盲埋孔板工艺流程
- 格式:pptx
- 大小:255.46 KB
- 文档页数:31
制作HDI盲埋孔板的基本流程一.概述:HDI板,是指High Density Interconnect,即高密度互连板,是PCB行业在20世纪末发展起来的一门较新的技术。
传统的PCB板的钻孔由于受到钻刀影响,当钻孔孔径达到0.15mm时,成本已经非常高,且很难再次改进。
而HDI板的钻孔不再依赖于传统的机械钻孔,而是利用激光钻孔技术。
(所以有时又被称为镭射板。
)HDI板的钻孔孔径一般为3-5mil(0.076-0.127mm),线路宽度一般为3-4mil(0.076-0.10mm),焊盘的尺寸可以大幅度的减小所以单位面积内可以得到更多的线路分布,高密度互连由此而来。
HDI技术的出现,适应并推进了PCB行业的发展。
使得在HDI板内可以排列上更加密集的BGA、QFP等。
目前HDI技术已经得到广泛地运用,其中1阶的HDI已经广泛运用于拥有0.5PITCH的BGA的PCB制作中。
HDI技术的发展推动着芯片技术的发展,芯片技术的发展也反过来推动HDI技术的提高与进步。
目前0.5PITCH的BGA芯片已经逐渐被设计工程师们所大量采用,BGA的焊角也由中心挖空的形式或中心接地的形式逐渐变为中心有信号输入输出需要走线的形式。
所以现在1阶的HDI已经无法完全满足设计人员的需要,因此2阶的HDI开始成为研发工程师和PCB制板厂共同关注的目标。
1阶的HDI技术是指激光盲孔仅仅连通表层及与其相邻的次层的成孔技术,2阶的HDI技术是在1阶的HDI技术上的提高,它包含激光盲孔直接由表层钻到第三层,和表层钻到第二层再由第二层钻到第三层两种形式,其难度远远大于1阶的HDI技术。
二.材料:1、材料的分类a.铜箔:导电图形构成的基本材料b.芯板(CORE):线路板的骨架,双面覆铜的板子,即可用于内层制作的双面板。
盲埋孔的制作细节描述一款盲埋孔板,最小经宽为0.12mm,最小孔径为0.25mm,成品板厚为1.6mm,此板是装机后出口泰国的远距离对讲机板。
在盲埋孔的生产加工上应该有一定的代表性。
一、此型号板的线路关联关系:这是一款六层板,板内的各层线路关联关系相对较为复杂的一款对讲机板。
其各层的关联关系如下:⑴第一、二层相连通。
有一个钻孔文件,在制作时相当于先制作一个双面板。
芯板要求:0.35mm,铜箔为0.5OZ;⑵第四、五层先作内层作为第三、六层的内层。
芯板要求:0.3mm,铜箔为0.5OZ;⑶第三、六层有一个钻孔文件,相当于第三到第六层是一个四层板的线路连通关系。
第三、六层的厚度为0.6mm,层压铜箔为0.5OZ。
⑷第一、六层有一个钻孔文件,即元件面与焊接面的连通关系。
内层最小孔径为0.3mm,最小线宽为0.125mm,外层最小孔径为0.25mm(指成品孔径),最小经宽为0.125mm。
交货为1×4,只接收完全合格的拼板交货。
二、加工过程需要控制的环节和流程:需要注意控制的控制点需要控制的控制工序三次钻孔,必须保证每一次钻孔的一次性,保证关联线路走线正确。
工程钻孔设计文件、钻孔工序两次层压保证每一层的层间对准度除工程设计防呆外,还要控制图形转移工序三次图形转移,应控制菲林的伸缩系数工程预大、图形转移工序盲孔层压时应控制外层填胶饱满,但又不污染表面铜。
