机械毕业设计228PJ-54织布机控制系统设计
- 格式:doc
- 大小:684.50 KB
- 文档页数:39
毕业设计(论文)自动布料控制系统的设计摘要自动布料控制系统主要包括矿仓料位检测与控制;布料小车位置检测与控制;以及对相关设备实施逻辑连锁与保护控制,确保整个系统安全、稳定、高效的运行。
在焦化配料过程中,配煤仓出现混煤对产品质量有着直接的影响。
目前大多数焦化厂配煤布料系统中布料方式都是布料工人实现布料,极易造成混煤和堵料斗等质量事故。
针对传统的布料形式的弊端,设计出高效稳定的自动布料控制系统显得尤为的重要。
本自动布料控制系统以炼焦厂煤的自动布料为主体工艺,采用PLC为核心处理器,结合电气控制技术、检测技术将现场所有控制设备构建为分布式系统,通过软件编程和软硬件组态技术实现自动布料的现代化监控与管理。
开发出性能优良的、适用于各型焦炉的PLC控制系统;控制系统包括布料小车位置检测系统、料仓料位检测系统、信号的处理及传输和布料小车连锁控制系统。
关键字料位检测,可逆皮带,PLC,电气控制ABSTRACTAutomatic distributing control system mainly includes the material level in ore bins detection and control; Cloth car position detection and control; And the related equipment implementation logic chain control and protection, to ensure the system safe, stable and efficient operation. Appeared in the process of coking ingredients, with coal blended coal has a direct affect the quality of product. Currently most coking plant blending cloth fabric information in the system are workers achieve cloth, cloth is easily mixed coal and quality accidents such as wall hopper. Aimed at the disadvantages of traditional forms of material, design of efficient and stable automatic distributing control system is particularly important.This automatic control system to coking plant coal automatic fabric cloth as the main body craft, USES the PLC as the core processor, combined with electric control technology, detection technology will build field all control equipment for the distributed system, through the software programming and hardware and software configuration technology to realize the modernization of the automatic cloth monitoring and management. Develop excellent performance, suitable for various types of coke oven of PLC control system; Control system including cloth car position detection system, bin material level detection system, signal processing and transmission and cloth car chain control system.Keywords Material position detection, reversible belt, PLC, electric control目录摘要 (I)ABSTRACT.................................................................................................................. I I1 绪论 (3)1.1 课题背景 (3)1.2 课题综述 (3)1.2.1 本课题研究的意义 (3)1.2.2 自动布料控制系统的发展现状 (4)2 自动布料控制系统的工艺流程 (5)3 自动布料控制系统的选择 (7)3.1 继电器-接触器控制 (7)3.2 PLC控制 (7)3.2.1 PLC的发展历程 (7)3.2.2 PLC的特点 (8)3.2.3 PLC的主要构成和各主要部分的功能 (8)3.2.4 PLC控制系统的设计基本原则 (9)3.3 