铝及铝合金板材的厚度及允许偏差GB
- 格式:docx
- 大小:12.58 KB
- 文档页数:2
《铝及铝合金挤压型材尺寸偏差》国家标准编制说明(送审稿),2007-06-251 工作简况1.1 任务来源随着我国国民经济的发展,我国的铝及铝合金挤压型材正在飞速发展,并出口到美国、欧洲等世界各国。
为适应国外市场的需要,本标准是为了配合《一般工业型材生产许可证》评审的要求和需要,在修订GB/T6892-2000《一般工业用铝及铝合金挤压型材》的同时于2004年11月2~5号在长沙由全国有色标准化技术委员会年会上提出修订的,以便与新修订的GB/T6892《一般工业用铝及铝合金挤压型材》国家标准相配套。
全国有色金属标准化技术委员会以有色标委(2006)13号文下达了本标准的起草任务,由西南铝业(集团)有限责任公司任主编单位。
本标准主要在原GB/T14846-93的基础上,参照欧共体EN755.9-1998《铝及铝合金棒、管、型----型材的尺寸及外形允许偏差》、EN12020.2-2001《6060及6063铝合金精密型材第2部分:尺寸及外形允许偏差》和ANSIH35.2M-1993《铝加工产品的尺寸偏差》标准制订。
1.2 编制组情况本标准在2004年11月2~5号在长沙由全国有色标准化技术委员会年会上成立编制组,主编单位为西南铝业(集团)有限责任公司,参加单位为中国有色金属工业标准计量质量研究所、东北轻合金加工有限责任公司等。
1.3 主要工作过程1.3.1 本标准于2005年9月提出《初稿》,于2005年9月23日在成都召开标准讨论会,根据成都讨论会精神,提出标准的《征求意见稿》。
1.3.2 本标准于2006年4月8日~10日,由全国有色金属标准化技术委员会主持,在广州市召开了本标准的预审会,参加会议的有70个单位,130名代表,与会代表对《征求意见稿》进行了认真的讨论。
现根据广州预审会精神和对《征求意见稿》的讨论意见,提出本标准的《送审稿》。
2 标准主要内容2.1 定义根据广州预审会精神,为了确切理解和解释型材的外接圆直径,因此,增加“外接圆直径”的定义。
铝合金厚度标准铝合金厚度标准是指在各种铝合金制品中规定的厚度范围,它是生产和加工过程中的重要技术指标。
合理选择铝合金的厚度可以保证产品的安全性、稳定性和性能。
以下是铝合金厚度标准的相关参考内容。
1. 不同铝合金的厚度要求:不同类型的铝合金材料在被制成产品时,其厚度标准是不同的。
根据铝合金的成分和用途的不同,厚度标准会有所不同,例如飞机机身的铝合金板材通常厚度要求较薄,而船舶的铝合金板材厚度要求相对较厚。
2. 铝合金板材的厚度公差:铝合金板材的生产过程中会有一定的公差要求。
通常情况下,这些公差会依赖于铝合金板材的厚度,一般情况下,铝合金板材的公差要求应该控制在±0.5mm内。
3. 铝合金板材表面厚度的检测:为了保证铝合金板材的质量和一致性,通常需要对其厚度进行检测。
常用的检测方法有电涡流检测、超声波检测和光学测量等。
其中,电涡流检测适用于较薄的铝合金板材,超声波检测适用于较厚的铝合金板材。
4. 不同用途的铝合金制品的厚度标准:不同的铝合金制品在用途上有着不同的要求,因此其厚度标准也有所不同。
例如,在航空航天领域使用的铝合金零件,在结构和重量的要求下,其厚度标准通常比较薄。
而在建筑领域使用的铝合金门窗、铝合金幕墙等制品,其厚度标准相对较厚。
5. 铝合金厚度标准与产品性能之间的关系:铝合金材料的厚度与其性能有着密切的关系。
