电动自行车生产工艺流程图
- 格式:doc
- 大小:41.50 KB
- 文档页数:2
速派奇车业有限公司电动自行车生产作业指导书编制:审核:批准:零件图号:H01-2192-001★质量控制电动自行车装配工艺流程图★★↓↓↓↓↓↓↓↑↑产品名称电动自行车零件名称共1页第1页工序号 1 工序名称车架上线车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 在后接头孔内装入鞍管螺丝,适度拧紧,不能使车架管孔变形将车架前叉组合件的鞍管孔插入总装线的夹具上总装线夹具车架与夹具紧密配合车架无偏斜、倾侧现象设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-10 H01-2392-002产品名称电动自行车零件名称中轴共1页第1页工序号 2 工序名称中轴装配车间总装工段总装设备总装线工序工时3min 工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 5 6 左、右中轴碗上润滑脂左、右中轴碗中安装球架(或Φ6钢珠每边12颗)注意球架正反右轴碗装入车架中接头(螺纹为左旋)必须拧紧到底装中轴辊,中轴辊长端在右边装左轴碗,松紧适宜,保证中轴转动灵活且无松动将中轴锁母拧紧在左中轴碗上右轴碗专用扳手左轴碗专用扳手锁母扳手中轴转动灵活且无松动紧固力矩不小于30N.m设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-00 H01-2392-003产品名称电动自行车零件名称中轴共1页第1页工序号 3 工序名称曲柄链轮装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 检查右曲柄的方孔内壁及曲柄方体部无附着物,然后将曲柄用木锤敲入方孔内壁拧入止退螺母,用套筒扳手紧固装上螺母端盖将左曲柄与右曲柄成180度方向,用同样方法装于中轴棍左端木锤14mm套筒扳手扭力扳手两曲柄方向相反紧固扭矩不小于30N.m链轮端面跳动量不大于2mm设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-16-00 H01-2392-004产品名称电动自行车零件名称中轴共1页第1页工序号 4 工序名称前后泥板装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 装配前泥板取M6*35螺丝装上垫图把前泥板装上装配后泥板(1)把后泥板插入后三角架内,使其前端的安装孔与平叉接片安装孔对齐,用M5*10螺丝初步固定,注意应先固定平叉上的螺丝(2)在立叉接片上用M5*10螺丝初步固定后泥板(3)调整后泥板安装角度,把平、立叉接片上螺丝拧紧2#十字螺丝刀2#十字螺丝刀泥板无明显扭曲、偏斜现象紧固件应无松动设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-00 H01-2392-005产品名称电动自行车零件名称后轮共1页第1页工序号 5 工序名称链条装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 装配链条(1)将链条突出销头的一端放在后链轮上,此时链条向外(2)将链条的另一端穿过飞轮,一直到后平叉的下侧(3)把链条两端用链条弹簧片连接弹簧片应装在外侧,开口端应与运动方向相反设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-2392-006产品名称电动自行车零件名称共1页第1页工序号 6 工序名称前轮、前闸装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 装配前轮(1)松开前轴螺母,将前轮轴分别插入前叉两侧内(2)将有泥板支辊固定孔插入前轴两端(3)调整叉腿内侧与车圈左右侧面之间间隙,使之相等,拧紧前轮回转灵活且无松动装配前闸(1)取M5内六角螺栓套上垫圈,把前闸分别拧在前叉两螺孔内(2)调整左右闸皮,使之与轮辋受闸部平行,高低一致(3)拧紧左右两侧前闸闸皮自由梅花扳手扭矩扳手内六角扳手内六角扳手前轮与前叉相对偏差不大于2mm紧固力矩不小于18N.m紧固件无松动设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-2392-007产品名称电动自行车零件名称共1页第1页工序号7 工序名称后轮、后闸、支架装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 23 4 将后闸套在后轮轴上,轴两端套垫片。
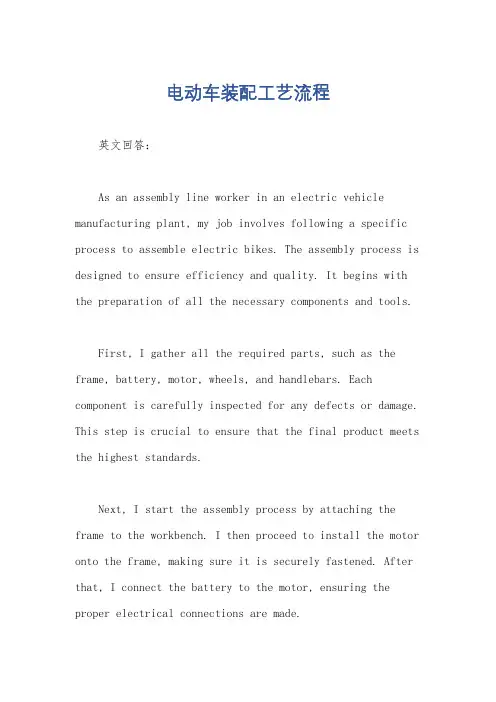