继电器-接触器控制与PLC控制结合 (9)3.4 控制方案的比较和选择 (10)4 自动布料原理的设计 (11)5 设备的选择 (12)5.1 检测及电气设备的选择 (12)5.2 PLC的选型 (12)5.2.1 选型分析 (12)5.2.2 系统的安装 (13)5.2.3 PLC选型的确定 (13)5.2.4 输入/输出模块的选择 (13)5.2.5 抗干扰措施 (14)6 控制系统的设计 (15)6.1 控制系统工作原理 (15)6.1.1 运料小车的运动流程 (15)6.1.2 设备控制要求 (15)6.1.3 控制系统图 (16)6.1.4 PLC框架配置图 (17)6.2 系统资源分配 (17)6.2.1 I\O地址分配 (17)6.2.2 数字量输入部分 (18)6.2.3 数字量输出部分 (18)6.2.4 内部继电器部分 (19)6.3 电气原理图 (19)6.4 PLC程序 (21)7总结与展望 (27)7.1 本文主要完成的工作及总结 (27)7.2 工作展望 (27)参考文献 (28)致谢 (1)1 绪论1.1 课题背景自动布料控制系统通过对矿仓料位的检测,实现矿仓的优先布料和均匀布料,以达到煤料合理分布的目的。
纺织机械同步传动控制系统的设计和制作设计任务书1. 指导思想最大限度的满足生产工艺和机械设备的要求,结合机电传动控制和应用技术的特点,进行初步的工程训练。
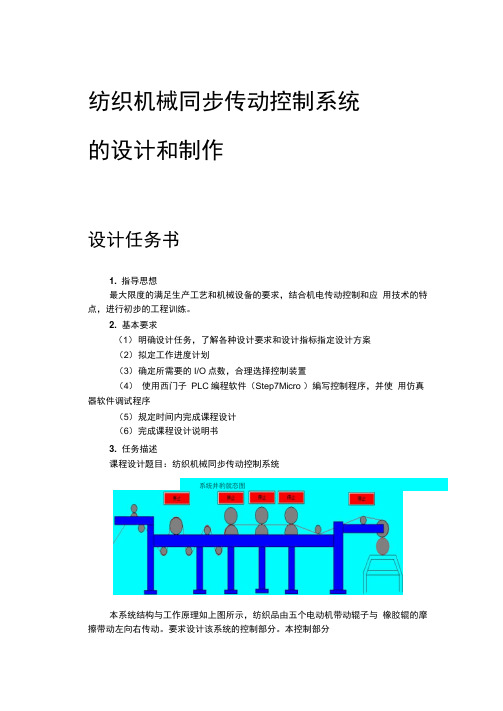
2. 基本要求(1)明确设计任务,了解各种设计要求和设计指标指定设计方案(2)拟定工作进度计划(3)确定所需要的I/O点数,合理选择控制装置(4)使用西门子PLC编程软件(Step7Micro )编写控制程序,并使用仿真器软件调试程序(5)规定时间内完成课程设计(6)完成课程设计说明书3. 任务描述课程设计题目:纺织机械同步传动控制系统系统并豹就态图本系统结构与工作原理如上图所示,纺织品由五个电动机带动辊子与橡胶辊的摩擦带动左向右传动。
要求设计该系统的控制部分。
本控制部分采用西门子S7-226PLC控制5个三相变频电机,实现纺织布料在该系统中自左向右的同步传动。
4. 任务设计主要内容(1)完整的设计任务书;(2)正确地编程元件的地址分配;(3)设计并说明PLC、变频器与各电气元件的接线安装图;(4)设计相应的PLC控制程序并翻译成指令;(5)设计系统控制柜元件布置图与操作台面板。
设计任务书................................... 1..一、引言.................................... 2.二、控制方案的选择......................... 3.三、I/O分配表............................... 4.四、PLC及电气硬件接线图 (5)五、编写控制系统的流程图及编程梯形图 (6)六、调试说明 (11)七、结束语 (12)附录 (14)一、引言可编程逻辑控制器(Programmable Logical Controller ),简称PLC。
可编程序控制器是综合了计算机技术、自动控制技术和通讯技术而发展起来的一种新型的工业控制装置,它具有可靠性高、编程简单、维护方便等优点:已在工业控制领域得到广泛地应用。

毕业设计目标表成品机械毕业设计课题:-工艺工装夹具类:1.杠杆工艺和工装设计2.活塞的机械加工工艺,典型夹具及其CAD设计3.过桥齿轮轴机械加工工艺规程4.FA311A一三排罗拉支架加工工艺设计。
5.CA6140车床后托架加工工艺及夹具设计31001-后托架6.WHX112减速机壳加工工艺及夹具设计7.WH212减速机壳体加工工艺及夹具设计8.CA6140拔叉零件的加工工艺及夹具的设计9.CA6140车床齿轮工艺规程与夹具设计10.拖拉机拔叉零件的加工工艺及夹具的设计11.拨叉80-08的加工工艺及夹具设计12.拨叉(12-07-05)加工工艺及夹具设计13.CA6140拨叉83001-8300914.变速器换档叉的工艺过程及装备设计15.29323联轴器的加工16.后钢板弹簧吊耳加工工艺及夹具设计17.连杆孔加工工艺与夹具设计18.连杆体的机械加工工艺规程的编制19.锡林右轴承座组件工艺及夹具设计20.内齿圈成组数控加工工艺及其钻床夹具设计21.溜板工艺极其挂架式双引导镗床夹具22.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计23.挂轮架轴工艺过程及工装设计24.道奇T110总泵缸加工25.共轭凸轮的设计制造(CADCAM)及工艺26.空压机吸气阀盖头加工工艺编程及夹具27.CA6140车床齿轮工艺规程与夹具设计28.点焊机上电极臂机械加工专用夹具29.变速齿轮箱(394)加工工艺分析和编程30.CA6136车床手柄座工艺及夹具设计31.三用阀右阀筒工艺规程及夹具设计32.美国赛车连杆工艺规程编制33.天线塑胶主体件加工工艺的设计与制造34.超细长轴车削加工工装设计35.轴套零件的机械加工工艺规程及夹具设计36.箱体零件的机械制造工艺与夹具设计37.方向机壳钻夹具设计38.轴承座加工工艺及夹具设计39.活塞结构设计与工艺设计(课程设计)40.750发动机前机体机加工艺及钻模设计41.NF125曲轴左部零件的机加工艺及铣床夹具设计42.车床尾座体工艺工装设计(钻Φ14斜孔夹具)43.机器人大臂支耳加工工艺设计44.蜗轮减速器机盖加工工艺及部分工装设计45.齿轮泵后盖加工工艺与钻6-14联接孔夹具设计46.CA10B前刹车调整臂外壳加工工艺及专用夹具设计47.YTP26气腿式凿岩机机体工艺及夹具设计48.基于UG填料箱压盖工艺规程设计及夹具设计49.某拨叉加工工艺及夹具设计50.汽车变速箱加工工艺及夹具设计51.汽车连杆加工工艺及两套夹具设计52.汽轮机叶片夹具设计53.填料箱盖压零件的工艺规程及钻孔夹具设计54.万向节滑动叉机加工艺及工装设计[二夹具设计]55.横包机右支架工艺规程及夹具设计56.总泵缸体工艺规程及车夹具设计57.盘齿角齿轮及钻孔夹具设计冲压模具类-注塑模具类-复合模具类设计130.塑料后盖注塑模设计131.PP(聚丙烯共聚物)直弯管的设计。
