数控转塔冲床NCT指令介绍
- 格式:docx
- 大小:20.64 KB
- 文档页数:4
NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示: N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式 G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式 G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式 G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效. 例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27、G25 自动移爪格式 G27(或G25) X___(移动量)G27、G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式 G04 X___ (时间)在轴移动时,作预定时间内暂停的机能8. G72 模式基准点指令格式 G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M、T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X、Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X、Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式 G26 I r J±θ K n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式 G28 I d J±θ K n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧 (ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式 G28 I r J±θ P±Δθ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36、G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式 G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令. 格式 G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令. 格式 G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式 G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θ P±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式 G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式 G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式 G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式 G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.。
AMADA数控冲床常用G代码AMADA天田数控冲床以下适合AMADA数控冲床参考NCT指令介绍NCT程序是由差不多指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的差不多格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式G92 X___ Y___材料自原点到冲头位置的距离,经历于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270. 2. G90 绝对坐标指令格式G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90显现之前,G91均可省略不写.4. G50 回来原点指令使用G50指令,材料依G92指定的位置回来的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91能够同时使用,且位置先后不阻碍其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27?G25 自动移爪格式G27(或G25) X___(移动量)G27?G25指令是用来换板及加工范畴不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式G04 X___ (时刻)在轴移动时,作预定时刻内暂停的机能.8. G72 模式基准点指令格式G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具连续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范畴内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式G26 I r J±θK n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n个孔的指令.格式G28 I d J±θK n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式G28 I r J±θP±ΔθK n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳固性,一样选用G36.格式G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 I e J±θP±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1K±θ2P±ψQ d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,依照G98所设定之排列,令材料全部执行的指令.