电动车装配工艺流程英文回答:As an assembly line worker in an electric vehicle manufacturing plant, my job involves following a specific process to assemble electric bikes. The assembly process is designed to ensure efficiency and quality. It begins with the preparation of all the necessary components and tools.First, I gather all the required parts, such as the frame, battery, motor, wheels, and handlebars. Each component is carefully inspected for any defects or damage. This step is crucial to ensure that the final product meets the highest standards.Next, I start the assembly process by attaching the frame to the workbench. I then proceed to install the motor onto the frame, making sure it is securely fastened. After that, I connect the battery to the motor, ensuring the proper electrical connections are made.Once the motor and battery are in place, I move on to installing the wheels. This involves attaching the wheels to the frame using bolts and making sure they are properly aligned. I also check the tire pressure to ensure it meets the recommended specifications.After the wheels are installed, I focus on the handlebars. I attach them to the frame and make sure they are securely tightened. Additionally, I check the brake system, ensuring it is properly connected and functioning correctly.With the major components in place, I then proceed to connect the electrical wiring. This includes connecting the motor to the control panel and ensuring all the wires are properly insulated and secured. I also test the electrical system to ensure it is functioning correctly.Finally, I conduct a thorough inspection of the assembled electric bike. I check for any loose bolts, misalignments, or defects. If any issues are found, I makethe necessary adjustments or replacements. Once the inspection is complete, the electric bike is ready for the final quality control check before it is packaged and shipped to the customer.中文回答:作为一名电动车制造厂的装配线工人,我的工作包括按照特定的流程组装电动自行车。

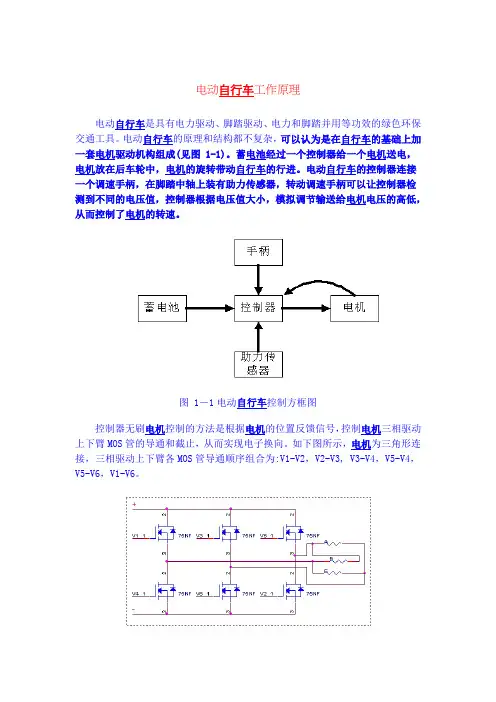
电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护(31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