层压工序、PTH工序、蚀刻工序埋孔层压时,流胶要足够,确保埋孔内胶填充平整。
层压工序各层的介质层不均厚,出现翘曲工程设计、层压工序三、制作流程:1、层压结构:元件面第一层第二层第三层第四层第五层焊接面第六层2、流程设计:工程设计时先开两个芯板,第一个芯板是1-2层,按第一个钻孔文件进行钻孔盲孔。
并按普通双面板的工艺流程制作到中检经过AOI存放;第二芯板是4-5层,开好一个芯板,按普通四层板的芯板制作工艺制作到中检经过AOI。
先将第二个芯板进行层压后,再按第二个钻孔文件钻埋孔,制作第3-6层的通孔和线路,此时按普通四层板的工艺经过除胶渣,制作3-6层的线路,到中检AOI。
采用盲孔和埋孔是提高多层板密度、减少层数和板面尺寸的有效方法,并大大减少了镀覆通孔的数量。
BUM板几乎都采用埋孔和盲孔结构。
埋孔和盲孔大都是直径为0.05~0.15mm的小孔。
埋孔在内层薄板上,用制造双面板的工艺进行制造;而盲孔的制造开始用控制Z轴深度的钻小孔数控床,现普遍采用激光钻孔、等离子蚀孔和光致成孔。
激光钻孔有二氧化碳激光机和Nd:YAG紫外激光机。
日本日立公司的二氧化碳激光钻孔机,激光波长为9.4弘m,1个盲孔分3次钻成,每分钟可钻3万个孔。
随着电子产品向高密度,高精度发展,相应对线路板提出了同样的要求。
而提高pcb 密度最有效的方法是减少通孔的数量,及精确设置盲孔,埋孔来实现。
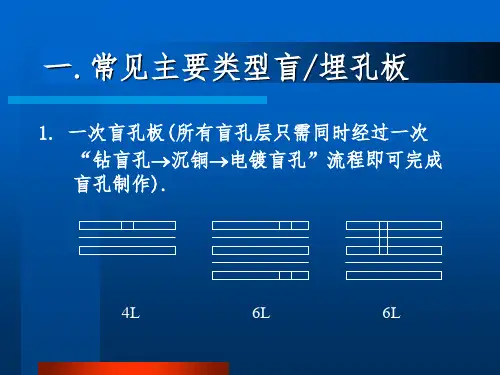
盲/埋孔板的基础知识谈到盲/埋孔,首先从传统多层板说起。
标准的多层板的结构,是含内层线路及外层线路,再利用钻孔,以及孔内金属化的制程,来达到各层线路之内部连结功能。
但是因为线路密度的增加,零件的封装方式不断的更新。
为了让有限的PCB面积,能放置更多更高性能的零件,除线路宽度愈细外,孔径亦从DIP插孔孔径1 mm缩小为SMD的0.6 mm,更进一步缩小为0.4mm以下。
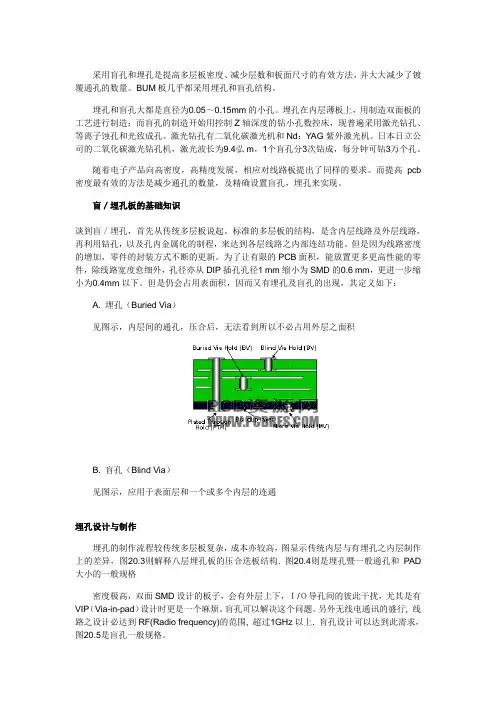
但是仍会占用表面积,因而又有埋孔及盲孔的出现,其定义如下:A. 埋孔(Buried Via)见图示,内层间的通孔,压合后,无法看到所以不必占用外层之面积B. 盲孔(Blind Via)见图示,应用于表面层和一个或多个内层的连通埋孔设计与制作埋孔的制作流程较传统多层板复杂,成本亦较高,图显示传统内层与有埋孔之内层制作上的差异,图20.3则解释八层埋孔板的压合迭板结构. 图20.4则是埋孔暨一般通孔和PAD 大小的一般规格密度极高,双面SMD设计的板子,会有外层上下,I/O导孔间的彼此干扰,尤其是有VIP(Via-in-pad)设计时更是一个麻烦。
盲孔可以解决这个问题。
另外无线电通讯的盛行, 线路之设计必达到RF(Radio frequency)的范围, 超过1GHz以上. 盲孔设计可以达到此需求,图20.5是盲孔一般规格。