一般情况下,铝合金板材的厚度越大,其强度和刚度就越高,但是重量也会相应增加。
因此,在选择铝合金材料厚度时,需要根据具体产品的使用要求和性能需求来确定。
总之,铝合金厚度标准是铝合金制品生产和加工过程中的重要技术指标。
它不仅与产品的质量、性能和稳定性有关,也与产品的用途和行业要求密切相关。
合理选择铝合金的厚度,可以保证产品满足相应的性能要求,具有更好的使用效果和市场竞争力。
7a33铝合金板材标准
7a33铝合金板材是一种常见的铝合金材料,其标准由国家标准化管理委员会制定,具体标准为GB/T 3880-2012《铝及铝合金板材》。
以下是关于7a33铝合金板材标准的详细内容:
1. 材料成分:7a33铝合金板材的主要成分为铝(Al)和其他合金元素,其中含有较高的锌(Zn)和镁(Mg)含量。
2. 物理性能:根据标准,7a33铝合金板材的物理性能应满足以下要求:
- 密度:2.68g/cm³,为常见铝合金材料的密度范围之一。
- 强度:抗拉强度为≥280MPa,屈服强度为≥110MPa,具有较高的强度和硬度。
- 延伸率:延伸率为≥8%,具有一定的可塑性和延展性。
3. 尺寸和表面质量:7a33铝合金板材的标准规定了其尺寸和表面质量要求,包括板材的厚度、宽度和长度等参数,以及表面的平整度、表面缺陷和氧化膜等要求。
4. 加工性能:7a33铝合金板材具有良好的加工性能,可以进行冷加工、热加工和焊接等工艺。
此外,该材料还具有优异的耐腐蚀性能,适用于多种工业领域的应用。
总结:7a33铝合金板材是一种具有高强度、硬度和延展性的铝合金材料,符合GB/T 3880-2012标准的要求。
它适用于各种工业领域,如航空航天、汽车制造、建筑等,并且具有良好的加工性能和耐腐蚀性能。
内部公开▲Q/ZX 中兴通讯股份有限公司企业标准(检验和试验方法技术标准)Q/ZX 12.203.4-2007代替Q/ZX 12.203.4-2001金属制品技术规范铝及铝型材技术要求2007-03-12发布 2007-03-16实施中兴通讯股份有限公司发布前言为了提高金属结构件生产制造质量,加强对金属制品生产流程相关环节的监督检验和质量控制,保证结构件设计要求的完全贯彻和实施,特编写本系列标准。
《金属制品技术规范》为系列标准:Q/ZX 12.203.1《金属制品技术规范-钣金冷冲压件技术要求和检验规则》Q/ZX 12.203.2《金属制品技术规范-机械切削加工件》Q/ZX 12.203.3《金属制品技术规范-铸造加工件》Q/ZX 12.203.4《金属制品技术规范-铝及铝型材技术要求》Q/ZX 12.203.5《金属制品技术规范-焊接加工》Q/ZX 12.203.6《金属制品检验规范-镀覆零件检验》Q/ZX 12.203.7《金属制品检验规范-化学处理层的质量检验》Q/ZX 12.203.8《金属制品技术规范-涂覆层技术条件》Q/ZX 12.203.9《金属制品检验规范-丝印加工检验》Q/ZX 12.203.10《金属制品技术规范-紧固件》Q/ZX 12.203.11《金属制品技术规范-机柜装配技术要求》Q/ZX 12.203.12《金属制品技术规范-汇流排技术要求与试验方法》本标准是《金属制品技术规范》第4部分。
本标准由Q/ZX 12.203.4-2001修订而成,主要修订内容如下:a)规范名称更改及文档结构调整;b)增加喷砂和拉丝质量要求;c)删掉型材化学成分中的高、低倍组织要求;d)删掉氧化膜厚度及色泽质量要求中的内容。
本标准自实施之日起代替 Q/ZX 12.203.4-2001。
