高频感应钎焊在硬质合金的应用
- 格式:docx
- 大小:143.57 KB
- 文档页数:5
影响硬质合金与钢基体高频感应钎焊质量的主要因素及改善措施引言高频感应钎焊是一种常用于硬质合金与钢基体连接的焊接方法。
在实际生产中,确保钎焊质量的稳定和可靠对产品的质量和可靠性至关重要。
本文将介绍影响硬质合金与钢基体高频感应钎焊质量的主要因素,并提出相应的改善措施。
影响硬质合金与钢基体高频感应钎焊质量的主要因素1.温度控制:正确的温度控制是影响钎焊质量的关键因素之一。
温度过高或过低都会影响焊接接头的强度和可靠性。
因此,在钎焊过程中,需要确保合适的焊接温度以获得最佳的焊接结果。
2.钎料选择:正确选择钎料也是影响钎焊质量的重要因素之一。
钎料应具备良好的润湿性和与硬质合金及钢基体的相容性。
通过正确选择合适的钎料,可以改善焊接接头的强度和可靠性。
3.表面处理:硬质合金与钢基体的表面处理对钎焊质量也有重要影响。
表面处理可以去除表面氧化层和污染物,提高接头的润湿性和钎焊接头的强度。
常用的表面处理方法包括机械打磨、化学处理等。
4.焊接时间和焊接压力:适当的焊接时间和焊接压力对钎焊质量也有重要影响。
焊接时间过长或过短都可能导致焊接接头的质量不稳定。
同时,焊接压力过大可能会造成接头变形或焊接缺陷,而焊接压力过小则可能会导致焊接接头的强度不足。
5.焊接工艺参数的控制:控制焊接工艺参数也是影响钎焊质量的重要因素之一。
包括工作频率、电流、预热温度等参数的选择和控制都会影响钎焊接头的质量。
通过合理调整这些参数,可以获得更好的钎焊质量。
改善措施为了获得更好的硬质合金与钢基体高频感应钎焊质量,以下是一些改善措施的建议:1.精确控制焊接温度:通过控制感应加热设备的温度,确保钎焊接头达到合适的温度,避免过高或过低的温度对焊接质量的不良影响。
2.选择合适的钎料:根据实际需求,选择具有良好相容性和润湿性的钎料,确保钎料与硬质合金及钢基体之间的良好连接。
3.确保充分的表面处理:使用适当的方法对硬质合金和钢基体进行表面处理,去除氧化层和污染物,增加钎焊接头的强度和可靠性。
高频感应热设备的应用非常广泛,它的实际用途有:加热、热处理、焊接、退火,下面为大家详细介绍:加热:1、热锻它主要是把金属工件加热到一定温度后(根据材质不同加热温度也不同),通过冲床、锻床或其他形式把工件锻压成其他形状。
例如:表壳、表胚、拉手、模具附件、厨房餐具用品、工艺品、标准件、紧固件、机械零件加工、铜锁、铆钉、钢钎、钎具的热挤压等等。
2、热配合它主要是指不同种金属之间或金属与非金属之间通过对金属的加热,利用热扩张或热熔解的原理使两者连接在一起。
例如:铜芯与铝片、喇叭网的埋值焊接、钢塑管的复合、铝箔的封口(牙膏皮)、电机转子、电热管封口等等。
3、熔炼它主要是指通过对金属的高温,把金属化成液体,主要适用于铁、钢、铜、铝、锌以及各种贵重金属。
如金、银的熔化。
热处理它主要是通过对工件的加热等处理后使得金属材质的硬度发生变化,具体应用如下:1、各种五金工具、手工具。
如钳子、板手、锤子、斧头、旋具、剪刀(园艺剪)等的淬火;2、各种汽车、摩托车配件。
如曲轴、连杆、活塞销、链轮、铝轮、气门、摇臂轴、传动半轴、小轴、拔叉等的淬火;3、各种电动工具。
如齿轮、轴心;4、机床行业类。
如机床床面、机床导轨等的淬火;5、各种五金金属零件、机械加工零件。
如轴类、齿轮(链轮)、凸轮、夹头、夹具等的淬火;6、五金模具行业。
