工艺流程图1
- 格式:pdf
- 大小:104.76 KB
- 文档页数:10
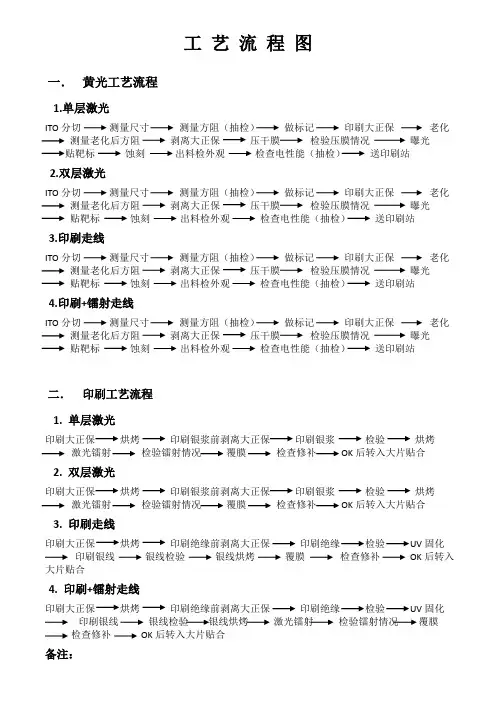
工艺流程图一.黄光工艺流程1.单层激光ITO分切- 测量尺寸测量方阻(抽检)做标记印刷大正保老化测量老化后方阻剥离大正保压干膜检验压膜情况曝光贴靶标蚀刻出料检外观检查电性能(抽检)送印刷站2.双层激光ITO分切- 测量尺寸测量方阻(抽检)做标记印刷大正保老化测量老化后方阻剥离大正保压干膜检验压膜情况曝光贴靶标蚀刻出料检外观检查电性能(抽检)送印刷站3.印刷走线ITO分切- 测量尺寸测量方阻(抽检)做标记印刷大正保老化测量老化后方阻剥离大正保压干膜检验压膜情况曝光贴靶标蚀刻出料检外观检查电性能(抽检)送印刷站4.印刷+镭射走线ITO分切- 测量尺寸测量方阻(抽检)做标记印刷大正保老化测量老化后方阻剥离大正保压干膜检验压膜情况曝光贴靶标蚀刻出料检外观检查电性能(抽检)送印刷站二.印刷工艺流程1.单层激光印刷大正保烘烤印刷银浆前剥离大正保印刷银浆检验烘烤激光镭射检验镭射情况覆膜检查修补OK后转入大片贴合2. 双层激光印刷大正保烘烤印刷银浆前剥离大正保印刷银浆检验烘烤激光镭射检验镭射情况覆膜检查修补OK后转入大片贴合3. 印刷走线印刷大正保烘烤印刷绝缘前剥离大正保印刷绝缘检验UV固化印刷银线银线检验银线烘烤覆膜检查修补OK后转入大片贴合4. 印刷+镭射走线印刷大正保烘烤印刷绝缘前剥离大正保印刷绝缘检验UV固化印刷银线银线检验银线烘烤激光镭射检验镭射情况覆膜检查修补OK后转入大片贴合备注:以上“检查修补”中涉及补新银浆的流程如下:补银浆烘烤覆膜转入大片贴以上“检查修补”中涉及修银浆连线的流程如下:修银浆覆膜转入大片贴合三.大片贴合工艺流程1.单层激光OCA分切检查尺寸及外观OCA开口OCA检查大张sensor撕保护膜检查外观大张sensor与OCA贴合检查贴合情况转入冲切站2. 双层激光OCA分切检查尺寸及外观OCA开口OCA检查大张sensor上线撕保护膜检查外观大张sensor上线与OCA贴合(ITO面)检查贴合情况剥离高温PET 高温PET面与OCA贴合检查贴合情况开避让口大张sensor下线撕保护膜检验外观上下线贴合检查贴合情况转入冲切站3. 印刷走线OCA分切检查尺寸及外观OCA开口OCA检查大张sensor撕保护膜检查外观大张sensor与OCA贴合检查贴合情况转入冲切站4. 印刷+镭射走线OCA分切检查尺寸及外观OCA开口OCA检查大张sensor撕保护膜检查外观大张sensor与OCA贴合检查贴合情况转入冲切站四. 冲切以及电测工艺流程1.单层激光冲定位孔冲切检查冲切情况sensor外观检sensor电测包装入库2. 双层激光冲定位孔冲切检查冲切情况脱泡sensor外观检sensor电测包装入库3. 印刷走线冲定位孔冲切检查冲切情况sensor外观检sensor电测包装入库4. 印刷+镭射走线冲定位孔冲切检查冲切情况sensor外观检sensor电测包装入库五.后段工艺流程1. 