本标准由中兴通讯股份有限公司康讯结构系统部提出,总部直属部门质量部归口。
本标准起草部门:质企中心工艺部。
本标准起草人:万东霞。
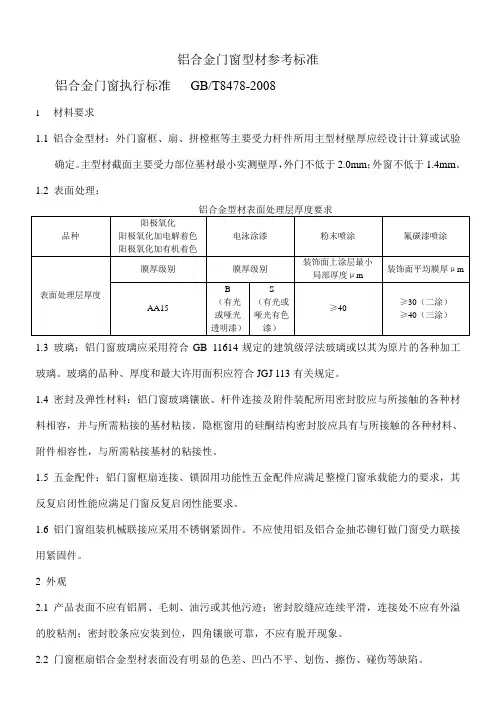
铝合金门窗型材参考标准铝合金门窗执行标准GB/T8478-20081 材料要求1.1铝合金型材:外门窗框、扇、拼樘框等主要受力杆件所用主型材壁厚应经设计计算或试验确定。
主型材截面主要受力部位基材最小实测壁厚,外门不低于2.0mm;外窗不低于1.4mm。
1.2 表面处理:1.3 玻璃:铝门窗玻璃应采用符合GB 11614规定的建筑级浮法玻璃或以其为原片的各种加工玻璃。
玻璃的品种、厚度和最大许用面积应符合JGJ 113有关规定。
1.4 密封及弹性材料:铝门窗玻璃镶嵌、杆件连接及附件装配所用密封胶应与所接触的各种材料相容,并与所需粘接的基材粘接。
隐框窗用的硅酮结构密封胶应具有与所接触的各种材料、附件相容性,与所需粘接基材的粘接性。
1.5 五金配件:铝门窗框扇连接、锁固用功能性五金配件应满足整樘门窗承载能力的要求,其反复启闭性能应满足门窗反复启闭性能要求。
1.6 铝门窗组装机械联接应采用不锈钢紧固件。
不应使用铝及铝合金抽芯铆钉做门窗受力联接用紧固件。
2 外观2.1 产品表面不应有铝屑、毛刺、油污或其他污迹;密封胶缝应连续平滑,连接处不应有外溢的胶粘剂;密封胶条应安装到位,四角镶嵌可靠,不应有脱开现象。
2.2 门窗框扇铝合金型材表面没有明显的色差、凹凸不平、划伤、擦伤、碰伤等缺陷。
2.3 铝合金型材表面在许可范围内的擦伤和划伤,可采用相应的方法进行修补,修补后应与原涂层的颜色和光泽基本一致。
2.4 玻璃表面应无明显色差、划痕和擦伤。
3 门窗及装配尺寸门窗及框扇装配尺寸偏差单位:mm4 装配质量4.1门窗框、扇杆件连接牢固,装配间隙应进行有效的密封,紧固件就位平整,并进行密封处理。
4.2门窗附件安装牢固,开启扇五金配件运转灵活,无卡滞。
紧固件就位平整,并进行密封处理。
4.3 门窗框、扇杆件的连接构造可靠,人接触的部位应平整,具有使用的安全性。
4.4 门窗附件的安装连接构造可靠,并具有更换和维修的方便性。
长期承受荷载和门窗反复启闭作用的五金配件,其本身构造应便于其易损零件的更换。
国标铝板厚度允许偏差
一、国标规定
据《GB/T 3880.1-2012 铝及铝合金板、带、箔第1部分:通用规范》规定,铝板的厚度公差分为A类和B类两种。
其中,A类公差精度更高,适用于要求较高的应用场合。
B类公差精度相对较低,适用于一般用途。
二、公差偏差
A类公差范围内,铝板厚度的公差偏差为±0.05mm,B类公差范
围内厚度的偏差为±0.15mm。
也就是说,按照国家标准,铝板厚度的允许偏差范围是在±0.05mm和±0.15mm之间。
三、影响因素
铝板的厚度公差偏差与多种因素有关,主要包括生产设备的精度、生产工艺、原材料等因素。
因此,在生产、加工和使用过程中,需要严格遵守国家标准并根据实际情况进行相关的调整和控制。
四、结论
综上所述,根据铝板厚度的国标规定,其公差偏差范围在±
0.05mm和±0.15mm之间。
在生产、加工和使用过程中,需要严格遵
守国家标准,并根据实际情况进行相关的调整和控制,以确保铝板的质量和使用效果。
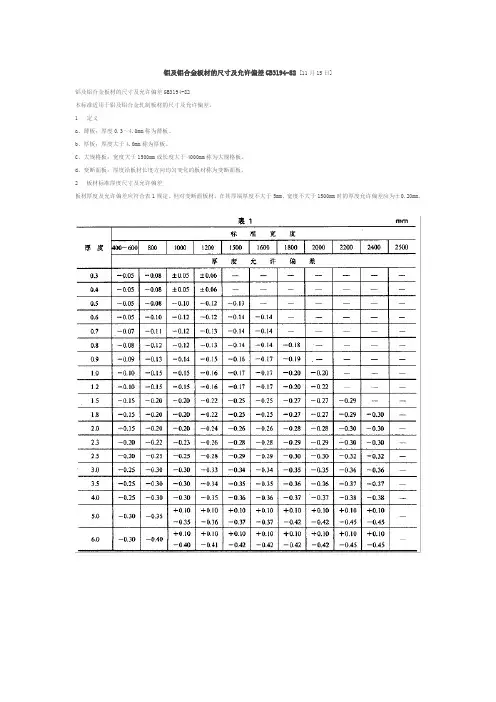
铝及铝合金板材的尺寸及允许偏差GB3194-82 [11月15日]铝及铝合金板材的尺寸及允许偏差GB3194-82本标准适用于铝及铝合金轧制板材的尺寸及允许偏差。