第4章软件设计
4.1 软件设计总体方案
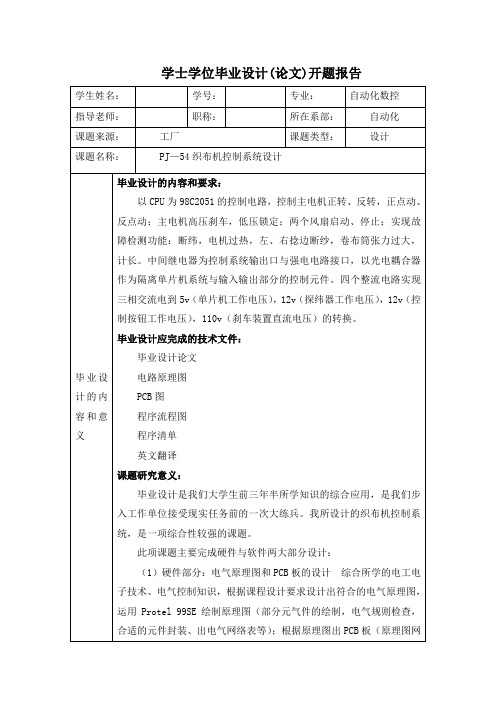
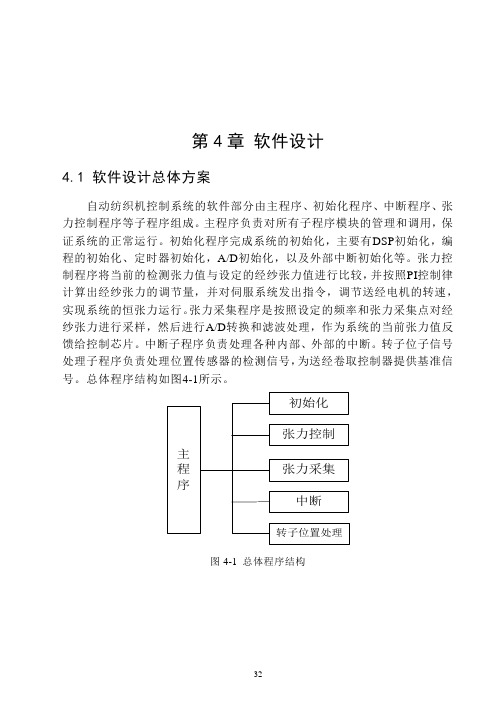
自动纺织机控制系统的软件部分由主程序、初始化程序、中断程序、张力控制程序等子程序组成。
主程序负责对所有子程序模块的管理和调用,保证系统的正常运行。
初始化程序完成系统的初始化,主要有DSP初始化,编程的初始化、定时器初始化,A/D初始化,以及外部中断初始化等。
张力控制程序将当前的检测张力值与设定的经纱张力值进行比较,并按照PI控制律计算出经纱张力的调节量,并对伺服系统发出指令,调节送经电机的转速,实现系统的恒张力运行。
张力采集程序是按照设定的频率和张力采集点对经纱张力进行采样,然后进行A/D转换和滤波处理,作为系统的当前张力值反馈给控制芯片。
中断子程序负责处理各种内部、外部的中断。
转子位子信号处理子程序负责处理位置传感器的检测信号,为送经卷取控制器提供基准信号。
总体程序结构如图4-1所示。
图4-1 总体程序结构
32。
目录一.引言 (2)1.1 研究背景 (2)1.2 设计目的 (2)1.3 设计主要过程及内容 (2)二.控制方案的选择 (2)2.1控制方案分析 (2)2.2控制方案选择 (3)2.3 主要电气设备 (3)三.I/0分配表 (3)四.PLC及电气硬件接线图 (4)4.1 附图文字说明 (4)4.2 电器型号 (5)五.控制系统流程图及编程梯形图 (6)5.1 控制系统编程流程图 (6)5.2 编程梯形图 (6)5.3 编程指令 (12)六. 调试说明 (14)6.1 模拟调试 (14)6.2 现场调试 (14)七.结束语 (15)八.参考文献 (16)一.引言1.1 研究背景纺织机械同步传动控制系统纺织工业要求布恒张力向前传动。
本系统结构与工作原理如上图所示,纺织品由五个电动机带动辊子与橡胶辊的摩擦带动左向右传动。
五个电动机的速度不同,该系统的控制部分采用西门子S7-226PLC控制5个三相变频电机,实现纺织布料在该系统中自左向右的同步传动。
1.2 设计目的变频电机的转速范围0~1500r/min;按下启动按钮,布料按一个初始速度自左向右运行;一直按下升速按钮,布料运行速度持续上升(上升到上限不在上升);一直按降速按钮,布料运行速度持续下降(下降到下限不在下降);按停止按钮,系统停止运行;1.3 设计主要过程及内容使用S7-220编制程序输出五个模拟量电压输入变频器控制五个电动机的转速从而实现布以不同速度的同步传动。
二.控制方案的选择2.1控制方案分析在五个电机开始运行时,都具有一定的初始转述,即按下启动按钮,五个电机以不同的转速运行,并且能实现布的加速减速传动,遇到紧急状况时能使电机急停。
电机无极调速。
2.2控制方案选择PLC采用西门子S7-226并挂三个模拟量输出模块通过编程输出5个0~10V电压输入五个变频器控制五个电动机输出五个不同转速,实现布的同步传动。
同时设置启动,升速,降速,停止,急停按钮采用手动方式工作。
【供电方案】纺织机控制系统可靠性设计前言我国是世界纺织品生产大国, 对包括无梭织机在内的新型纺织机械需求持续旺盛, 国内外纺织机械制造企业竞争相当激烈。
我国纺织机械企业也加强了对自动控制系统的研发投入,主要是以ARM、PLC为核心的自动控制系统。
在加入自动控制系统后,纺织机的性能有了很大提升。
但由于系统较为复杂,各个功能模块之间可能会相互干扰,此时供电系统的设计就显得尤为重要,特别是隔离供电设计。
本文提出了纺织机控制系统的完整供电解决方案,为你打造高质量、高性能、高附加值、高可靠性的控制系统提供支持。
一、纺织机的结构一台纺织机主要由开口装置(凸轮开口、电子多臂开口、曲柄开口)、引纬装置(梭子引纬、喷水引纬、剑杆引纬、喷气引纬片梭等)、打纬装置、送经装置和卷取装置等五个核心部件组成。
这五个核心部分就组成了一台织机的五大运动:开口(也称为提综)、引纬、打纬、送经和卷取。
经纬纱线在织机上整个交织形成织物的过程,是通过以五大运动过程实现的。
织机的其他辅助装置有:启制动装置、断经纱断纬纱自停装置、选纬器、储纬器和布边装置等。
二、纺织机的控制系统隔离处理的好处在电子电路系统中,不可避免地存在各种各样的干扰信号,若电路的抗干扰能力差将导致测量、控制准确性的降低,甚至产生误动作,从而带来破坏性的后果。
因此,若硬件上采用一些设计技术,破坏干扰信号进入测控系统的途径,可有效地提高系统的抗干扰能力。
事实证明,采用隔离技术是一种简便且行之有效的方法。
纺织机的控制系统中需要采取两类隔离处理,一类是通讯隔离、另一类是供电隔离。