格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO经历机能,UOO与VOO为程序中数个BLOCK之经历OO则为不限次数之经历呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工终止指令加工终止之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的专门刀具指定了固定的M指令,具体运用参考第三章.风轻云淡05.29 17:1815. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 I e J±θP±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1K±θ2P±ψQ d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,依照G98所设定之排列,令材料全部执行的指令. 格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO经历机能,UOO与VOO为程序中数个BLOCK之经历OO则为不限次数之经历呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工终止指令加工终止之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護爱护保养1﹑清潔A﹔上面和下面的X軸導軌B﹔工作台面各部位及閑置的軸承C﹔前面和后面的Y軸導軌D﹔刀盤定位銷及定位孔E﹔上刀盤及沖頭F﹔下刀盤(務必清除碎片)2﹑潤滑油詳情查閱”潤滑油”部分的潤滑部分和举荐使用的油。
AMADA 数控冲床常用G 代码AMADA 天田数控冲床以下适合AMADA 数控冲床参考NCT 指令介绍NCT 程序是由差不多指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT 程序的一行(一个BLOCK)如下所示:N _ G _ G ___ X _ Y ___ T ___ C _ M 其中针对单个命令不要的指令不必记入.现对NCT 程序中常见的指令的差不多格式及基应用介绍如下.1.G92 坐标设定(原点设定)格式G92 X___ Y___材料自原点到冲头位置的距离,经历于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2.G90 绝对坐标指令格式G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时若开头记入G90,则以后的BLOCK,直到G91之前可省略不写•程序上若无G90或G91时,一律视为与G90相同.3.G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK 一直到G90显现之前, G91 均可省略不写.4.G50 回来原点指令使用G50指令材料依G92指定的位置回来的同时,回复到NC初期状态,程序最后必须作G50 单一行之输入.5.G70 不冲孔指令格式G70 X___ Y___材料仅位移,不冲孔G70与G90或G91能够同时使用,且位置先后不阻碍其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6.G27?G25 自动移爪格式G27(或G25) X_(移动量)G27?G25指令是用来换板及加工范畴不够宽时所使用的换板功能•通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7.G04 暂停(滞留状态)格式G04 X___ (时刻)在轴移动时,作预定时刻内暂停的机能.8. G72 模式基准点指令格式G72 X___ Y___ 欲使用模式基准点时,坐标值之前要加上G72.I G72与G90或G91同时使用,且那一个先写都相同l G72 仅有指示坐标的作用,而无决定位置或实行冲孔的动作.I G72 的下一行必需是实行冲孔的指令.I与G72在同一行内不可存在M?T等功能的指令.9.T 指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具连续使用时,一直到另一模具使用前,不须再另行指定模具.10.C 指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后启动转角可于士360°的范畴内指定,同角度的加工时,C指令为必重复指定.11.G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹0 角的点开始,将圆周分成n等分作n个点的冲孔指令.格式G26 I r J±0K n T___ (C___ )匸圆的半径r.输入正值J=冲孔起始点与X轴之夹±0 •反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12.G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹0角的方向,间隔d的距离, 冲n 个孔的指令.格式G28 I d J±0 K n T___ (C___ )匸间隔士d.d为负时,以模式基准点作为中心,于对称方向冲孔J二角度±0,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13.G29 圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为0的开始点,角度间隔,排列n个点的冲孔指令.格式G28 I r J±0P±A0K n T_ (C___ )I=圆的半径r,为正数J二最初冲孔起始点,角度±0,反时针方向为正(+),顺时针方向为负(-) P二角度间隔为±40,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14.G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以di为间隔•做n个,丫轴方向以d 2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G3 7是以Y 轴方向为优先加工指令,考虑到板料在运动中的稳固性,一样选用G 36.格式G36 I ±d1 P n1 J±d2 K n2 T___ (C___ )G36 I± d1 P n1 J± d2 K n2 T___ (C___ )I=间隔士d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X 轴方向的冲孔数n1 (不含基准点)J=间隔士d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K二丫轴方向的冲孔数n2(不含基准点)15.G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为厂的方向上,以W 1 X W2之模具,作长度为士d的连续冲孔指令.