如小型模具、模具附件、模具内孔等的淬火;焊接:它主要是通过加热到一定温度使焊料熔化,从而把两种一样材质或不同材质的金属连接在一起,具体应用如下:1、各种五金刀具的焊接:金刚石刀具、磨具、钻具、合金锯片、硬质合金车刀、铣刀、铰刀、刨刀、木工钻头等的焊接;2、各种五金机械配件的焊接:五金卫浴产品、制冷铜配件、灯饰配件、精密模具配件、五金拉手、打蛋器、合金钢与钢、钢与铜、铜与铜等同种金属或异种金属的银焊、铜焊;3、复合锅底焊接主要用于圆形、方形及其它异形平面不锈钢锅底与铝片的三层钎焊,也可用于其它金属平面钎焊。
4、电热水壶(电咖啡壶)的发热盘焊接主要用于不锈钢平底、铝片与各种形状电热管之间的钎焊。
硬质合金钎焊裂纹的产生机理与预防措施(一)对于硬质合金的发展和应用来讲,质量显得越来越重要,但是在一些厂家焊接使用过程中,经常会出现一些问题,例如:裂纹。
今天比亚特自动化和大家一起就来了解下——钎焊裂纹产生的根源是钎焊过程中产生的拉应力超过了硬质合金的抗拉强度,有时也产生于基体。
通过长期的实验和总结,我们可以发现拉应力的产生有五种途径有:工具结构、热应力、机械性能差异、后续加工等等。
一、工具结构引发的裂纹由于工具结构设计不合理而产生附加拉应力,是引起裂纹的重要因素。
其中,封闭式或半封闭式的钎缝都是增加钎焊应力促使产生裂纹的主要原因。
设计人员应掌握以下原则:即在满足使用所需的钎缝强度前提下,尽可能减少钎焊面和钎焊面积。
设计人员在设计工具时,首先校核的是钎缝强度。
为了提高连接强度常常简单的增加钎焊面或钎焊面积,忽视了增加钎焊面积时带来的钎焊应力,导致裂纹的根源不在钎焊过程,很难依靠钎焊工艺避免这类裂纹产生。
二、热应力引发的裂纹热应力引发的硬质合金裂纹的主要诱因是钎焊加热速度过快或钎焊后剧冷。
火焰钎焊、电阻钎焊和高频感应焊等钎焊工艺容易导致钎焊加热过快、升温过速。
氧气乙炔焰加热时,火焰的高温区可达3000℃,当火焰直接烧硬质合金时,使硬质合金表面或局部升温过快时,有时甚至将硬质合金的边角部分烧化,硬质合金尺寸大时将引发裂纹。
高频钎焊时,感应电流的尖角效应、集肤效应和环向效应导致硬质合金局部升温过快、过高而产生裂纹。
钎焊后因剧冷而引发裂纹有下列几种情况:钎焊后,将工具放在潮湿的地面上,或是放在潮湿的石灰槽中,钎焊后,工具被冷风吹;钎焊后,因工具需要淬火而发生剧冷。
一般情况下,对YT30、YT15及大面积钎焊的硬质合金工具,不适宜在钎焊后进行整体淬火,把握好适当的方法来使用比亚特自动化感应钎焊方法,以免发生裂纹。
三、力学性能差异引发的纹裂对于YT60、YT30、YW2、YG2、YG3X等牌号的硬质合金,由于冲击韧度差,在钎焊时容易产生裂纹。
钎涂工艺简介钎涂工艺是由我公司主导开发改进设计的一种介于热喷涂工艺与焊接工艺之间的特殊涂层成型工艺,它结合了热喷涂和焊接工艺的优点。
钎涂工艺设备的主要组成包括高频钎涂设备、能量转换器、移动工装。
(1)高频钎涂设备选择了高频电源作为表面处理的感应电源,这种电源经改进后,利用特殊设计的能量转换器,使其具有适合于大型零件表面处理的优点,配合多轴数控系统,根据各轴的运动方向和距离编程,使其运动轨迹自动进行,精确度可达0.1mm 以内。
(2)能量转换器获得致密均匀涂层,靠高速热喷涂来达到;而超过100Mpa的结合强度,必须靠增加其冶金结合来获取。
因此,我们采用了“超音速火焰喷涂”加“钎料表面高频重熔”来制作。