1 定义a、薄板:厚度0.3~4.0mm称为薄板。
b、厚板:厚度大于4.0mm称为厚板。
C、大规格板:宽度大于1500mm或长度大于4000mm称为大规格板。
d、变断面板:厚度沿板材长度方向均匀变化的板材称为变断面板。
2 板材标准厚度尺寸及允许偏差板材厚度及允许偏差应符合表1规定。
但对变断面板材,在其厚端厚度不大于5mm、宽度不大于1500mm时的厚度允许偏差应为±0.20mm。
3 板材宽度允许偏差3.1 薄板宽度允许偏差应符合表2规定。
3.2 厚板宽度允许偏差,切边时为3.3 变断面板材宽度允许偏差,切边时为。
4 板材标准长度及其允许偏差4.1 板材标准长度为2000、2500、3000、3500、4000、4500、5000、5500、6000、7000、8000、9000、10000mm。
当厚度大于40mm时,在用整个铸块轧制后,不切头、尾、以实际长度交货。
变断面板材的公称长度,以薄端、厚端得公称和平均楔形度计算。
4.2 板材长度允许偏差应符合表3规定。
5 短尺和其他规定5.1 对于板材长度和宽度,每批允许有不超过10%的短尺(蒙皮板除外),短尺长度和宽度不应小于其公称尺寸的90%,热轧板不应小于80%.5.2 对板材尺寸或允许偏差由其他要求时,应由供需双方另行协商。
6 尺寸测量6.1 板材在验收时测量尺寸。
6.2 厚度应在长边距离板角不小于115mm,距离板材边缘不小于25mm的范围测量。
6.3 尺寸测量值不允许修约。
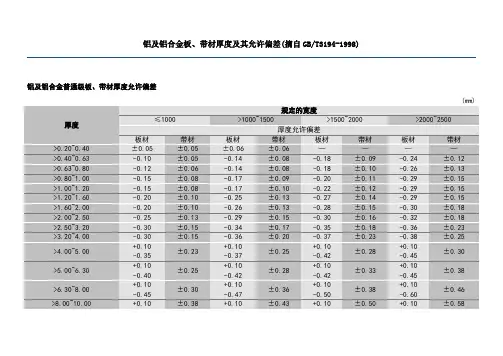
铝及铝合金板、带材厚度及其允许偏差(摘自GB/T3194-1998) 铝及铝合金普通级板、带材厚度允许偏差
航空工业用铝合金高精级板带材厚度允许偏差
非航空工业用铝合金高精级板带材厚度允许偏差
注:1 GB/T3194-1998将产品分为板材、带材、大规格板(宽度大于1500mm或长度大于4000mm),变断面板(厚度沿板材方向均匀变化的板)。
2尺寸分级:非航空工业用板材厚度、航空工业用板材厚度、宽度、长度、不平度等项目分为普通级和高精级;对角线、侧边弯曲度只有高精级;带材只有厚度、宽度指标分普通级与高精级,变断面板材不分级。
3航空工业用高精级板材的合金牌号为:2014、2024、201、2A14、2A12、2A11、7075、7A04、7A09等。
4普通级板带厚度允许偏差,如果对于非对称偏差的板材,需要对称偏差时,由双方协商采用相应带材的偏差。
5航空工业用和非航空工业用高精级板、带材厚度允许偏差采用单向偏差“+”或“-”时,其值为表中数值的2倍;表中未规定部分的偏差按本表普通级的相应规定。
6厚度大于40mm普通级板材,在用整个铸块轧制后,不切头尾,整块交货。
7变断面板材公称长度以薄端、厚端的公称厚度和平均楔形度计算。
金属板材和带材国标
金属板材和带材的国家标准是GB/T 3880-2019《铝及铝合金板材和带材》。
该标准规定了铝及铝合金板材和带材的分类、要求、试验方法、标志、包装、运输和贮存等内容。
具体来说,该标准涵盖了铝及铝合金板材和带材的材质、化学成分、机械性能、尺寸偏差、表面质量、耐蚀性能、加工性能等方面的要求。
这些要求旨在保证金属板材和带材的质量,以满足不同工程和制造领域的需求。
此外,除了GB/T 3880-2019标准外,不同金属材料可能还有其他相关的国家标准,例如钢铁、铜等材料的板材和带材也有相应的国家标准。
这些标准通常由国家标准化管理机构发布,旨在规范和统一金属材料的生产、加工和应用,以确保产品质量、安全和可靠性。