有关盲孔埋孔制作工艺有关盲孔,埋孔板制作工艺一, 概述 :盲孔,埋孔板主要用于高密度,小微孔板制作 ,目的在于节省线路空间 , 从而达到减少PCB体积的目的,如手机板 ,二 , 分类:一).激光钻孔,1.用激光钻孔的原因 :a .客户资料要求用激光钻孔;b 因盲孔孔径很小<=6MIL ,需用激光才能钻孔.c , 特殊盲埋孔 ,如L1到L2有盲孔,L2到L3有埋孔,就必须用激光钻孔.2. 激光钻孔的原理:激光钻孔是利用板材吸收激光热量将板材气化或溶掉成孔,因此板材必需有吸光性 ,故一般RCC材料 ,因为RCC中无玻璃纤维布 ,不会反光 .3.RCC料简介:RCC材料即涂树脂铜箔:通过在电解铜箔粗糙面上涂覆一层具有独特性能树脂构成 . 目前我们公司关于RCC料有三个供应商: 生益公司 , 三井公司 ,LG公司材料: 树脂厚度 50 65 70 75 80 (um) 等铜箔厚度 12 18 (um)等RCC料有高TG及低TG料, 介电常数比正常的FR4小 ,例如广东生益公司的S6018介电常数为3.8 ,所以当有阻抗控制时要注意.其它具体参考材料可问PE及RD部门.4. 激光钻孔的工具制作要求:A).激光很难烧穿铜皮,故在激光钻孔前要在盲孔位蚀出跟完成孔径等大的Cu Clearance .B). 激光钻孔的定位标记加在L2/LN-1层,要在MI菲林修改页注明。
C).蚀盲孔点菲林必须用LDI制作,开料要用LDI板材尺寸。
5.生产流程特点:A). 当线路总层数为N , L2—Ln-1 层先按正常板流程制作完毕, B). 压完板,锣完外围后流程改为:--->钻LDI定位孔--->干膜--->蚀盲孔点--->激光钻孔--->钻通孔 --->沉铜----(正常工序)。
6.其他注意事项:A).由于RCC料都未通过UL认证,故此类板暂不加UL标记. B).关于MI上的排板结构, 为避免把此类含RCC料排板当假层板排板(因为菲林房制做菲林假层板和正常板有别) ,我们在画排板结构时,要注意RCC料与L2或Ln-1层分开,例如SR2711/01排板:C).IPC-6016是HDI板标准:激光盲孔孔壁铜厚:0.4mil(min).焊锡圈要求 :允许相切如果PAD尺寸比孔径大5mil以下,要建议加TEARDROPD).板边>=0.8”二).机械钻盲/埋孔:1.适用范围:钻嘴尺寸>=0.20mm时可考虑用机械钻孔;2.关于盲埋孔的电镀方法(参照RD通告TSFMRD-113): A).正常情况下,任何层线路铜面只可1次板电镀+1次图形电镀; B). 正常情况下,全压板流程完成后,板厚>=80MIL ,通孔需板电镀+图形电镀,因此, 盲孔电镀时外层板面不能板电镀.C).满足上述两条件后,盲孔的电镀按如下方法进行:I).外层线路线宽度大于6MIL ,且通孔板厚小于80MIL时,在盲孔电镀中外层板面可整板电镀II).外层线路线宽大于6MIL , 但通孔板厚大于80MIL时,在盲孔电镀中外层板面需贴膜保护板面;III).外层线路线宽小于6MIL , 且通孔板厚>=80MIL时,在盲孔电镀中外层板面需贴膜保护板面;3. 贴膜的方式:1) 盲孔纵横比<=0.8 (L/D)时,外层板面贴干膜整板曝光,内层盲孔板面整板电镀 , 2) 盲孔纵横比>0.8时(L/D) 时,外层板面贴干膜盲孔曝光, 需制作电镀曝点菲林或LDI曝光 ,内层盲孔板面整板电镀.4. 盲孔曝点的方法:1) 盲孔<=0.4MM (16MIL)时,用LDI曝盲孔,2) 盲孔>0.4MM (16MIL)时,用菲林曝盲孔,5. 