格式G66 I e J±0P士W1 Q士W2 D 士d T_I=连续冲孔加工之长度eJ二角度±0 •反时针为(+)时针为(―)P二模具边长士W1(J方向的模具尺寸)Q二模具边士W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W仁W2时Q可省略不写.D=对加工长度作补正之值士d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2倍D.l连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16.G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2 的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I 士e1 J 士e2 P W1 Q W2 T_I=X轴方向冲孔长度士e1正为X方向.负为X轴负方向J=丫轴方向冲孔长度士e1正为丫方向.负为Y轴负方向P=X方向模具长度W1,为正值Q二丫方向模具长度W2,为正值.若W仁W2时,Q可省略因通常使用正方形模,帮Q不使用.17.G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为9 1的点开始增加9 2的角度,以直径为®的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±9 1 K ±9 2P±®Q d T___I=圆的半径r,输入正值(但l<5700mm)J=加工起始点自X轴算起之角度±9 1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±9 2,(+)时为逆时针加工,(-)时为顺时针加工P二模具直径,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)I板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18.G69 I e J±9P±®Q d T_此模式是从G72指定的基准点开始,与X轴成9角方向,长度e,以直径®模具,间隔d 来蚕食的加工模式.格式G69 I e J±9P±®Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J二角度±9,反时针为正,顺时针为负P二模具直径±9,正时加工方向在直线之左侧,负时加工于直线右侧Q二蚕食间隔d,正值输入,最大值为8mm19.G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心半径为r的圆周上,与X轴夹角为9 1的点开始,增加9 2之角度,以直径9的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±9 1 K±9 2 P±9Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±9 1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±9 2.(+)时逆时针加工,(-)时顺时针加工P二模具直径±9 .(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d三t)20.G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成0 1角方向,长度e,直径®的模具,间隔d 来蚕食的加工模式.格式G79 I e J±0 1 P±®Q d D t T _________I=蚕食执行的长度,为模式起点至模式终点的长度J二角度±0 1,反时针为正,顺时针为负P二模具直径±9 •正时加工方向在直线之左侧,负时加工于直线右侧Q二蚕食间隔dD=使用板厚t.(d三t)21.G98 多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的丫坐标xp……X方向上制品排列的间隔yp……丫方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22.G7576 多数取执行指令除多数取程序外,UOO~VOO 为止,为一个制品的子程序,此编号的MACRO 对应WOO,按照G98所设定之排列,令材料全部执行的指令.格式G75 W___ Q___ ……以X 方向为优先级执行G76 W___ Q ___……以Y 方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q二为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23.MACRO 机能(U)MACRO 经历机能,UOO 与VOO 为程序中数个BLOCK 之经历OO 则为不限次数之经历呼出时使用,这时U 所对应读取之数值,需为相同格式UOOVOOWOO注:一个U…V对应一个W.U〜V之间不可有M02M03及50之指令存在.24.M13 加工终止指令加工终止之后单一行输入25.M510〜M559 冲凸台形强筋前之指令. 在冲凸台形强筋前单一行输入.指令可在M510〜M559 中任选一个,但在同一程序中,不同模具前不能用同一M 指令.26.M560〜M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560〜M505 中任选一个,但在同一程序中,不同的模具前不能使用同一M 指令.27.M502〜M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502〜M505 中任选一个,但在同一程序中不同模具前不能使用同一M 指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M 指令的添加达到共识,对常用的专门刀具指定了固定的M 指令,具体运用风轻云淡05.29 17:1815.G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为厂的方向上,以W 1 X W2之模具,作长度为士d的连续冲孔指令.