在高频电流的作用下,对经预热的材料涂层与基体表面迅速加热,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。
最终沉积物是致密的金属结晶组织并与基体形成约0.1mm左右的冶金结合层,孔隙率基本降为零,其结合强度超100MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面。
基体和涂层通过高频加热,不但加热时间短,而且使液体钎料对流、元素扩散充分。
加上钎料本身所具有的良好润湿性,充分填满间隙,(3)钎焊过程中,对基体影响减少到最小。
高频加热能量集中,升温速度快,基体变形小。
钎料表面重熔对基体材料不会造成熔焊带来的损伤,对基体影响极小,钎焊涂层表面平整、不易出现裂纹和孔洞、后续加工量很小,与基体形成冶金结合,结合强度高。
图1:钎涂涂层示意图图2:钎涂试块一、钎涂层的性能1、线膨胀系数钎涂层的线膨胀系数见表1。
改表说明,钎涂层的线膨胀系数绒碳钢和铁素体钢比较接近,因此适用于这类材料的钎涂。
钎涂层的线膨胀系数比奥氏体钢小,对于奥氏体钢的钎涂,由于线膨胀系数差别较大,容易出现较大的内应力。
表1:钎涂层和钢的线膨胀系数钎涂层和钢Cr3C2/BNi82CrSiB WC/BNi82CrSiB铁素体钢奥氏体钢线膨胀系数11.48.112~1417~18/(10-6/k)2、结合强度钎涂层与母材的结合强度随着涂层成分的不同可达250-400MPa,比喷涂层与母材的结合强度要高的多。
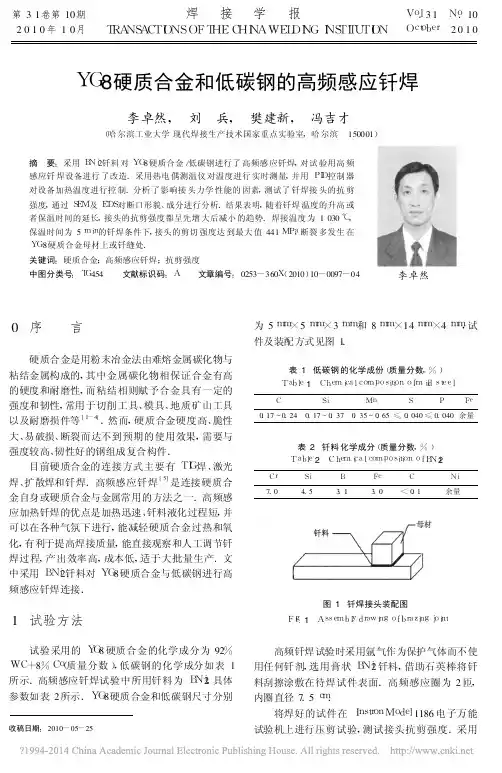
TC4 钛合金与YG8硬质合金高频感应钎焊组织及性能研究邵长斌;熊江涛;孙福;张赋升;李京龙【摘要】在钎焊温度920~970℃和钎焊保温时间20s条件下,采用B Cu64MnNi 钎料对TC4钛合金与YG8硬质合金进行真空高频感应钎焊实验.利用扫描电镜(SEM)、能谱分析(EDS)及X射线衍射分析(XRD)对钎焊接头的显微组织、成分分布和相结构进行了研究,测试了接头的抗拉强度并观察分析了断口形貌及其元素分布.结果表明,钎焊温度为920~940℃时TC4与YG8钎焊接头显微结构为:TC4/β Ti/TiCu+ Ti3 Cu4+ TiMn+ Cu(Mn,Ni)/YG8,钎缝呈镶嵌结构;随钎焊温度升高,脆性片状组织TiMn增多,镶嵌结构破坏,接头性能明显降低;钎焊温度为930℃时,获得的接头抗拉强度最高,为206MPa.【期刊名称】《材料工程》【年(卷),期】2014(000)009【总页数】6页(P26-31)【关键词】高频感应钎焊;YG8;TC4;显微组织【作者】邵长斌;熊江涛;孙福;张赋升;李京龙【作者单位】西北工业大学凝固技术国家重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072;西北工业大学摩擦焊接陕西省重点实验室,西安710072【正文语种】中文【中图分类】TG454TC4是一种广泛应用于航空、航天的钛合金材料,具有优异的综合性能;然而由于TC4易塑性变形、加工硬化趋向较低及表面氧化膜易去除等因素,使其耐磨性能较差[1-3]。
WC-Co类硬质合金具有强度高、高温硬度高、耐磨损等特点,因此将钛合金与硬质合金可靠连接可以增加TC4的表面耐磨性,延长其在超声波焊头等磨损工况下的使用寿命[4-6]。
