板式家具工艺流程及作业标准
- 格式:doc
- 大小:63.50 KB
- 文档页数:22
A
a
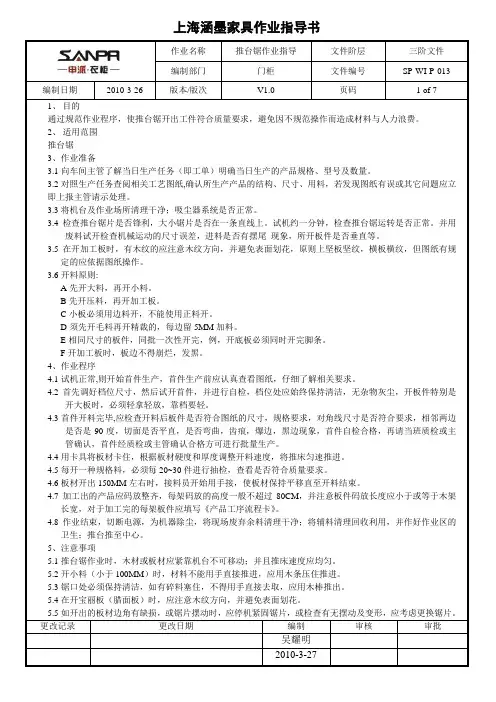
板式家具加工流程及作业标准
1.开料
1.2板料无空心、气泡、松散、发霉、虫蛀以及破烂等现象;
1.3板面平整度应≤0.2mm,三聚氢胺板开料后,表面应无刮花、碰伤等现象;
1.4开料后部件切面应垂直,不允许有明显的崩缺(0.5mm内)、锯痕等现象;
附表(电子锯)
2.压板(冷压)
设备:冷压机
加工标准:◎压胶后的骨架两对角线长度之差≤2mm。
◎
压胶后的部件表面胶合要牢固、平整和结实;无明显骨架形、破损、刮花、碰伤、压痕、凹凸不平以及变形(程度为小于+1mm)、开胶现象。上下板材接口牢固、移位偏差为+3mm;
◎
部件边缘垂直,变形度为<1mm,板件无凹凸不平、潮湿膨胀、缺烂等现象;
◎
有弧度的板件,弧度应符合图纸要求,无开裂等现象。
◎
※:拼架空心板的加工规定(见表1)。
表1:
※:实心加厚板的加工规定(见表2)。
表2:
板件类型
冷压时间
(分钟)
冷压压力
(Mpa)
用胶量
(g/m2)A
a 冷压胶水
备
注
实心加厚板
60
12Mpa
185
401胶水(按体积加5%木胶粉)
1:检查设备是否正常。
2:冷压前检查压机垫板是否平整。
3:过胶前板件表面必须清扫干净。
4:过胶后检查胶水是否有漏胶或不均匀现象。
5:过胶后必须在10分钟内上机冷压。
※:弧形板的加工规定
◎ 冷压弧形板的胶水调制比列为:
(1):按重量比为:木胶粉:水=2:1
(2):按体积比为:木胶粉:水=3.5:1.0
◎
冷压弧形板混合胶水在常温的适用时间为:
自然温度(℃)
10
15
20
25
30
35
快干胶从调胶到上机时间(分钟)
20
15
15
13
10
10
慢干胶从调胶到上机时间(分钟)
60
50
45
40
30
20A
a
以上数据为现用木胶粉(永特耐)的使用要求。
◎冷压弧形板材料相关规定:
注意:1:15-25mm厚,半径R≤200mm的弧形板冷压面料必须每隔15mm拉深0.5mm,宽4mm的槽,以使冷压弯曲定形。
2:如弧度对装配要求较高的弧形板,在一次冷压的数量只能冷压1块。
弧板厚度
(mm)
在以下弧度半径(R)范围内一次冷压弧形板的块数
R≤150
200≥R>150
400≥R>200
500≥R>400
700≥R>500
900≥R>700
R>900
6mm以下骨料宽度mm
2块
3块
3块
4块
4块
5块
6块
无骨料
无骨料
无骨料
无骨料
无骨料
无骨料
无骨料
9-12mm骨料宽度mm
1块
2块
2块
2块
3块A
a 3块
3块
12 mm
12mm
12mm
16mm
16mm
16mm
16mm
15-18mm骨料宽度mm
1块
1块
2块
2块
2块
2块
3块
12 mm
12 mm
16mm
16mm
16mm
16mm
16mm
25mm以上骨料宽度mm
1块
1块
1块
2块
2块
2块
2块
12 mm
12 mm
12 mm
16mm
16mm
16mm
16mmA
a
注意:1:15-25mm厚,半径R≤200mm的弧形板冷压面料必须每隔15mm拉深0.5mm,宽4mm的槽,以使冷压弯曲定形。
2:如弧度对装配要求较高的弧形板,在一次冷压的数量只能冷压1块。
◎ 冷压压力为5Mpa,如在刚上机冷压加工时,发现有未冷压到位,有开胶现象,可稍加大1-1.5Mpa压力冷压。
◎
机制工段冷压弧形板必须在冷压足够的时间内才能卸模(慢干木胶粉在冬天冷压时间为3.5小时,夏天冷压时间为3小时;快干木胶粉冬天冷压时间为3小时,夏天冷压时间为2小时。)
◎ 弧度较弯的弧形板在加工和转序过程中放置必须竖立或侧立,且拖架周围要用围板或绑带捆绑,或钉木框保护放置,以防止搬运和运输过程中损坏。
◎