格式G66 I e J±0P士W1 Q士W2 D 士d T_I=连续冲孔加工之长度eJ=角度士B •反时针为(+)时针为(―)P二模具边长士W1(J方向的模具尺寸)Q二模具边士W2(与J成90°方向的模具尺寸)W1 与W2 必需同号,若W1=W2 时Q 可省略不写.D=对加工长度作补正之值士d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2倍D.l连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16.G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2 的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I 士el J士e2 P W1 Q W2 T___I=X轴方向冲孔长度士e1正为X方向.负为X轴负方向J=丫轴方向冲孔长度士e1正为丫方向.负为Y轴负方向P=X方向模具长度W1,为正值Q二丫方向模具长度W2,为正值.若W仁W2时,Q可省略因通常使用正方形模,帮Q不使用.17.G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为9 1的点开始增加9 2的角度,以直径为®的模具,间隔为d来作蚕食加工之指令.格式G68 I r J士0 1 K 士9 2 P±® Q d T_I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±9 1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±9 2,(+)时为逆时针加工,(-)时为顺时针加工P二模具直径,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)I板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18.G69 I e J±0P±®Q d T___此模式是从G72指定的基准点开始,与X轴成0角方向,长度e,以直径®模具,间隔d 来蚕食的加工模式.格式G69 I e J±0P±®Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J二角度±0,反时针为正,顺时针为负P二模具直径±9,正时加工方向在直线之左侧,负时加工于直线右侧Q二蚕食间隔d,正值输入,最大值为8mm19.G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为01的点开始,增加0 2之角度,以直径9的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±0 1 K±0 2 P±9 Q d D t T___匸圆的半径r.输入正值J=加工起始点自X轴算起之角度±0 1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±0 2.(+)时逆时针加工,(-)时顺时针加工P二模具直径±9 .(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d三t)20.G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成0 1角方向,长度e,直径9的模具,间隔d 来蚕食的加工模式.格式G79 I e J±0 1 P±9Q d D t T _________匸蚕食执行的长度,为模式起点至模式终点的长度J二角度±0 1,反时针为正,顺时针为负P二模具直径±9 •正时加工方向在直线之左侧,负时加工于直线右侧Q二蚕食间隔dD=使用板厚t.(d三t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品关于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Kny x0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的丫坐标xp……X方向上制品排列的间隔yp……丫方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22.G7576 多数取执行指令除多数取程序外,UOO~VOO 为止,为一个制品的子程序,此编号的MACRO 对应WOO,按照G98所设定之排列,令材料全部执行的指令. 格式G75 W___Q___ ……以X 方向为优先级执行G76 W___ Q ___……以Y 方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q二为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23.MACRO 机能(U)MACRO 经历机能,UOO 与VOO 为程序中数个BLOCK 之经历OO 则为不限次数之经历呼出时使用,这时U 所对应读取之数值,需为相同格式UOOVOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工终止指令加工终止之后单一行输入25. M510~M559 冲凸台形强筋前之指令. 在冲凸台形强筋前单一行输入.指令可在M510~M559 中任选一个,但在同一程序中,不同模具前不能用同一M 指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505 中任选一个,但在同一程序中,不同的模具前不能使用同一M 指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505 中任选一个,但在同一程序中不同模数控冲床操作保养之范例数控冲床操作保养之范例VIPROS 2510C 數控沖床的維護爱护保养1、清潔A ;上面和下面的X軸導軌B;工作台面各部位及閑置的軸承C;前面和后面的Y軸導軌D ;刀盤定位銷及定位孔E;上刀盤及沖頭F ;下刀盤(務必清除碎片)2、潤滑油詳情查閱”潤滑油”部分的潤滑部分和举荐使用的油。
NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式 G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式 G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式 G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27、G25 自动移爪格式 G27(或G25) X___(移动量)G27、G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式 G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式 G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M、T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X、Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X、Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式 G26 I r J±θ K n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n 个孔的指令.格式 G28 I d J±θ K n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧 (ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式 G28 I r J±θ P±Δθ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36、G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式 G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式 G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式 G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令. 格式 G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θP±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式 G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式 G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式 G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式 G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M 指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.。

数控冲床加工所用G代码数控冲床, G代码NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X1830,Y1270.2. G90 绝对坐标指令格式G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27?G25 自动移爪格式G27(或G25) X___(移动量)G27?G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M?T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X?Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X?Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X 轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式G26 I r J±θKn T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d 的距离,冲n个孔的指令.格式G28 I d J±θK n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧(ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X 轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式G28 I r J±θP±ΔθKn T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36?G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式G36 I±d1P n1 J±d2K n2 T___ (C___ )G36 I±d1P n1 J±d2Kn2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 Ie J±θP±W1Q±W2D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1J±e2P W1 Q W2 T___ I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1K±θ2P±ψQd T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θP±ψQ d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1P±ψQ d Dt T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Kny x0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.15. G66 切边(SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式G66 Ie J±θP±W1Q±W2D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式G67 I±e1J±e2P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令.格式G68 I r J±θ1K±θ2P±ψQd T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之.l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θP±ψQ d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式G69 I e J±θP±ψQ d T___ I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧(PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式G78 I r J±θ1K±θ2P±ψQ d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式G79 I e J±θ1P±ψQ d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模。