其采用隔离设计主要有以下几点好处:隔离通讯保证各机构独立稳定运行如果纺织机各执行单元未进行隔离处理,此时若某个执行机构出现故障,会导致整个控制系统崩溃,无法采集分析故障,最终无法完成紧急停车操作。
若采用隔离方案,即便某个执行单元出现故障情况,不会导致整个系统崩溃,主控制器任然可对故障进行检测并采取紧急制动措施。
2009届分类号:单位代码:10452本科毕业设计纺织品打包机设计姓名学号年级2005专业机械设计制造及其自动化系(院)工程学院指导教师2009年3月13日摘要我国是世界上最早生产纺织品的国家之一,但是我国的纺织品生产却相当落后。
纺织品在运输过程中因为体积大、重量轻,导致运输费用和仓储费用等成本加大,使原本不大的利润空间下降的更低。
因此,解决这一问题是十分迫切和必需的。
针对这一问题本文设计了一种简单的打包机。
本文介绍了纺织品打包机的控制机构、压缩室结构和打包机构等各部分的结构及原理;并对打包机出现的常见问题进行了分析和解决。
本文设计的纺织品打包机,采用了自动打包方式;自动供绳,结扣和打包。
这不仅减少了工人的劳动强度,而且提高了纺织品打包机的打包效率。
关键词:纺织品;压缩;液压;打包AbstractThe our country is one of the nation which produced a textile product at the earliest stage in the world. But, the textile product production of our country very fall behind. The textile product is in the process of transport in big because of physical volume, weight light, cause cost enlargements, such as conveyance expenses and warehouse expenses...etc. Make the originally not big profits space descend of much lower. Therefore make this problem resolve is very urgent with essential. One kind in brief packs machine to be designed to aim at this problem. This thesis introduced the structure and principle that the textile product pack the control organization of machine and compress room structure and pack each part of organization's etc. And fought each other the problem that the chartered plane usually appears to carry on analysis to reach agreement to answer. The textile product of this thesis design packs machine and applied to automatically pack of way; Provide of auto rope, the knot buttons up and packs; Not only reduced the worker's labor strength, but also raised a textile product to pack of machine an efficiency so.Key words:textile product; compress; the liquid press; automatically pack目录1绪论................................................................................................................................... - 1 -引言.................................................................................................................................. - 1 -国内研究现状.................................................................................................................. - 1 -国内打包设备现状...................................................................................................... - 1 -打包机的发展趋势...................................................................................................... - 