电动车装配工艺图————————————————————————————————作者:————————————————————————————————日期:23编号:BZ部装工艺规程(S版)产品代号:FLX800DT-2开发令号:806产品名称:电动踏板摩托车共20 页重庆唯远实业有限公司·福兰西电动车2012 年6月45重庆唯远实业有限公司·福兰西电动车装配工艺明细表产品型号FLX800DT-2工艺类别部装共1页第1页产品名称电动踏板摩托车使用单位生产部序号工序代号工序名称共页页数备注序号工序代号工序名称共页页数备注1 OL一前面板 1 12 OL二仪表3 OL三头罩4 OL四方向把管5 OL五尾灯与左右车体6 OL六前叉与前挡泥7 OL七断电开关8 OL八座垫锁座9 OL九前围支架与喇叭组合10 OL十侧支架11 OL十一主站架12 OL十二空气开关13 OL十三脚踏板与杂物箱14 OL十四充电口15 OL十五后挡泥16 OL十六平叉17 OL十七压胎18 OL十八方向轴承编制校对标准化67审核 标记 处数更改文件号签字日期标记处数 更改文件号签字日期批准重庆唯远实业有限公司·福兰西电动车 装配工艺卡片产品代号 工序代号 工序名称 本工序共1 页 共18页 第 1页FLX1000DW-2YZB 一前面板部装本工序第 1页序号 工具/设备 数量 序号 辅料 数量 1 工作台 1张 1 手套 1双 2 WD-208A 气动枪 1把 3 PH2气动枪头 1个 4 强力磁环1个序号 代号 零部件名称 数量 工步号工步内容技术要求检查1 前面板 1 1 首先将前大灯总成装在前面板上,对正其螺栓孔,将WD-208A 气动枪调到三档位置装上PH2气动枪头,用ST4.2×13自攻钉紧固,然后将前面板右装饰盖装在前面板上,对正其螺栓孔用ST4.2×13自攻钉紧固。
电动自行车工艺流程英文回答:The process of manufacturing an electric bicycle involves several steps. First, the frame of the bicycle is constructed. This can be done using various materials such as aluminum, carbon fiber, or steel. The frame is designed to be lightweight yet sturdy enough to support the weight of the rider and the electric components.Once the frame is ready, the next step is to install the electric motor. The motor is usually placed in the center of the frame, near the pedals. It is responsible for providing power to the bicycle and assisting the rider in pedaling. The motor is connected to a battery, which is usually located on the rear rack or integrated into the frame. The battery provides the necessary energy to run the motor.After installing the motor and battery, the next stepis to add the control system. This includes the throttle, which allows the rider to control the speed of the bicycle, and the display, which shows important information such as battery level and speed. The control system is usually mounted on the handlebars for easy access.Once the electric components are in place, the next step is to install the braking system. This includes the brake levers, cables, and calipers. The braking