对于有一些比较特殊(如规格尺寸较大或竖立和侧立不方便放置)的弧形板可以平放,但放置在最下面的这块弧板必须按弧形垫齐整,不得有翘曲摆动现象,叠放高度不得超过1.0米(从地
面计起)。
1、拼架
工具:马钉枪
加工标准:◎、骨架长宽尺寸偏差≤2mm,长度≥800mm的两对角线长度偏差≤4mm。长度<800mm的两对角线长度偏差≤2mm。
◎、经钉装的骨架应牢固,接口严密。不允许在钻孔、开槽、铣型和锯边的位置上打钉。
◎、 钉头不能高出骨料表面,骨料的位度差<0.3mm。
2、涂胶
设备:过胶机
加工标准:经涂胶的材料胶量应均匀地涂布在材料表面上。无漏胶。边沿无余胶溢出。
附表(普通白乳胶:401#;强力白乳胶:429#)饰面材料胶
类温度(℃)时间(min)胶量(g/m2)压力(Kg/cm2)
装饰纸白乳胶80—1000.7-1.0110-1203.0-4.0
人造木皮白乳胶80—1002.5-3.0120-1501.5-2.0
木单板白乳胶70—902.5-3.0120-1502.0-2.5
天然木皮(0.4-0.6)白乳胶60--803.0-3.5120-1502.0-2.5
天然木皮(0.8-1.0)白乳胶60--804.0-4.5120-1602.5-3.0
注:混合胶的配比是由木胶粉+白乳胶+水+面粉以及适量固化剂。它们的比例为10:8:5:2,固化剂用量为总量的12%
。普通白乳胶指胶水中固体含量在28-35%之间,而强力白乳胶指胶水中固体含量在42-50%之间。
3、热压A
a
设备:五层热压机
加工标准:完工板件表面胶合牢固,不允许有脱胶、溢胶、气泡、刮花、压痕、皱折、开胶、重叠、其它杂物等现象。
※
热压加工规定(木皮类贴面)
○压力为150bar(2.5kg/cm2)
○温度为55-80oC(天然木皮如枫木皮温度控制在55-65 oC之间)
○加压时间为2-6分钟。(压人造木皮2-3分钟,天然木皮4-6分钟)
○涂胶量为150g左右,需根据天气的变化而定。
4、木皮剪切
设备:剪切机
加工标准:加工完的木皮,切口必须光滑、平直;不允许有毛刺、撕裂等缺陷。
5、拼缝(拼花)
设备:拼缝隙机、手提拼缝机
加工标准:◎木皮要干燥,拼花图案符合图纸要求,花纹对称,整体颜色一致;
◎应根据涂饰要求和部件结构选用不同等级的木皮;(外露部位如面板、侧板外面采用A级木皮,内侧面、底面可采用B级木皮。)
◎拼花缝隙≤0.2mm,对角线公差≤1.5mm;
◎拼花不能有缺皮、重叠、撕裂、毛刺等现象木皮表面平整、色泽要一致。
8、钻孔
设备:六排钻、三排钻、单排钻、台钻
工具:卷尺、游标卡尺
检验方法:工具测量、目视
◎部件表面无划花(程度在10mm内)、刮(碰)伤;A
a
◎孔位无钻穿、钻爆、孔边无崩缺;
◎必须分清部件的前后与正反,以及木纹纹理方向,不得搞错方向。
◎经加工的零部件表面无木屑、压痕、刮花、划伤和碰崩现象。
◎坐标定位尺寸和孔深与要求的最大偏差≤0.5mm。
◎
钻孔的孔边无崩缺、发黑及毛刺等。
注意事项:
◎
加工过程中,必须对面板、侧板、抽面板及散装件进行选面和分清正反面,同时注意部件的左右数量是否配套,并分类摆放整齐;木皮件板件间要用垫条间隔。
◎
每加工20-30个部件应检查一次,避免因挡位松动或钻头跳出而影响孔位精度。
◎
每加工一种部件,必须进行首检(由班长进行确认)。
9、封边
分为:机封、手工封
设备:直封机、曲封机
◎封边后边部要严密、平整、胶合牢固、无脱胶、溢胶、漏封、叠封和跑边现象。
◎接口部位要求平整、密合,不能在显眼位置;
◎修边要求整齐、平顺、不得有撕裂等现象。
注意事项:
◎
部件长度小于1000mm,由一人送料,一人接料;部件大于1000mm,由两人送料,两人接料;
◎
封边带厚度尺寸范围为6-68,直封机为50mm以下,曲封机为68mm以下;
◎
每加工一种部件,必须进行首检(由班长进行确认);
◎