2 -本文研究的目的、意义和内容...................................................................................... - 3 -课题目的...................................................................................................................... - 3 -研究的意义.................................................................................................................. - 3 -研究的内容.................................................................................................................. - 3 -2棉花打包机的设计............................................................................................................. - 4 -纤维材料的压缩性能...................................................................................................... - 4 -打包机的结构.................................................................................................................. - 4 -压缩室.......................................................................................................................... - 5 -打包机构...................................................................................................................... - 5 -.......................................................................................................................................... - 10 -.......................................................................................................................................... - 10 -...................................................................................................................................... - 10 -...................................................................................................................................... - 10 -按最佳压缩比设计.................................................................................................... - 12 -按棉花所能承受的最大压力设计............................................................................ - 15 -根据油泵的驱动功率选择电动机................................................................................ - 17 -液压缸和液压泵的选取................................................................................................ - 17 -液压系统的节能和打包机的安全问题的分析和改善................................................ - 17 -液压系统的节能问题的分析和改善........................................................................ - 17 -打包机的安全问题的分析和改善............................................................................ - 22 -3结论................................................................................................................................... - 24 -(1)从经济效益总结................................................................................................ - 24 -(2)从自动化方面总结............................................................................................ - 24 -(3)从节能方面总结................................................................................................ - 24 -(4)从安全方面总结................................................................................................ - 24 -参考文献.............................................................................................................................. - 25 -谢辞...................................................................................................................................... - 26 -1 绪论引言纺织品:即纺织纤维经过加工织造而成的产品。
安徽建筑工业学院毕业设计 (论文)课题基于PROFIBUS的腈纶纺丝控制系统(前纺)专业班级学生姓名学号指导教师2009年6月 9日摘要我国早期的腈纶纺丝生产线存在控制精度低、故障率高、参数调整困难等缺点。
随着科学技术的进步,PLC技术、通讯技术、变频器技术得到了极大的发展。
这为实现现代化的腈纶纺丝线控制系统提供了良好的技术基础和理论基础。
本文阐述了腈纶纺丝线的工艺流程,设计了基于PROFIBUS的腈纶纺丝(前纺)控制系统。
该控制系统以是以PROFIBUS为主要通信网络,以西门子PLC的S7-300做主要控制器,为腈纶纺丝的流水线生产而设计的控制系统。
该控制系统以S7-300 PLC为控制核心,用交流变频器控制同步电动机进行调速,通过PROFIBUS-DP网络实现PLC与变频器之间的数字通信,从而达到生产线速度协调控制的目的。
本文最后给出了控制系统的软、硬件设计图纸。
在充分了解腈纶纺丝生产的工艺和流程基础上,设计出了控制系统的电气结构、网络结构、PLC控制系统等。
关键词:腈纶纺丝; PLC;PROFIBUS-DP;变频器;Step-7AbstractThere are many problems in the former acrylic fiber plant control system such as low precision、high breakdown frequency and difficulty in adjusting parameters. With the important improvement of science and technology, the technology of PLC、communication and frequency convert or also make prominent progress, which support us with good foundation of technology and theory .This paper briefly introduces the craft of acrylic fiber first. The control system is the main communication network PROFIBUS to the PLC Siemens S7-300 to do the main controller, the pipeline for the production of acrylic fiber spinning designed controls system. The basic idea of control is as follows: the control center is S7-300 PLC; AC frequency convector is used to govern the speed of synch motor; and the communication between PLC and frequency convector is realized through PROFIBUS-DP. So we can