总的来说,金属板材和带材的国家标准对材料的质量、性能、加工工艺等方面提出了明确的要求,对于生产厂家、工程设计单位和使用者来说,遵循国家标准是确保金属材料质量和安全的重要保障。
铝合金型材厚度标准铝合金型材是一种常见的建筑材料,由于其轻质、耐腐蚀、易加工等特点,被广泛应用于建筑、汽车、航空航天等领域。
在实际应用中,铝合金型材的厚度标准是至关重要的,它直接影响着型材的承载能力、稳定性和使用寿命。
本文将就铝合金型材厚度标准进行探讨,以期为相关行业提供参考。
首先,铝合金型材的厚度标准应符合国家标准和行业规范。
在中国,铝合金型材的生产和使用需符合《建筑铝合金型材》(GB/T 5237)等国家标准,同时还需根据具体用途和行业要求制定相应的标准规范。
因此,在选择铝合金型材时,需严格按照标准要求进行选型和设计,以确保其质量和安全性。
其次,铝合金型材的厚度标准应根据实际工程需求进行确定。
不同的工程项目对铝合金型材的要求各不相同,有些需要承受较大的荷载,有些则需要具有较高的耐腐蚀性能。
因此,在设计和选用铝合金型材时,需充分考虑工程的实际使用环境和要求,确定合适的厚度标准,以满足工程的需求。
另外,铝合金型材的厚度标准还应考虑其加工和成本因素。
过大或过小的厚度都会影响到铝合金型材的加工性能和成本,因此在确定厚度标准时,需综合考虑材料的成本、加工工艺和性能要求,找到一个最佳的平衡点,以确保型材的质量和经济性。
此外,铝合金型材的厚度标准还需考虑其与其他材料的配合情况。
在实际工程中,铝合金型材往往需要与钢材、玻璃等其他材料进行配合使用,因此其厚度标准还需考虑到与其他材料的搭接和连接方式,以确保整体结构的稳定性和安全性。
最后,铝合金型材的厚度标准还需考虑到其在使用过程中的变形和老化情况。
在实际使用中,铝合金型材会受到各种外部因素的影响,可能会发生变形和老化现象。
因此在确定厚度标准时,需考虑到型材的使用寿命和稳定性,选择合适的厚度标准,以延长型材的使用寿命。
综上所述,铝合金型材的厚度标准是一个综合考量的问题,需要考虑国家标准、工程需求、加工成本、配合情况和使用寿命等多个方面的因素。
只有在充分考虑各种因素的基础上,才能确定合适的厚度标准,以确保铝合金型材的质量和安全性。
铝及铝合金板、带材厚度及其允许偏差(摘自GB/T3194-1998) 铝及铝合金普通级板、带材厚度允许偏差
航空工业用铝合金高精级板带材厚度允许偏差
非航空工业用铝合金高精级板带材厚度允许偏差
注:1 GB/T3194-1998将产品分为板材、带材、大规格板(宽度大于1500mm或长度大于4000mm),变断面板(厚度沿板材方向均匀变化的板)。
2尺寸分级:非航空工业用板材厚度、航空工业用板材厚度、宽度、长度、不平度等项目分为普通级和高精级;对角线、侧边弯曲度只有高精级;带材只有厚度、宽度指标分普通级与高精级,变断面板材不分级。
3航空工业用高精级板材的合金牌号为:2014、2024、201、2A14、2A12、2A11、7075、7A04、7A09等。
4普通级板带厚度允许偏差,如果对于非对称偏差的板材,需要对称偏差时,由双方协商采用相应带材的偏差。
5航空工业用和非航空工业用高精级板、带材厚度允许偏差采用单向偏差“+”或“-”时,其值为表中数值的2倍;表中未规定部分的偏差按本表普通级的相应规定。
6厚度大于40mm普通级板材,在用整个铸块轧制后,不切头尾,整块交货。
7变断面板材公称长度以薄端、厚端的公称厚度和平均楔形度计算。