system is crucial for the safety of the rider, as it allows them to slow down and stop the bicycle when needed.After the braking system is installed, the final step is to add the accessories and finishing touches. This may include adding lights, fenders, a rear rack, and a bell. These accessories enhance the functionality and appearance of the electric bicycle.中文回答:制造一辆电动自行车的过程涉及几个步骤。
电动自行车生产工艺
电动自行车生产工艺是指将各组件加工、组装成成品的过程。
电动自行车是一种由电动机驱动的自行车,具有节能环保、健康舒适等特点,因此在近年来得到了广泛的应用。
首先,电动自行车的生产工艺包括零部件的生产和组装两个环节。
在零部件生产环节中,主要有电动机、电池、控制器、车架等零部件的制造。
电动机是电动自行车的核心部件,常见的有无刷直流电机和无刷交流电机两种。
电池则是电动自行车的能源来源,常用的有锂电池、铅酸电池等。
控制器用于控制电机的启动、停止、速度调节等。
车架则是电动自行车的支撑结构,常用的材质有铝合金、钢材等。
其次,在组装环节中,需要进行各零部件的组合与调试,形成完整的电动自行车。
首先,需将电动机、电池、控制器等核心零部件固定在车架上。
然后,需要安装车轮、刹车装置、变速器等辅助零部件。
最后,进行电路接线、充电测试等工序,确保电动自行车的正常使用。
此外,电动自行车生产过程中还涉及到质量控制与检测环节。
在每一道工序完成后,都需要进行相应的检验与测试。
例如,电动自行车的结构强度、电路接线是否正常、电池容量等都需要进行检测。
同时,还需对成品进行整车的测试和调试,确保电动自行车的性能稳定可靠。
总的来说,电动自行车的生产工艺包括零部件的生产和组装、质量控制与检测等环节。
通过合理的工艺流程和严格的质量控
制,能够生产出性能稳定、质量可靠的电动自行车产品。
对于电动自行车生产企业来说,不断改进工艺、提高生产效率和质量水平,能够更好地满足市场需求,提升竞争力。
电动自行车工作原理与图解-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIE-bike电动自行车工作原理电动自行车是具有电力驱动、脚踏驱动、电力和脚踏并用等功效的绿色环保交通工具。
电动自行车的原理和结构都不复杂,可以认为是在自行车的基础上加一套电机驱动机构组成(见图 1-1)。
蓄电池经过一个控制器给一个电机送电,电机放在后车轮中,电机的旋转带动自行车的行进。
电动自行车的控制器连接一个调速手柄,在脚踏中轴上装有助力传感器,转动调速手柄可以让控制器检测到不同的电压值,控制器根据电压值大小,模拟调节输送给电机电压的高低,从而控制了电机的转速。
图 1-1电动自行车控制方框图控制器无刷电机控制的方法是根据电机的位置反馈信号,控制电机三相驱动上下臂MOS管的导通和截止,从而实现电子换向。
如下图所示,电机为三角形连接,三相驱动上下臂各MOS管导通顺序组合为:V1-V2,V2-V3, V3-V4,V5-V4,V5-V6,V1-V6。
图 1-2驱动电路2 系统方框图电动自行车采用SPMC65P2404A作为主控MCU。
MCU主要任务是进行调速电压检测,电池电压检测,电流检测,过流中断检测,3路霍尔位置信号检测,1路霍尔位置信号中断检测,刹车信号检测,1:1助力检测,温度检测,故障显示输出,PWM控制电机转速输出,6路电机驱动输出,系统方框图如下:图 2-1系统方框图3 控制器电气规格★型式:直流无刷★额定功率:240W★额定电压:36V ★额定转速:210R/MIN★额定扭矩:8.5N.M ★欠压保护:31.5 ± 0.5V★过流保护:15 ± 1A4 控制器功能介绍★1:1助力;★刹车断电,刹车灯供电;★自动巡航;★欠压保护( 31.5V ± 0.5 );★电子刹车;★休眠省电功能。
★过流保护(限流为15A ± 1 );★堵转断流(倒转,转把复位,重电源,自动复位);4.1 1:1助力1:1助力,是指在没有旋转调速车把,电动车电池打开时,电动车会根据骑行者的骑行速度提供1:1助力。
控制器生产流程图图2-3 生产流程图生产流程分析第一节插件、插线在插件工序中的关键问题是前面讲到的电子元器件的识别以及整体的协调性。
在该工序中作业员一方面要区分各种元器件,以免混淆,另一方面要注意有极性元器件的极性,避免插错。
现在大量的元器件都采用贴片机生产,只有少数需要直插,大大减少了插件作业人员的工作量。