单层激光烧录FW(按需要) FPC贴ACF胶热压FOG电测涂防水胶(按需要)撕离型纸玻璃盖板检验玻璃盖板覆保护膜分割保护膜小片贴合检查贴合情况点硅胶脱泡成品外观检验覆过程保护膜撕过程保护膜贴正面保护膜贴背面保护膜贴泡绵(按需要)贴导光膜(按需要)成品电测OQC抽检包装入库2. 双层激光烧录FW(按需要) FPC贴ACF胶两次热压FOG电测涂防水胶(按需要)撕离型纸玻璃盖板检验玻璃盖板覆保护膜分割保护膜小片贴合检查贴合情况点硅胶脱泡成品外观检验覆过程保护膜撕过程保护膜贴正面保护膜贴背面保护膜贴泡绵(按需要)贴导光膜(按需要)成品电测OQC抽检包装入库备注:双层激光工艺中的“热压”工序上下线需分两次热压,先压下线后压上线。
质量手册A/0-2011 照GB/T19001-2008 idt ISO9001:2008编制
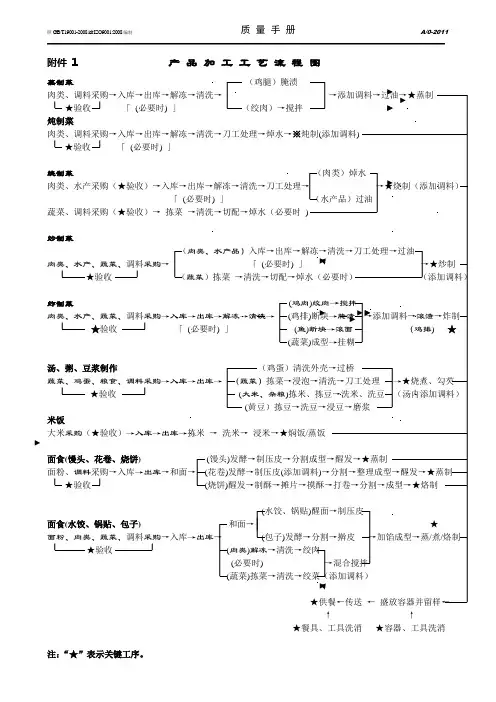
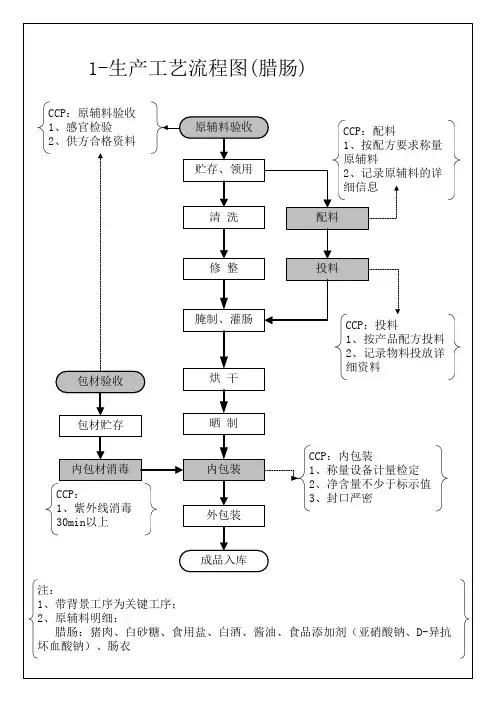
附件1 产品加工工艺流程图
蒸制菜(鸡腿)腌渍
肉类、调料采购→入库→出库→解冻→清洗→
★验收「(必要时) 」(绞肉)→搅拌
炖制菜
肉类、调料采购→入库→出库→解冻→清洗→刀工处理→焯水→※
★验收「(必要时) 」
烧制菜
「(必要时) 」
蔬菜、调料采购(★验收)→拣菜→清洗→切配→焯水(必要时
炒制菜
(肉类、水产品)
肉类、水产、蔬菜、调料采购→「(必要时) 」
★验收(蔬菜)拣菜
炸制菜(
肉类、水产、蔬菜、调料采购→入库→出库→解冻→清洗→(
★验收「(必要时) 」(鱼
(
汤、粥、豆浆制作(鸡蛋)清洗外壳→过桥
蔬菜、鸡蛋、粮食、调料采购→入库→出库→(蔬菜)
★验收(大米、杂粮)
(黄豆)拣豆→洗豆→浸豆→磨浆
米饭
大米采购(★验收)→入库→出库→拣米→洗米→浸米→★焖饭
面食(馒头、花卷、烧饼)(馒头)
面粉、调料采购→入库→出库→和面→(花卷)发酵→制压皮(
★验收(烧饼)
(水饺、锅贴
面食(水饺、锅贴、包子) 和面→
面粉、肉类、蔬菜、调料采购→入库→出库→(包子)
★验收(肉类)解冻
(必要时)
(蔬菜)
↑↑
★餐具、工具洗消★容器、工具洗消注:“★”表示关键工序。

建设项目工程分析工艺流程简述(图示):木托盘、包装箱的生产工艺流程图见图2:图1木托盘、包装箱的生产工艺流程图工艺流程简述:本项目生产的木托盘、木箱有两种型号的,一种是胶合板制成的,另一种是实木制成的。
1、胶合板木托盘、木箱的生产工艺流程:根据产品的需要,购入尺寸已加工好的胶合板、胶合板条、脚墩,然后用卷钉将其钉制连在一起形成一定规格的木托盘、木箱,此种产品的生产流程不产生木屑、粉尘,只有在组装时射钉枪产生的噪声。
2、实木木托盘、木箱的生产工艺流程:根据产品的需要,购入一定规格的实木板条,在下料车间锯成一定规格的实木板条、脚墩,再利用刨料机简单的压刨,使其实木板条表面光滑,然后用卷钉将其钉制连在一起形成一定规格的木托盘、木箱,此种产品的生产流程会产生小部分的木材截头、刨花;木材截头边角料公司外售给周边的农民和部分企业作为燃料,刨花外售,作为生产刨花板的主要原料。