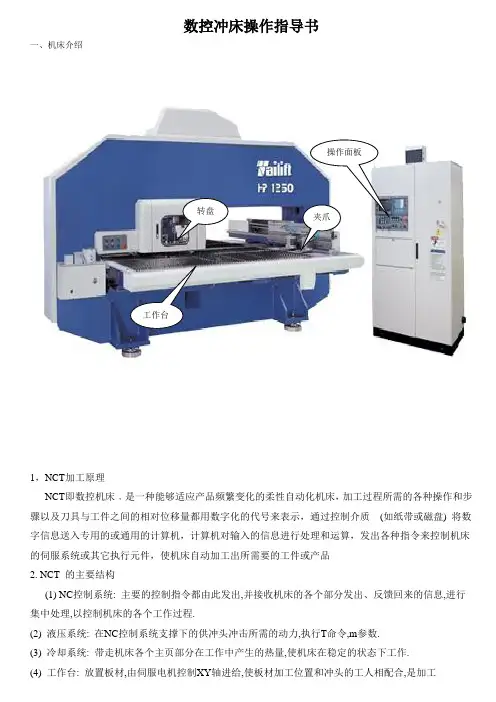
数控冲床操作指导书一、机床介绍1,NCT 加工原理NCT 即数控机床﹐是一种能够适应产品频繁变化的柔性自动化机床,加工过程所需的各种操作和步 骤以及刀具与工件之间的相对位移量都用数字化的代号来表示,通过控制介质 (如纸带或磁盘) 将数字信息送入专用的或通用的计算机,计算机对输入的信息进行处理和运算,发出各种指令来控制机床的伺服系统或其它执行元件,使机床自动加工出所需要的工件或产品 2. NCT 的主要结构(1) NC 控制系统: 主要的控制指令都由此发出,并接收机床的各个部分发出、反馈回来的信息,进行 集中处理,以控制机床的各个工作过程.(2) 液压系统: 在NC 控制系统支撑下的供冲头冲击所需的动力,执行T 命令,m 参数. (3) 冷却系统: 带走机床各个主页部分在工作中产生的热量,使机床在稳定的状态下工作. (4) 工作台: 放置板材,由伺服电机控制XY 轴进给,使板材加工位置和冲头的工人相配合,是加工转盘操作面板夹爪工作台的主要场所.3. NCT 机床类型Tailift机床:HP1250 4. 刀盘与刀具1,刀盘情况上模刀盘下模2. 刀具情况NCT 刀具按外形尺寸的大小分A﹑B﹑C﹑D﹑E 五个级别﹐A 级外形尺寸最小﹐E 级最大。
各级别刀具与刀盘上的刀位相对应。
目前我们使用的机型HP1250只有A、B、D三种刀型。
刀盘刀位安装模具尺寸规格如下表:模具种类公称尺寸标准上模尺寸型号A 1/2" 1.612.7mmdia(0.063"0.5"dia)36(12)外环12 支有KEYB 11/4" 12.831.7mmdia(0.501"1.25"dia)14(14)外环6 支有4KEY内环8 支有2KEYC 2" 31.850.8mmdia(1.251"2"dia)4(4)D 31/2" 50.988.9mmdia(2.001"3.5"dia)2(2)E 41/2" 89.0114.3mmdia(3.501"4.5"dia)2(2)※( )内的数字表示适用模具的型号.NCT 刀具的种类及其代号为:矩形刀------ RE 腰形刀----- OB圆刀------ RO 双D 刀------DD正方刀------ SQ 切角刀------ CR特殊刀------ SP 单D 刀------ SD3. X 和Y 方向定义如下﹕X 方向为平行于两夹爪的方向﹐Y 方向为平行于定位销或定位柱的方向。
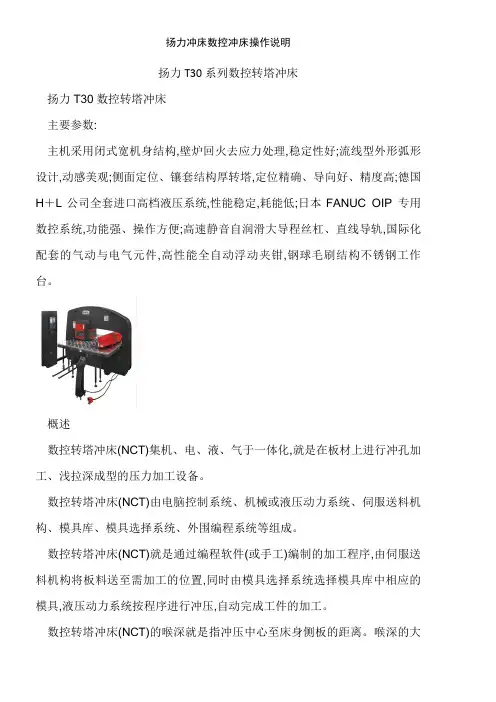
扬力T30系列数控转塔冲床扬力T30数控转塔冲床主要参数:主机采用闭式宽机身结构,壁炉回火去应力处理,稳定性好;流线型外形弧形设计,动感美观;侧面定位、镶套结构厚转塔,定位精确、导向好、精度高;德国H+L公司全套进口高档液压系统,性能稳定,耗能低;日本FANUC OIP 专用数控系统,功能强、操作方便;高速静音自润滑大导程丝杠、直线导轨,国际化配套的气动和电气元件,高性能全自动浮动夹钳,钢球毛刷结构不锈钢工作台。
概述数控转塔冲床(NCT)集机、电、液、气于一体化,是在板材上进行冲孔加工、浅拉深成型的压力加工设备。
数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。
数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应的模具,液压动力系统按程序进行冲压,自动完成工件的加工。
数控转塔冲床(NCT)的喉深是指冲压中心至床身侧板的距离。
喉深的大小直接决定加工板材的宽度尺寸大小(即沿床身长度方向加工的板材尺寸)。
运动轴X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴Y轴:将工件沿垂直于床身长度方向移动的伺服驱动轴A轴:旋转转塔型刀具库选择模具的旋转轴C轴:模具自动分度的旋转轴,可以任意角度旋转模具加工方式1)单冲:单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。
2)同方向的连续冲裁:使用长方形模具部分重叠加工的方式,可以进行加工长型孔、切边等。
3)多方向的连续冲裁:使用小模具加工大孔的加工方式。
4)蚕食:使用小圆模以较小的步距进行连续冲制弧形的加工方式。
5)单次成形:按模具形状一次浅拉深成型的加工方式。
6)连续成形:成型比模具尺寸大的成型加工方式,如大尺寸百叶窗、滚筋、滚台阶等加工方式。
7)阵列成形:在大板上加工多件相同或不同的工件加工方式。
加工工位通用厚转塔模具一般按模具能加工的孔径尺寸进行分级,方便模具的选用。
NCT是数控转塔冲床(Numerical Control Turret Punch Press) 英文的缩写。
数控转塔冲床(NCT)集机、电、液、气于一体化,是在板材上进行冲孔加工、浅拉深成型的压力加工设备。
数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。
数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应的模具,液压动力系统按程序进行冲压,自动完成工件的加工。
数控转塔冲床(NCT)的喉深是指冲压中心至床身侧板的距离。
喉深的大小直接决定加工板材的宽度尺寸大小(即沿床身长度方向加工的板材尺寸)。
数控冲床的运动轴X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴Y轴:将工件沿垂直于床身长度方向移动的伺服驱动轴A轴:旋转转塔型刀具库选择模具的旋转轴C轴:模具自动分度的旋转轴,可以任意角度旋转模具数控冲床的加工方式1)单冲:单次完成冲孔,包括直线分布、圆弧分布、圆周分布、栅格孔的冲压。
2)同方向的连续冲裁:使用长方形模具部分重叠加工的方式,可以进行加工长型孔、切边等。
3)多方向的连续冲裁:使用小模具加工大孔的加工方式。
4)蚕食:使用小圆模以较小的步距进行连续冲制弧形的加工方式。