硬质合金的钎焊硬质合金是以元素周期表中IVa、Va、VIa族的9种金属碳化物和Fe、Co、Ni等铁族金属,通过粉末冶金方法制备而成的合金总称。
碳化物相使合金具有高的硬度和耐磨性,而粘结相则赋予合金一定的强度和韧性。
根据成分,可以将硬质合金分为五大类:碳化钨基硬质合金、碳化钛基硬质合金、涂层硬质合金、钢基硬质合金及其它硬质合金。
硬质合金按其应用范围可分为:硬质合金切削刀具,硬质合金模具,硬质合金量具与耐磨零件,以及矿山石油地质用硬质合金四大类。
一般来说,WC-Co类硬质合金的应用比较广泛,可用于铸铁、有色金属及其合金的切削刀具、金属拉伸模具、冲压模具、量具以及矿山机械和地质勘探用耐磨零件;WC-Ti-Co类合金主要用于钢材切削加工;WC-TiC-(NbC)-Co 类合金主要用于高硬度材质零件的切削加工。
尽管其它类型的硬质合金近年来得到了长足的发展,并在一些特殊应用场合取得了很大的成功,但是由于 WC-Co系(即YG类)硬质合金具有十分优异的综合机械性能,这类硬质合金是目前工业上用途最广、用量最大的一类硬质合金。
1.硬质合金钎焊时遇到的问题硬质合金的钎焊性是较差的。
这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离碳,从而妨碍钎料的润湿。
此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。
因此,钎焊前的表面清理对改善钎料在硬质合金上的润湿性是很重要的,必要时还可采取表面镀铜或镀镍等措施。
硬质合金钎焊中的另一个问题是接头易产生裂纹。
这是因为它的线膨胀系数仅为低碳钢的一半,当硬质合金与这类钢的基体钎焊时,会在接头中产生很大的热应力,从而导致接头的开裂。
因此,硬质合金与不同材料钎焊时,应设法采取防裂措施。
2.钎焊前表面处理钎焊前必须仔细地清除工件表面的氧化物、油脂、脏物及油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头间隙。
有时,为厂改善母材的钎焊性以及提高钎焊接头的抗腐蚀性,钎焊前还必须将零件预先镀覆某种金属层。
钎涂工艺简介钎涂工艺是由我公司主导开发改进设计的一种介于热喷涂工艺与焊接工艺之间的特殊涂层成型工艺,它结合了热喷涂和焊接工艺的优点。
钎涂工艺设备的主要组成包括高频钎涂设备、能量转换器、移动工装。
(1)高频钎涂设备选择了高频电源作为表面处理的感应电源,这种电源经改进后,利用特殊设计的能量转换器,使其具有适合于大型零件表面处理的优点,配合多轴数控系统,根据各轴的运动方向和距离编程,使其运动轨迹自动进行,精确度可达0.1mm 以内。
(2)能量转换器获得致密均匀涂层,靠高速热喷涂来达到;而超过100Mpa的结合强度,必须靠增加其冶金结合来获取。
因此,我们采用了“超音速火焰喷涂”加“钎料表面高频重熔”来制作。
在高频电流的作用下,对经预热的材料涂层与基体表面迅速加热,使颗粒熔化,造渣上浮到涂层表面,生成的硼化物和硅化物弥散在涂层中,使颗粒间和基体表面达到良好结合。
最终沉积物是致密的金属结晶组织并与基体形成约0.1mm左右的冶金结合层,孔隙率基本降为零,其结合强度超100MPa,抗冲击性能较好、耐磨、耐腐蚀,外观呈镜面。
基体和涂层通过高频加热,不但加热时间短,而且使液体钎料对流、元素扩散充分。
加上钎料本身所具有的良好润湿性,充分填满间隙,(3)钎焊过程中,对基体影响减少到最小。