埋孔贴膜方式 :1) 当埋孔面的线宽<=4MIL时,埋孔板面需贴膜曝点,2) 当埋孔面的线宽>4MIL时 , 埋孔板面直接板电镀 ,6. 注意事项 :1) 纵横比中 L/D : L=介质厚+铜厚 , D=盲孔/埋孔直径 .2) 盲孔/埋孔电镀菲林 : * 曝光点的直径D=D-6 (MIL) .*曝光点菲林加对位点 , 其坐标与外围参考孔一致 . 3) 需贴膜的盲孔在电镀时一般使用脉冲电流 (AC) .三.盲孔板需注意的一些特别要求 :1.树脂塞盲孔: 当埋孔尺寸较大时并且孔数较多, 压板时, 填满埋孔需要很多树脂, 为防止其影响压板厚度, 经R&D要求时, 可在压板前用树脂将埋孔预先塞住, 塞孔方式应可参照绿油塞孔.2. 外层有盲孔时 ,a. 因压板时外层会有胶流出 ,所以在压板后需要有一除胶工序;b. 因外层干膜前会清洁板面,有一磨板工序,化学沉铜很薄,仅 0.05MIL 到0.1MI 故很容易在磨板时磨掉, 所以我们会加一板电镀工序,加厚铜.其相关工序如 : 压板除胶钻孔沉铜板电镀干膜图形电镀 .3. 另外在做层数高的盲孔板时可能会到用PIN-LAM压板,但要注意只有 CORE 的厚度小于30MIL时, 我们的机器才能打PIN-LAM孔 , 例如 : PR4726010 ,我们用的就是普通压板 .4. 关于盲孔板板边 ,考虑有多次压板 ,及工艺孔较多 ,所以尽量把板边留到0.8”以上.5. 在写LOT卡时 ,关于副流程 ,即要写单个副流程的排板结构 ,还要在特别要求里写上主流程的排板结构 ,为的是方便下面工序.6. 在写LOT卡时 , 在有盲孔干膜是放在内层做或外层做,举例说明一下 :L 1L 2A如CORE的A厚度大于12MIL(不含铜厚) , 就放到外层做 , 如CORE的A厚度小于12MIL(不含铜厚) , 就放到内层做 ,。
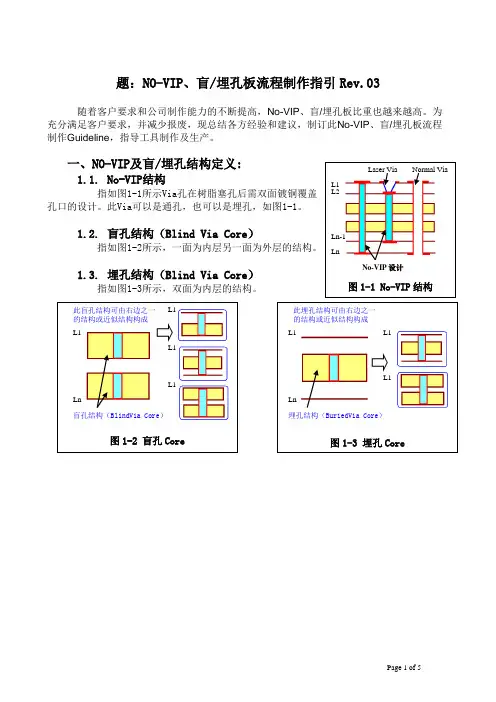
题:NO-VIP 、盲/埋孔板流程制作指引Rev.03随着客户要求和公司制作能力的不断提高,No-VIP 、盲/埋孔板比重也越来越高。
为充分满足客户要求,并减少报废,现总结各方经验和建议,制订此No-VIP 、盲/埋孔板流程制作Guideline ,指导工具制作及生产。
一、NO-VIP 及盲/埋孔结构定义:1.1. No-VIP 结构指如图1-1所示Via 孔在树脂塞孔后需双面镀铜覆盖孔口的设计。
此Via 可以是通孔,也可以是埋孔,如图1-1。
1.2. 盲孔结构(Blind Via Core )指如图1-2所示,一面为内层另一面为外层的结构。
1.3. 埋孔结构(Blind Via Core )指如图1-3所示,双面为内层的结构。
图1-1 No-VIP 结构L1 L2Ln-1 LnNo-VIP 设计图1-2 盲孔Core L1Ln此盲孔结构可由右边之一的结构或近似结构构成 L1L1 L1盲孔结构(BlindVia Core )图1-3 埋孔CoreL1Ln此埋孔结构可由右边之一的结构或近似结构构成 L1L1埋孔结构(BuriedVia Core )二、流程制作及参数设定指引:总体注意事项:本指引是基于IPC 6012B Class2要求设计的,默认平均最小孔内铜厚为0.8mil,所有流程都增加了“全板电镀”工序,以保证成品套镀层铜厚要求(表面铜厚>=基铜+0.2mil)。