5)单次成形:按模具形状一次浅拉深成型的加工方式。
6)连续成形:成型比模具尺寸大的成型加工方式,如大尺寸百叶窗、滚筋、滚台阶等加工方式。
7)阵列成形:在大板上加工多件相同或不同的工件加工方式。
数控冲床的工位通用厚转塔模具一般按模具能加工的孔径尺寸进行分级,方便模具的选用。
通常分为A、B、C、D、E五档。
A(1/2”)工位:加工范围Ø1.6~Ø12.7mmB(11/2”)工位:加工范围Ø12.7~Ø31.7mmC(2”) 工位:加工范围Ø31.7~Ø50.8mmD(31/2”)工位:加工范围Ø50.8~Ø88.9mmE(41/2”)工位:加工范围Ø88.9~Ø114.3mmCNC(数控机床)是计算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床。
NCT程序就是由基本指令以一定得格式组成得数码信息文件。
程序写作固定格式,NCT程序得一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___T___C___ M其中针对单个命令不要得指令不必记入。
现对NCT程序中常见得指令得基本格式及基应用介绍如下、1. G92坐标设定(原点设定)格式G92X___Y___材料自原点到冲头位置得距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用得机床就是VIP357,其原点坐标为X 1830,Y1270.2。
G90绝对坐标指令格式G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90、在绝对坐标指令读取时,若开头记入G90,则以后得BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同、3。
G91相对坐标指令G91指令指定得坐标不就是从原点算起,而就是自前一个孔位算起得增加值,使用此指令时必须在坐标值前记入G91、相对坐标指令读取时,最初以G91记入,以后得BLOCK一直到G90出现之前,G91均可省略不写。
4、G50回归原点指令使用G50指令,材料依G92指定得位置回归得同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5。
G70不冲孔指令格式G70X___ Y___材料仅位移,不冲孔、G70与G90或G91可以同时使用,且位置先后不影响其指定.G70得指令只在所属BLOCK内有效、例:G90X100、00 Y100。
00(有冲孔)G70G91 X200.00(无冲孔)G90Y300.00(有冲孔)6. G27、G25 自动移爪格式G27(或G25) X___(移动量)G27、G25指令就是用来换板及加工范围不够宽时所使用得换板功能、通常使用G27,当材料在夹爪夹住得边上有突出不平等得情形时,则使用G25、7。
G04暂停(滞留状态)格式G04 X___(时间)在轴移动时,作预定时间内暂停得机能8。
数控转塔冲床NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件,程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N—G_G—X—Y T C M其中针对单个命令不要的指令不必记入,现对数控冲床NCT程序中常见的指令的基本格式及基应用介绍如下.1.G92坐标设定(原点设定)格式G92 X Y材料自原点到冲头位置的距离,记忆于NC装置内,原点依据数控冲床NCT机种不同而有差异.现场使用的数控转塔冲床是VTP357,其原点坐标为X 1830,Y1270.2.G90绝对坐标指令格式G90 X—Y—G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BIOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3.G91相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4.G50同归原点指令使用G50指令,材科依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5.G70不冲孔指令格式G70 X—Y一材料仪位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 Xl00. 00 Yl00. 00 (有冲孔)G70 G91 X200. 00 (无冲孔)G90 Y300. 00 (有冲孔)6.G27?G25 自动移爪格式G27(或G25) X (移动量)G27?G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7.G04暂停(滞留状态)格式G04 X (时问)在轴移动时,作预定时间内暂停的机能.8.G72模式基准点指令格式G72 X—Y一欲使用模式基准点时,坐标值之前要加一G72.1 G72与G90或G91同时使用,且那一个先写都相同l G72仪有指示坐标的作用,而无决定位置或实行冲孔的动作.1 G72的下一行必需是实行冲孔的指令.1与G72在同一行内不可存在M?T等功能的指令.9.T指令定义刀具T为三位数宁所组成,则来指令所使用模具的ST ATION,位于X?Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于(位置)与T(使用模具)之指令之后,自动转角可于±360。
的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹e角的点开始,将圆周分成n等分,作n介点的冲孔指令.格式G26 Ir J±e Kn T一(C )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±e.反时针方向为正(+),顺时针方向为负(一)K=冲孔个数,反时针方向加工为J下(+),顺时针方向为负(一)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹e角的方向,问隔d的距离,冲n个孔的指令,格式G28 Id J±e Kn T一(C )T=问隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±e,反时针方向为正(+),顺时针方向为负(一)K=冲孔个数n.不包括模式基准点13. G29圆弧(ARC)以现在的位置或G72所指定的基准点为中心,,半径为r的圆周上,与X轴夹角为e的开始点,角度问隔△e,排列n个点的冲孔指令.