高频加热能量集中,升温速度快,基体变形小。
钎料表面重熔对基体材料不会造成熔焊带来的损伤,对基体影响极小,钎焊涂层表面平整、不易出现裂纹和孔洞、后续加工量很小,与基体形成冶金结合,结合强度高。
图1:钎涂涂层示意图图2:钎涂试块一、钎涂层的性能1、线膨胀系数钎涂层的线膨胀系数见表1。
改表说明,钎涂层的线膨胀系数绒碳钢和铁素体钢比较接近,因此适用于这类材料的钎涂。
钎涂层的线膨胀系数比奥氏体钢小,对于奥氏体钢的钎涂,由于线膨胀系数差别较大,容易出现较大的内应力。
表1:钎涂层和钢的线膨胀系数钎涂层和钢Cr3C2/BNi82CrSiB WC/BNi82CrSiB铁素体钢奥氏体钢线膨胀系数11.48.112~1417~18/(10-6/k)2、结合强度钎涂层与母材的结合强度随着涂层成分的不同可达250-400MPa,比喷涂层与母材的结合强度要高的多。
硬质合金的钎焊硬质合金是以元素周期表中IVa、Va、VIa族的9种金属碳化物和Fe、Co、Ni等铁族金属,通过粉末冶金方法制备而成的合金总称。
碳化物相使合金具有高的硬度和耐磨性,而粘结相则赋予合金一定的强度和韧性。
根据成分,可以将硬质合金分为五大类:碳化钨基硬质合金、碳化钛基硬质合金、涂层硬质合金、钢基硬质合金及其它硬质合金。
硬质合金按其应用范围可分为:硬质合金切削刀具,硬质合金模具,硬质合金量具与耐磨零件,以及矿山石油地质用硬质合金四大类。
一般来说,WC-Co类硬质合金的应用比较广泛,可用于铸铁、有色金属及其合金的切削刀具、金属拉伸模具、冲压模具、量具以及矿山机械和地质勘探用耐磨零件;WC-Ti-Co类合金主要用于钢材切削加工;WC-TiC-(NbC)-Co 类合金主要用于高硬度材质零件的切削加工。
尽管其它类型的硬质合金近年来得到了长足的发展,并在一些特殊应用场合取得了很大的成功,但是由于 WC-Co系(即YG类)硬质合金具有十分优异的综合机械性能,这类硬质合金是目前工业上用途最广、用量最大的一类硬质合金。
1.硬质合金钎焊时遇到的问题硬质合金的钎焊性是较差的。
这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离碳,从而妨碍钎料的润湿。
此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。
因此,钎焊前的表面清理对改善钎料在硬质合金上的润湿性是很重要的,必要时还可采取表面镀铜或镀镍等措施。
硬质合金钎焊中的另一个问题是接头易产生裂纹。
这是因为它的线膨胀系数仅为低碳钢的一半,当硬质合金与这类钢的基体钎焊时,会在接头中产生很大的热应力,从而导致接头的开裂。
因此,硬质合金与不同材料钎焊时,应设法采取防裂措施。
2.钎焊前表面处理钎焊前必须仔细地清除工件表面的氧化物、油脂、脏物及油漆等,因为熔化了的钎料不能润湿未经清理的零件表面,也无法填充接头间隙。
有时,为厂改善母材的钎焊性以及提高钎焊接头的抗腐蚀性,钎焊前还必须将零件预先镀覆某种金属层。
硬质合金刀具有极高的硬度和耐磨性能,特别是在高温下仍能保持其高硬度,目前已广泛应用于制造各种木材的切削刀具。
钎焊是将硬质合金牢固地连接到钢基体上的最成功的方法之一,但硬质合金木工刀具的焊接技术是引起焊接裂纹的重要因素。
本文介绍了硬质合金刀具的高频焊接工艺中减少裂纹产生、提高焊接点性能的关键技术。
硬质合金刀具刀片与刀杆的钎焊常采用高频感应钎焊和火焰钎焊。