若平均最小孔内铜厚不是0.8mil,可参考本指引,对成品铜厚控制范围做相应的增减。
若有要求IPC Class3时,套镀层铜厚要求为:0.47mil,可参考Class2设计。
备注:文中所提“基铜”均指理论初始铜厚,不考虑复合流程中,经过氧化等工序的衰减。
2.1.流程定义及参数设定:2.1.1.全板电镀流程(优选流程)前工序 => 钻孔 => 沉铜 => 板电 => 全板电镀 => 后工序备注:若表面铜厚可以满足MEI001介定的线宽/线隙要求,则优先采用此全板电镀流程。
盲埋孔板工艺流程
一、概述
盲埋孔板是一种常用于铸造行业的工艺,它能够有效地改善铸造件的质量和性能。
在铸造过程中,盲埋孔板的使用可以提高铸件的密封性、抗压性和耐腐蚀性。
下面将介绍盲埋孔板的工艺流程。
二、工艺流程
1. 准备工作
在开始盲埋孔板工艺流程之前,需要准备以下材料和设备: - 盲埋孔板 - 砂型 - 铸造材料 - 铸造设备
2. 制作砂型
首先,将砂型放置在铸造设备上,然后按照设计要求在砂型中制作出孔板的位置。
3. 安装盲埋孔板
将盲埋孔板嵌入到砂型中,确保孔板与砂型表面平整贴合,并且固定牢固。
4. 浇注铸造材料
接下来,将铸造材料加热至适当温度后,倒入砂型中,填充至孔板的位置。
5. 冷却固化
等待铸造材料冷却固化,使其与盲埋孔板紧密结合,形成成型的铸件。
6. 拆模取件
待铸件完全冷却后,拆除砂型,取出铸件,并清理表面杂质。
7. 后续处理
对铸件进行必要的后续处理,如修磨、除渣等,以确保其质量满足要求。
三、注意事项
在盲埋孔板工艺流程中,需要注意以下事项:- 确保孔板的安装位置准确无误,避免出现错位或偏移。
- 控制好铸造材料的温度和浇注速度,以防发生温度过高或
过低的情况。
- 检查铸件质量,确保表面光洁平整,无裂纹或气孔等缺陷。
四、总结
盲埋孔板工艺流程是铸造行业中常见的一种工艺,通过合理的操作和严格的控制,可以获得高质量的铸件。
在实际应用中,需要根据具体需求灵活调整工艺参数,以确保最终产品的性能和质量达到要求。
盲孔和埋孔工艺流程Blind hole and buried hole processes are commonly used in manufacturing and construction industries to create holes that do not go all the way through the material. These processes have their own unique advantages and applications, depending on the specific requirements of the project.盲孔和埋孔工艺流程在制造和建筑行业中被广泛使用,用于创建不完全穿透材料的孔。
这些工艺根据项目的具体要求具有各自独特的优势和应用。
