采用IEGT。
为了电机检修方便,R2、立辊、飞剪、F0~F2主传动逆变器和电机间增加了电机隔离盘,操作方式为手动;由于R2上下辊电机、飞剪电机为双线圈驱动,所以都配置了2台隔离盘。
1.1 主电机和传动的主要参数表 1.1 主电机、主传动列表项目用途电机数量电机功率速度电机类型传动类型电机备注1101 粗轧机 2 6000 kW 45/90 RPM SM TMD-70 双线圈1111 立辊 2 1300 kW 110/400 RPM IM TMD-70 立式安装1112 飞剪 1 980 kW 680 RPM IM TMD-30 双线圈1121 F0 1 5800 kW 150 / 365 rpm SM TMD-701122 F1 1 5800 kW 150 / 365 rpm SM TMD-701123 F2 1 5800 kW 150 / 365 rpm SM TMD-70备注:新改造的TMEIC传动与一级系统通讯采用的是IS-Bus通讯1.1.1两种传动配置F0~F2主传动采用的是一套TMD-70配置,配置示意图如下:R2采用的2套TMD-70配置,配置示意图如下:1.1.2 粗轧主电机粗轧主电机是双驱动的凸极式交流同步电机,由三电平PWM变频器驱动;具有较强的抗冲击转矩能力。
图1.1为粗轧机电机的安装示意图。
粗轧机数量: 2 (双线圈)电机结构类型类型SCCR-CHPCM功率:12 极- 6000 kW - 45 / 90 rpm –3000 /3000 V – PF 1.0 – F最小转矩1272 kNm过载能力:100% - 连续(B rise)115% - 连续(超过B rise.)225 % - 60 秒–重复250 % - 20 秒-重复275 % - 跳闸功率因子: 1.0标准:JEC-114 (1979) 、JEC-146 (1979)绝缘等级:在B级温升的情况下绕组绝缘为F级;在环境温度为40°C时电机允许连续过载能力为100 %。
图1.1 粗轧电机安装示意图1.1.3立辊电机立辊电机为交流异步电机,电机冷却采用强迫风冷方式,安装方式为立式。
主要数据有:数量:2电机类型:鼠笼式异步电机,ICK-CVKV功率:8极,1300KW-110/400rpm-1640/2000v过载能力:100%-连续(B极温升)115%-连续200%-60s重复表1.2为立辊速度、电流等电气数据表1.21.1.4F0、F1、F2电机精轧主传动电机为单驱动的凸极交流同步电机,主要数据见表1.3。
F1、F2主传动电机规格型号一样,F1、F2主电机安装时需要充分利用原有电机基础。
1.1.5TMEIC传动类型和容量图1.2中显示了TMEIC传动系列关于电压和容量的关系,此图可以用来参考TMEIC传动选型。
Main Drives Output VoltageIGBT Inverter 3 level IGBT Inverter 4,0001,0008,0002,000CapacitykVA1250V 460V3300V575/690V 3 level InverterTMDrive-30TMDrive-10TMDrive-80TMDrive-70TMDrive-图1.2 TMD 传动1.2 IEGT 冷却装置所有采用IEGT 变频器的TMD-70传动采用了纯水冷却系统,共2套;R2、立辊传动一套,F0~F2传动一套。
水冷却方式具有低震动、无噪音、传热效果好的特点,大大降低传动设备的维护工作量。
冷却装置有外循环和内循环,外循环连接工业用水,内循环为传动柜之间循环,采用纯水,所以对水质量有要求。
表1.4为工业用水的水质要求:Item Reference Value RemarksTurbidity <10 ppmpH 6.5 < < 8.5Conductivity < 500 S/cmTotal Hardness < 200 ppm ppm as CaCO2< 500 ppmEvaporation Residues(TDS)M Alkalinity < 100 ppm ppm as CaCO2Chlorine lon (Cl-) < 200 ppmSulfate Ion (SO4--) < 150 ppmSilica(SiO2) < 50 ppmAll irons(Fe) < 0.5 ppmAmmonium Ion(NH4+) NiSulfurate Ion(S--) Ni第二章主传动特点介绍2.1 简介:TMD-70传动属于三电平PWM IEGT逆变器,为全数字化、矢量控制交流电机传动系统;适用于大型传动如轧钢厂主传动。