其中高频焊接方法由于具有加热速度快、温度集中、零件变形小等特点,成为硬质合金刀具焊接过程中常用的一种方法。
但是,由于硬质合金较脆、韧性不足和可加工性较差,硬质合金刀具的硬质合金具有极高的硬度和耐磨性能,特别是在高温下仍能保持其高硬度,目前已广泛应用于制造各种金属的切削刀具。
钎焊是将硬质合金牢固地连接到钢基体上的最成功的方法之一,但硬质合金刀具的焊接技术是引起焊接裂纹的重要因素。
本文介绍了硬质合金刀具的高频焊接工艺中减少裂纹产生、提高焊接点性能的关键技术。
硬质合金刀具刀片与刀杆的钎焊常采用高频感应钎焊和火焰钎焊。
其中高频焊接方法由于具有加热速度快、温度集中、零件变形小等特点,成为硬质合金刀
具焊接过程中常用的一种方法。
但是,由于硬质合金较脆、韧性不足和可加工性较差,硬质合金刀具的寿命及焊接裂纹问题一直是困扰大多数企业生产的一个重要问题。
1 焊接设备和材料
1.1 高频钎焊设备原理感应钎焊靠感应加热提供热源,通过感应或工作线圈,而不是对工件直接通电,将电能用感应方法传递到工件,并有选择地将待焊零件表面加热到钎焊温度的一种焊接方法。
焊接过程使用的设备由高频感应加热设备、高频感应钎焊机械装置及水冷系统和控制系统组成。
1.2 硬质合金刀片常用的硬质合金有YT5、YT15、YT30、YG3X、YN等。
物理性质以其线膨胀系数对焊接性影响较大。
线膨胀系数为(4.2~7)×10-6/℃,硬质合金导热系数为0.08~0.21卡/厘米·秒·度,这些都是引起焊接应力的重要原因。
1.3 刀体硬质合金刀具的常用刀体使用45#、55#、40Cr等材料,其线膨胀系数范围为1
2.0~14.0×10-6/℃。
1.4 钎料硬质合金钎焊选用的钎料为HL105焊料。
因为HL105钎料具有较好的润湿性和较高的焊缝强度,同时HL105钎料的高温塑性好、钎料形态多样,所以HL105(BCu58ZnMn)钎料是硬质合金工具钎焊的最佳钎焊材料之一。
钎料在使用前需要用酒精等擦净。
1.5 钎剂在钎焊时,如果没有钎剂配合,容易在钎缝结合处形成脆性化合物。
所以在钎焊时必须配合钎剂来进行。
硬质合金刀具的高频感应钎焊工艺采用的钎剂化学成分为脱水硼砂(50%)、硼酸(35%)和脱水氟化钾(15%)。
2 焊接工艺关键技术
2.1 焊前准备寿命及焊接裂纹问题一直是困扰大多数企业生产的一个重要问题。
1 焊接设备和材料
1.1 高频钎焊设备原理感应钎焊靠感应加热提供热源,通过感应或工作线圈,而不是对工件直接通电,将电能用感应方法传递到工件,并有选择地将待焊零件表面加热到钎焊温度的一种焊接方法。
焊接过程使用的设备由高频感应加热设备、高频感应钎焊机械装置及水冷系统和控制系统组成。
1.2 硬质合金刀片常用的硬质合金有YT5、YT15、YT30、YG3X、YN等。
物理性质以其线膨胀系数对焊接性影响较大。
线膨胀系数为(4.2~7)×10-6/℃,硬质合金导热系数为0.08~0.21卡/厘米·秒·度,这些都是引起焊接应力的重要原因。
1.3 刀体硬质合金刀具的常用刀体使用45#、55#、40Cr等材料,其线膨胀系数范围为1
2.0~14.0×10-6/℃。
1.4 钎料硬质合金钎焊选用的钎料为HL105焊料。
因为HL105钎料具有较好的润湿性和较高的焊缝强度,同时HL105钎料的高温塑性好、钎料形态多样,所以HL105(BCu58ZnMn)钎料是硬质合金工具钎焊的最佳钎焊材料之一。
钎料在使用前需要用酒精等擦净。