Blind holes are holes that only partially penetrate the material, leaving a bottom to the hole. They are commonly used for creating a space for a screw head to sit flush with the material surface or for creating a precision bore. The blind hole process involves drilling a hole that does not go through the entire thickness of the material, which can be advantageous when a clean finish is required on one side of the material.盲孔是只部分穿透材料的孔,留有底部。
它们通常用于为螺钉头埋在材料表面上或创建一个精密孔。
盲埋孔板工艺流程1. 简介盲埋孔板是一种常见的建筑工艺,用于固定各类建筑构件,例如门窗、梁柱等。
本文将介绍盲埋孔板的工艺流程,包括准备工作、施工步骤和质量控制等内容。
2. 准备工作在进行盲埋孔板的施工之前,需要进行一些准备工作,以确保施工顺利进行。
2.1 施工图纸和材料准备首先,需要根据施工图纸确定盲埋孔板的位置和尺寸。
同时,需要准备好所需的材料,包括预埋件、混凝土和钢筋等。
2.2 检查基础条件在施工之前,需要对基础进行检查,确保基础的强度和稳定性满足盲埋孔板的要求。
如果基础条件不符合要求,需要进行相应的处理或修复。
2.3 施工人员培训和安全措施为了保证施工的质量和安全,施工人员需要接受相关培训,了解盲埋孔板的施工要求和操作规程。
同时,需要严格执行相关的安全措施,确保施工过程中人员的安全。
3. 施工步骤盲埋孔板的施工可以分为以下几个步骤:3.1 预埋件安装首先,需要根据施工图纸确定预埋件的位置和尺寸。
然后,在施工开始之前,需要将预埋件按照设计要求固定在基础中。
安装预埋件时,需要确保其位置的准确性和固定的牢固性。
3.2 钢筋安装在预埋件安装完成之后,需要进行钢筋的安装工作。
根据设计要求和图纸,将钢筋按照规定的布置方式安装在预埋件上。
安装钢筋时,需要注意钢筋与预埋件的连接方式和固定要求。
3.3 浇筑混凝土钢筋安装完成后,可以进行混凝土的浇筑工作。
根据设计要求和施工图纸,将混凝土按照适当的浇筑顺序和方法倒入盲埋孔板的位置。
在浇筑混凝土之前,需要检查预埋件和钢筋的位置和固定情况,确保其符合要求。
3.4 平整和养护混凝土浇筑完成后,需要进行平整和养护工作。
使用相应的工具将混凝土表面进行平整和修整,确保其表面平整度和光滑度符合要求。
随后,进行养护工作,采取适当的保湿和养护措施,以确保混凝土的强度和稳定性。
4. 质量控制为了保证盲埋孔板的质量,需要进行相应的质量控制工作。
主要包括以下几个方面:4.1 材料检查在施工之前,需要对所使用的材料进行检查,确保其质量符合要求。