主要污染工序:(一)施工期本项目已于2000年建成,因此,施工期不在本报告评价范围内。
(二)营运期(1)废气废气主要来锯切、抛光工序产生的粉尘。
锯切、修边、抛光工序产生的粉尘:本项目锯切、抛光等过程均会产生锯末粉尘,根据《第一次全国污染源普查工业污染源产排污系数手册》,原木在车间不安装除尘设备的带锯制材加工时,污染物粉尘产生量为0.15kg/m3产品,本项目在制作胶合板木托盘和木箱时,材料不需要锯切、抛光,需要加工的木材量为7656m3,则锯切过程粉尘产量为1.15t/a。
由于项目外购原木含水率较高(约60%)),在锯切、抛光等过程锯末粉尘的产生量较小,项目刨料机、抛光机均设置在生产厂房内,同时刨料机、抛光机均设置有布袋吸尘机。
通过车间内粉尘重力沉降,布袋吸尘等控制措施后,锯末粉尘处理效率约为85%,则项目锯末粉尘排放量为0.173t/a,排放速率为0.093kg/h。
环评要求,定期对沉降的粉尘进行清扫,收集后外售给刨花板厂作为生产原料。



化工工艺图(工艺安装和指导生产的重要技术文件)工艺流程图(方案流程图和施工流程图)、设备布置图和管路布置图一、方案流程图1方案流程图(流程示意图或流程简图)初步设计阶段示意性的展开图,并加有必要的标注与说明①设备的画法:用细实线画出设备的大致轮廓或示意图,一般不按比例,但应保持它们的相对大小。
②各设备之间的高低位置及设备上重要接管口的位置,应大致符合情况。
③在方案流程图中,同样的设备可只画一套;备用设备可以省略不画。
2工艺流程图的画法①用粗实线画出主要物料的工艺流程线,用箭头标明物料流向,并在流程线的起始和终了位置注明物料的名称、来源或去向。
②如遇流程线之间、或流程线与设备之间发生交错或重叠,而实际并不相连时,应将其中一条断开或曲折绕过,以使各设备间流程线的表达清晰明了、排列整齐。
③在方案流程图中,一般只画出主要工艺流程线,其它辅助流程线不必一一画出。
3位号与名称注写在流程图的上方或下方和靠近设备图形的显著位置列出设备的位号及名称。
或可将设备依次编号,并在图纸空白处按编号顺序集中列出设备名称。
但对于流程简单、设备较少的方案流程图也可以不编号,而将名称直接注写在设备的图形上。
(为了给工艺方案的讨论和施工流程图的设计提供更为详细具体的资料,还常将工艺工艺流程图中关于流量、温度、压力、液面以及成分分析等测量控制点画在方案流程图上,这种图与施工流程图比较接近。
方案流程图的图幅一般不做规定。
图框和标题栏亦可省略。
)二、施工流程图1、(工艺管道及仪表流程图或带控制点管道安装流程图)。
这种流程图应画出所有的生产设备和全部管道。
它是设备布置图和管道布置图的设计依据,并为施工安装、生产操作提供参考。
施工流程图的表达一般应包括以下几项内容:①带设备位号、名称和接管口的各种设备示意图。
②带管道号、规格和阀门等管件以及仪表控制点(测温、测压、测流量、分析点等)的各种管道流程线。
③对阀门等管件和仪表控制点图例符号的说明。