1.5 钎剂在钎焊时,如果没有钎剂配合,容易在钎缝结合处形成脆性化合物。
所以在钎焊时必须配合钎剂来进行。
硬质合金刀具的高频感应钎焊工艺采用的钎剂化学成分为脱水硼砂(50%)、硼酸(35%)和脱水氟化钾(15%)。
2 焊接工艺关键技术
2.1 焊前准备
2.1.1 检查硬质合金刀片上是否有油污等异物存在,远离操作现场。
用汽油、酒精或丙酮清洗;逐件检查刀片不得有肉眼可见裂纹、崩刃等缺陷。
2.1.2 对刀体除检查刀槽的形状、尺寸与刀片是否相近外,刀槽处的毛刺等必须彻底清理。
2.2 焊接
2.2.1 钎料、钎剂的涂放钎料上的钎剂应涂放均匀,焊料应充满焊缝。
2.2.2 刀具与感应器的相对位置刀具与感应器相对位置的不合理,常常会出现局部过热,从而引起刀片、刀口崩裂,所以必须控制刀具与感应器的相对位置。
刀具与感应器的各相对位置尺寸为3~5mm。
2.2.3 感应器感应器的形状应根据刀具的形状尽量使感应电流平行于焊接平面流动,感应器中刀具的个数应控制为1~2个。
2.2.4 加热高频钎焊时,钎焊温度及加热速度是影响钎焊焊接质量的主要工艺参数,过高的钎焊温度及过快的加热速度使刀具内部产生很大的内应力,焊后易产生裂纹及崩裂现象。
过低的钎焊温度影响到钎焊焊缝的强度,过慢的加热速度引起母材晶粒长大、金属氧化等不良现象。
钎焊时钎焊温度作为其主要工艺参数一般应高出钎料融化温度30~50℃。
HL105钎料的液相线为909℃,钎焊温度在939℃~959℃最为合适,这时钎料的流动性、渗透性最好。
如加温过高,容易引起钎料中的锌蒸发与锰氧化,引起夹渣与接头强度下降等问题;太低则影响钎料的铺展。
2.2.5 操作①将预焊件放入感应器中,应连续按动开关,使其缓慢加热;
②当加热至940℃左右的钎料像汗珠一样渗出时,应用紫铜加热棒将硬质合金沿槽窝往返移动3~5次,以排除焊缝中的熔渣。
熔渣不排除,则形成夹渣,影响
焊接质量。
采用紫铜棒进行操作的优点,在于它不粘熔剂、焊料和合金,而且它不易感应,可在各种钎焊加热时使用。
③排渣完后,用拨杆将刀片放正,注意刀片与刀槽。
2.3 焊后保温焊后保温是硬质合金钎焊的一道重要工序,保温的好坏直接影响到焊缝质量。
对裂纹倾向较大的硬质合金刀具(YT类),禁止将刚焊好的刀具与水及潮冷的地面接触,也不得用急风吹冷。
一般应在石英砂、石棉粉或硅酸铝纤维箱中进行缓冷,刀具在保温箱中应密集叠放,靠大量工件的热量来保温并缓慢冷却。
有条件的可采用保温缓冷和低温回火同时进行的方法,即将焊好的刀具立即送入保温箱,在250℃~300℃保温5~6小时后随炉冷却。
2.4 清除焊缝附近的多余熔剂将焊后已冷却的工件放入沸水中煮30~45分钟,再进行喷砂处理,就可以彻底清除焊缝处多余的熔剂和氧化皮等脏物。
在条件允许的情况下,也可以将工件放入酸洗槽中进行酸洗,酸洗后必须经过冷水槽和热水槽相继清洗干净。
酸洗时间不宜过长,一般视具体情况在1~4分钟,过长时间的酸洗可能造成焊缝的腐蚀。
2.5 钎焊后的质量检查检查焊缝处有无气孔,检查被焊工件有无裂纹。
对已检查出有缺陷的工件,可重新加热钎焊,但也应尽量减少重焊次数,以免硬质合金因反复加热而影响质量。
对于已发生裂纹的工件,应在分析原因后将有裂纹的硬质合金取下,重新钎焊。
在硬质合金刀具高频钎焊中严格按以上工艺施焊,硬质合金刀具的焊接裂纹大大降低,并且刀具寿命得到有效提高。
经过工程实践,用户反应使用情况良好。