盲埋孔板工程、工艺制作规范1.0 目的:保证盲埋孔板生产流程设计的合理、以利于生产2.0适用范围:不同盲埋结构的盲埋孔板的工程制作3.0 职能工程人员负责对盲埋孔板的工艺流程及各参数工程的制定,《盲埋孔制造说明》的编写,各序按流程指示生产对规范上没有例出的请按示例设计合理的流程4.0 工作程序4.1检查客户文件,仔细分清客户的具体盲埋结构,按规范提供的结构模式设计制作4.2 确定各层所采用的正、负片效果,确定底片镜向的正确性以及底片编号指示的正确性4.3 各生产工序严格按照流程生产,仔细读明到序生产时的具体要求与注意事项4.4 工程制作对于不是重复盲埋同一层的如L12、L34、L56….可采用负片效果,直接成像蚀刻压合,此时采用的直接板镀完工成盲埋孔的制作,所以要求铜厚进行减溥后才进行钻孔若是重复盲埋有同一层的,如L12、L13、L14…..,则必须采用正片的效果,用镀孔工艺来完成线路图形与盲埋孔的制作。
对于同一层线宽小于8mil要重复盲埋二次以上的必须采用镀孔工艺来完成,镀孔底片要比钻孔刀径大2mil。
采用干膜封孔蚀刻必须保证有5mil以上的封孔环因采用的是传统的制作方法,其涉及多次的压合与钻孔,这就要求分次采用不同的定位孔来管制定位,所以必须每次采用不同的定位孔来做钻孔的定位。
依据所需钻孔的次数来确定定位孔数目在二层制用专用的靶位底片,第一次全做好,以后逐次使用。
各层相应位置不能有阻流点,影响其冲靶位孔的效果有交叉盲埋结构的目前公司无法生产。
如图所示4层板盲埋结构无法生产:超过四次以上的压合、钻孔不能生产!若芯板0.13mm的要求盲埋不能生产!5.0生产制作5.1各序严格按生产流程生产5.2 各层的相应板厚仔细测量、相应的底片要仔细检查其编号的正确性5.3对镀孔时要据板的大小与所镀孔数目确定其电流,先以2-3A电流镀40分钟,观察其铜厚确定5.4蚀刻工序要认真做好首板因铜厚通过板镀有不均的现象5.5检查时用干膜盖住的大铜面不通有露铜点、盲孔偏破不要理会5.6字符时要仔细调位,因不同的盲埋结构其板曲不一样5.7盲埋孔板曲不能过1 .5%6.0各种板的盲埋结构6.1四层板第一种结构此种结构按下方法生产:L2、L3正常的内层底片,所要求盲的孔保证底片盘比钻孔大5mil,以利于掩孔L1空白底片与L2按外层线路对位;L4空白底片与L3按外层线路对位;不用夹边对铜箔进行减溥处理其制造说明如下:盲埋孔板制造说明工号:层客户名:客户号:交货日期:交货时间:交货地点:发货方式交货数:拼板数:投料数:审核:成品厚度成品尺寸:内层铜厚外层铜厚:工程审核:入库:发货:库存:工程设计:全板盲埋结构:全板叠层结构:第二种结构此结构按以下方法生产:L1-2盲时:L1不用底片、L2负片效果的内层线路底片,有马氏兰定位孔,不用夹边L1-3盲时:L1-3的盲孔孔位底片, 孔位比钻孔大2mil,要有导电边;L3正片效果的线路底片,有马氏兰定位孔底片不用夹边其制造说明如下:第三种结构此结构按以下方法生产:L2与L3正常内层底片,保证盲孔有5MIL以上的焊环掩孔L2、L3不用夹边其制造说明如下:6.2六层板结构第一种结构此结构按以下方法生产:L2、L5负片的内层底片,要求所盲的孔有5MIL以上的环掩孔;L3、L4正常底片夹边,要注意底片的镜向其它内层底片不用夹边其制造说明如下:第二种结构此结构按以下方法生产:L1-3的镀孔底片;L6-4的镀孔底片L3-2出空白底片,要求有马氏兰孔;L2、L5负片内层底片;L2与L3-2正常夹边L5-4出空白底片,要求有马氏兰孔;L3、L4正片内层底片;L4-5与L5正常夹边其制造说明如下:第三种结构此种结构按如下方法生产:所有的内层底片保证所埋孔孔有5MIL以上的环掩孔,正常按内层底片出,不用夹边。