其次,在插线工位上需要作业员仔细参照插线图,观察线序,避免将线插错。
一、自动流水线的工作流程插件、插线的工作流程如下:1、参照特制产品投产数量跟踪单,及材料单核对产品型号、数量、材料是否正确;2、插件;3、插线;4、喷助焊剂;5、焊接;6、切脚;7、填写跟踪单,并做好记录。
二、插件、插线方法1、按照工艺要求对各个工位进行的分工,相应作业员按照要求顺序将相应元器件插在PCB板上相应的位置,插件时要求双手同时作业。
2、插线作业按照先插大线,而后插小线的原则,参照插线图,按照图示位置将相应颜色的线束插在PCB板上相应位置。
3、双手作业。
三、自动流水线注意事项1、操作过程中应尽量避免元器件散落在地上,一经发现,应及时拾起,辨认后放入相应的料盒内;2、工作台上顶部禁止放置与工作无关的物品;3、必须佩戴防静电腕带,防静电腕带必须接地。
第二节补焊补焊是衔接前后道工序的关键工位,补焊主要是检验和修补焊接、切脚工序的质量缺陷,补焊的质量直接关系到检验的下线率以及检验的难易程度。
补焊所使用的工具主要是电烙铁、偏口钳、铜刷、镊子以及焊锡丝等,下面主要介绍其中几种:1、电烙铁电烙铁是补焊工序中的一个重要工具,常用的电烙铁分类按照其功率来分有60W,45W,40W,35W,30W等,我们常用的一般为40W的电烙铁。
电烙铁的使用方法及注意事项如下:(1)如何使用电烙铁a、握笔式拿电烙铁;b、电烙铁尖部应与PCB板成30度—45度角;c、烙铁头锥体部分的1/3处先与补焊的作业点接触,再适量加入焊锡,直至焊接点牢固、饱满且光滑为止。
电动车组装的生产流程电动车作为新能源交通工具的典型代表,正逐渐取代传统燃油车成为人们出行的首选。
而要生产一辆电动车,就需要经历一系列繁琐的组装流程。
下面就让我们来详细了解一下电动车的生产流程。
电动车的组装流程可以大致分为以下几个步骤:1. 零部件准备:首先需要准备各种组装电动车所需的零部件。
这包括电机、控制器、电池、车架等。
在这个阶段,还需要对每个零部件进行质量检查,确保零部件的正常工作。
2. 车架组装:车架是电动车的骨架,也是整车的重要组成部分。
在车架组装过程中,工人需要根据设计图纸的要求,将车架的各个零部件进行组装。
同时,还需要注意车架的稳固性和强度,以确保整车的安全性。
3. 电机安装:电机是电动车的动力源,负责驱动车辆前进。
在电机安装过程中,需要将电机安装在车架中,在安装过程中,还需要注意电机与车架的连接方式和安装位置,以确保电机正常工作。
4. 电池安装:电池是电动车的能量存储装置,负责为电机提供电能。
在电池安装过程中,需要将电池放置在车架中的电池箱中,并与车架进行固定连接。
此外,还需要连接电池和电机之间的电线,以建立电路。
5. 控制器安装:控制器是电动车的大脑,负责控制电机的工作状态。
在控制器安装过程中,需要将控制器安装在车架中,并与电机、电池等零部件进行连接。
同时,还需要进行控制器程序的设置和测试,以确保控制器的正常工作。
6. 辅助组件安装:辅助组件包括刹车系统、车灯、转向系统等。
在辅助组件安装过程中,需要将这些组件安装在车架中,并与电路进行连接。
在安装过程中,还需要对这些组件进行调试和测试,以确保其正常工作。
7. 车身组装:车身组装是将各个组件进行综合安装的过程。
在车身组装过程中,需要将车架与辅助组件进行连接,同时还需要对车身进行涂漆和喷涂,以提高车身的美观性和耐久性。
8. 测试和调试:在组装完成后,还需要对电动车进行全面的测试和调试。
这包括对电动车的性能、安全性和可靠性进行检测,以确保电动车的正常工作。
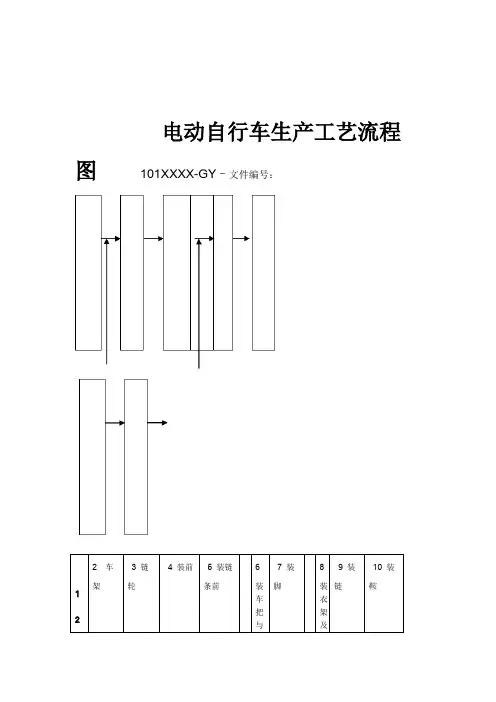
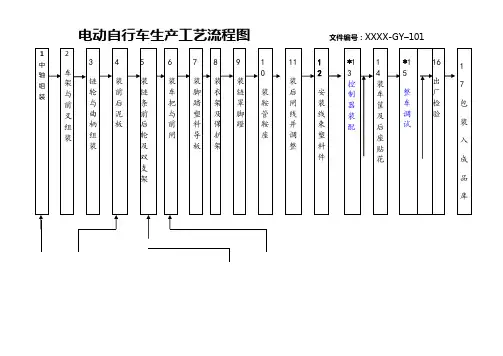
电动自行车生产工艺流程图文件
编号:XXXX-GY–101
1
中
轴
组
装
2
车
架
与
前
叉
组
装
3
链
轮
与
曲
柄
组
装
4
装
前
后
泥
板
5
装
链
条
前
后
轮
及
双
支
架
6
装
车
把
与
前
闸
7
装
脚
踏
塑
料
导
板
8
装
衣
架
及
保
护
架
9
装
链
罩
脚
蹬
10
装
鞍
管
鞍
座
11
装
后
闸
线
并
调
整
12
安
装
线
束
塑
料
件
*13
控
制
器
装
配
14
装
车
筐
及
后
座
贴
花
*15
整
车
调
试
16
出
厂
检
验
17
包
装
入
成
品
库
2.1/2.2
安装车架碗前叉下档4.1
前后泥
板组合
5.1
内外胎
组合
5.2
飞轮抱
闸组合
6.1
车把
组合
13.1
组装电
池盒
16.1返
工返修
*重点工序质控点
设计(日期)审核
(日
期)
标准化
(日期)
批准
(日
期)
标记处
数
更改
文件
号
签
字
日
期
标
记
处
数
更改
文件
号
签
字
日
期。