格式G28 Ir J±e P±△e Kn T (C)I=圆的半径r,为正数J=最初冲孔起始点,角度±e,反时针方向为正(+),顺时针方向为负(一)P=角度问隔为±△e,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G:36?G:37格状孔此模式从G72指定的位置开始,X轴方向以d1为问隔.做n个,Y轴方向以d2为问隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加上指令,G37是以Y轴方向为优先力IIT指令,考虑到板料在运动.1.的稳定性,一般选用G36.格式G36 I±dl P nl J±d2 K n2 T (C )G36 T±dl P nl J±d2 K n2 T____ (C-)I=问隔±dl,J下(+)时为x轴方向,负(一)时为-X方向取问隔P=X轴方向的冲孔数nl(不含基准点)J=问隔±d2,正(+)时为Y轴方向,负(一)时为-Y方向取问隔K=Y轴方向的冲孔数n2(不含基准点)15. G66切边(SlIP)此模式是由G72所指定之基准点开始,在与X轴夹角为e。
的方向上,以Wl×W2之模具,作长度为±d的连续冲孔指令.格式G66 Ie J±e P±Wl Q±W2 D±d T____T=连续冲孔加工之长度eJ=角度±e.反时针为(+)时针为(一)P=模具边长±Wl(J方向的模具尺寸)Q=模具边±W2(与J成90。
方向的模具尺)Wl与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)1D若为负时连续冲也的长度比I短少2倍D的长,为止时则比I长2倍D.1连续冲孔的长度I,至少需为P (Wl)之1.5倍以上方可.16. G67矩形(SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度01,Y轴方向长e2的矩形,以长WIW2的模具连续冲孔的指令.格式G67 I±el J±e2 P Wl Q W2 TI=X轴方向冲孔长度±el.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±el.止为Y方向.负为Y轴负方向P=X方向模具长度Wl,为止值Q=Y方向模具长度W2,为正值,若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68蚕食圆弧(NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴火角为a l的点开始,增加e2的角度,以直径为w的模具,间隔为d来作蚕食加工之指令,格式G68 Ir J±ei K±e2 P土w Q d TI=圆的半径r,输入止值(但I<5700mm)J=加工起始点自X轴算起之角度±ei,反时针方向为正,顺时针方向为负K=蚕食加工的角度±e2,(+)时为逆时针加工,(一)时为顺时针加工P=模具直径±w,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入止数(最大d值为8mm)1板厚3. 2mm以上场合,或是问隔超过8mm时,以G78代替G68使川之.1蚕食所使用之模具,必须小于所蚕食之恻的半径.18. G69 I c J±e P±LIJ Qd T此模式是从G72指定的基准点开始,与X轴成e角方向,长度e,以直径v模具,间隔d 来蚕食的加工模式,格式G69 Te J±e P±LIJ Qd T_I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±e,反时针为止,顺时针为负P=模具直径±w,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食问隔d,正值输入,最人值为8rnm19. G78c11孔圆弧(PNC-A)此模式是以G72所指定之皋准点为中心,半径为r的圆周上,与X轴夹角为ei的点丌始,增力I1 e 2之角度,以直径w的模具,问隔为d米作蚕食加工之指令.格式G78 Ir J±ei K±e2 P土LIJ Qd Dt T____T=恻的半径r.输入正值J=加工起始点Hx轴算起之角度±e 1.反时针方向为正,顺时针方向为负K=蚕食加T的角度±e 2.(+)时逆时针加工(一)时顺时针加工P=模具直径±w.(+)时在圆的外侧加工,(一)时在圆的内侧加工Q=蚕食的问隔为dD=使用板厚t,(d至t)20. G79冲孔长圆(PNC-L)此模式是从G72指令的基准点开始,与X轴成ei角方向,长度e,直径w的模具,间隔d来蚕食的加工模式,格式G79 Ie J±ei P±w Q d Dt TI=蚕食执行的长度,为模式起点至模式终点的长度J=角度±ei,反时针为正,顺时针为负P=模具直径±w.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使川板厚t.(d。
t)21. G98 多数取的基准点与排列问隔之设定多数取加工时,制品对于材料作何种排列的指令格式G98 Xxo Yyo Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的问隔数ny……Y方向上排列的问隔数22. G7576 多数取执行指令除多数取程序外,UOO-VOO为止,为一个制品的子程序,此编号的VACRO对应w00,根据G98所设定之排列,令材料全部执行的指令.格式G75 W—Q- 以X方向为优先级执行G76 W Q 以Y方向为优先级执行w=为MACRO编号,与程序中的UOO vv00对应Q=为加工丌始的角落.oi-左下角:02-有下角:Q3-左上角:Q4-右上角23.MACRO机能(U)MACRO记忆机能,UOO与v00为程序中数个BI.OCK之记忆00则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式LOOVOOw00注:一个u…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13加工结束指令加工结束之后单一行输入25.M510、M559冲凸台形强筋前之指令,在冲凸台形强筋前中.一行输入.指令可在M510、M559.1中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560、M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560'M505.f.任选一个,但在同一程序中,不同的模具前不能使用一M指令.27. M502、M505 冲敲落孔前之指令在冲敲落孔前前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前小能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章。