TMD-70变频器主回路主要由TMdrive-70和整流器TMdrive-P70组成。
对于大容量的交流电机的调速控制中具有更高的准确性和高效性;IEGT结构的整流器可以把交流电转换为直流电提供给逆变器。
TMD-70变频器对电网污染较小。
IEGT (注入增强栅晶体管)是新型电压型功率元件,具有高压、大容量、低电压触发和开关频率高等特点。
IEGT是把IGBT和GTO器件二者的优点结合起来,与IGCT功率器件特点类似,下面是IEGT实物图。
适用于鼠笼式异步电机、同步电机的各种控制。
三电平逆变器:三电平PWM 电压控制可实现输出正弦波电压,可减少电机侧的高次谐波,从而可以减少转矩脉动现象。
一套IEGT逆变器可以输出3000KV的电压,输出电压越高,动力电缆的成本相对较低。
三电平整流器:三电平的IEGT整流源可以达到功率因子为1.0,同时可以大大减小高次谐波电流,对电网污染较小,从而不需要额外增加高次谐波过滤器和SVC。
处理器:高性能的32位处理器“PP7”,可以满足工厂复杂、高速、准确的传动控制。
2.2 术语简介为了大家便于理解,将一些重要的术语进行简要说明,列表如下:2.3 逆变器和整流器的特征描述2.3.1 特征(1) 高性能和高稳定性使用大容量的IEGT可以获得高的稳定性,减少开关损耗和提高控制性能。
控制回路采用新开发的计算机微处理器,它由8层电路板焊接而组成,具有高集成性和高稳定性。
(2) 高精度速度控制(逆变器)使用全数字和矢量控制确保高精度速度控制和高速度响应,(ωc = 60 rad/s,对于无速度传感器控制ωc = 20 rad/s )。
(3) 较高的瞬间响应和稳定性(4) 高的功率因子(5) 良好的维护调试工具(6) 支持多种通讯协议支持TOSLINE-S20、ISBUS、PROFIBUS、DEVICENET等多种通讯方式。
(7) 能量回馈2.3.3 逆变器的相关电气参数说明:整流器相关电气参数说明:电机为同步电机,速度传感器为Resolver。
第三章TMD-70工作原理本节将以交流同步电机为控制对象对TMD-70传动的控制原理作一些介绍,主要涉及主回路结构、IEGT的工作原理、速度控制、电流转矩控制、励磁控制等方面内容。
3.1 主回路工作原理3.1.1 三电平逆变器工作原理图3.1显示了三电平IEGT逆变器的工作原理:在下面的示意图中,只表示了三相电源中的一相回路上的四个IEGT的工作状态,通过它们的通断来获得比较理想的正弦波电压,带箭头的划线为回路中电流。
Q1~Q4分别表示4个IEGT,ON、OFF表示IEGT的通、断状态,与IEGT反并联的4个二极管为续流二极管;D5、D6为钳位二极管;一个标准的IEGT组件还应有DC钳位浪涌电路,它由二极管、电容、电阻等组成,以下示意图中没有表示出来。
A:当Q1、Q2为ON时(正向电流)B:当Q2、Q3为ON时(正向电流)C:当Q3、Q4为ON时(正向电流)D:当Q1、Q2为ON时(反向电流)E:当Q2、Q3为ON时(反向电流)F:当Q3、Q4为ON时(反向电流)图3.1三电平IEGT逆变器的工作原理在三电平逆变器中,通过使4个IEGT按Q1~Q4组合顺序通断(图A、B、C、D、E、F)就可以最终得到平均输出电压为正弦波,所谓三电平是指P电位(正)、C电位(0)、N电位(负)。
图3.2显示由IEGT通断产生的矩形波以及图3.3显示逆变器最终输出的正弦波电压。
图3.2矩形波图3.3 PWM控制下的正弦波3.1.2 三电平整流器工作原理同样,在图3.4中清楚的表明了三电平IEGT整流器的工作原理,示意图如下:A:当Q1、Q2为ON时(正向电流)B:当Q2、Q3为ON时(正向电流)C:当Q3、Q4为ON时(正向电流)D:当Q1、Q2为ON时(反向电流)E:当Q2、Q3为ON时(反向电流)F:当Q3、Q4为ON时(反向电流)图3.4整流源的IEGT工作原理3.1.3 励磁整流器主回路工作原理励磁整流器由一套晶闸管整流桥组成,给同步电动机的励磁绕组线圈供电,见图3.5;根据交流侧的每一相的同步脉冲触发,晶闸管整流桥可以把交流电整流为任意大小的磁场电压。
若脉冲触发角度为PHCF°,输入交流电压为V AC,输出的磁场电压为V DC,则存在下列关系:图3.5励磁整流器3.2 TMD-70传动系统结构图图3.6中比较详细地显示了整流器的IEGT主回路结构和控制回路、逆变器的IEGT主回路结构和控制回路、励磁回路以及整个系统中各个部分的关系。