achieve the results that the speed of the whole acrylic fiber plant is coordinate. At last, the sketch of software and hardware will be attached.In full knowledge of the production of acrylic fiber spinning technology and process based on the design of electrical control system structure, network structure, PLC control systems.Keywords:Acrylic fiber;PLC;PROFIBUS-DP;Frequency convector;Step-7目录第一章绪论 (1)1.1选题背景及研究意义 (1)1.2腈纶纺丝工艺介绍 (1)1.2.1 腈纶纺丝的工序介绍 (1)1.2.2 系统的工艺流程介绍 (2)1.3主要研究内容 (2)第二章控制系统整体设计 (3)2.1生产线控制系统的特点 (3)2.2系统设计的方案 (4)2.3系统的整体结构设计 (4)2.4系统电气结构整体设计 (5)2.5系统网络结构整体设计 (6)第三章系统电气结构设计 (7)3.1系统电路的整体介绍 (7)3.2变频技术 (7)3.2.1 变频器的原理 (7)3.2.2 TD系列变频器 (8)3.2.3变频器调速 (9)3.3整流电路 (9)3.4保护电路 (10)3.5前纺电机拖动电路 (11)第四章PLC控制系统设计 (13)4.1PLC控制的介绍 (13)4.1.1 PLC的简介 (13)4.1.2可编程序控制器的基本结构 (13)4.2PLC的比较选型 (13)4.3S7-300的介绍 (14)4.3.1 S7-300基本结构 (14)4.3.2 S7-300的功能 (15)4.4PLC控制系统的设计 (15)4.5PLC通信的实现 (16)4.5.1 PLC主站 (16)4.5.2 变频器智能从站 (16)4.6PLC的I/O模块 (17)第五章基于PROFIBUS总线通信的设计 (19)5.1PROFIBUS现场总线技术 (19)5.1.1PROFIBUS现场总线技术概述 (19)5.1.2 PROFIBUS的基本特点 (19)5.1.3 PROFIBUS的类型 (19)5.2PROFIBUS—DP现场总线技术 (20)5.2.1 PROFIBUS—DP协议结构 (20)5.2.2 PROFIBUS—DP特性 (20)5.2.3 PROFIBUS-DP系统配置和设备类型 (20)5.2.4 PROFIBUS-DP基本功能 (21)5.3工业PC和PLC的通信 (21)5.3.1 MPI通信介绍 (21)5.3.2 PC/MPI适配器介绍 (21)5.3.3工业PC和PLC的通信设置 (22)5.4PLC与变频器的联接 (22)5.4.1总线适配器的接线 (22)5.4.2 PLC和变频器通信的实现 (23)第六章控制系统的STEP7的组态设计 (25)6.1STEP7编程软件简介 (25)6.2STEP7的组态设计 (25)6.2.1 创建组态项目 (25)6.2.2 硬件组态与通讯组态 (25)6.3软件编程 (27)6.3.1 PLC的循环执行过程 (27)6.3.2 控制系统程序 (27)结论 (29)谢辞 (30)参考文献 (31)附录1:软件设计图 (32)附录2 电路图 (37)英文原文 (39)英文翻译 (43)第一章绪论1.1选题背景及研究意义世界腈纶工业50年代初实现工业化,腈纶的优良性能,使其在服装、装饰、产业三大领域都有应用。
前言20世纪80年代以来,从原料进入车间到纺成纱,以及织成布的各个工序都在提高自动监控水平的基础上加快了纺纱速度、缩短了纺纱生产周期,并逐步实现了许多自动生产线,纺纱生产有的实现了无人车间、无人工厂、无人工序,织造生产也在自动化进程中加快了步伐。
自动化的实现及自动监控水平的实现,不仅减少了用工,提高机器运转效率,而且显著提高了半制品及成品质量,使棉纺织工业走向高科技阶段,估计再经过若干年时间,不论纺纱及织造工厂都将在自动化进程中向着更加完善、更加高级的水平发展,甚至会实现无人纺纱及织造工厂。
本篇论文围绕喷水织布机控制系统的设计,根据设计要求,介绍了织布机的发展概况,喷水织布机的工作原理,控制系统原理图的设计,软件流程图的绘制与程序的编写,并介绍了如何使用Protel 99SE 绘制原理图、出PCB图。
全文分五章,第1章为织布机概述,主要介绍了织布机的种类及发展概况、喷水织布机的结构组成、工作原理及控制、检测要求。
第2章为硬件设计部分,详细说明了硬件部分的设计情况,包括设计方案的确定,主控制电路、整流控制电路及强电控制电路部分的设计、分析。
第3章为软件设计部分,包括主程序、子程序流程图的绘制,主程序、中断子程序、延时子程序的编写和说明等。
第4章为Protel 99SE的应用,介绍了Protel 99SE,并简单说明了如何应用Protel绘制系统原理图及PCB板。
第5章主要写了做毕业设计的心得体会。
第一章织布机概述1.1 织布机简介织布机分梭织机、喷水织机和喷气织机,由于梭织机惯性大、效率低,已基本淘汰,目前的织布机多为喷水织机和喷气织机,两者的织布原理基本相同。
喷水织机是利用高压水与纬纱之间的摩擦力,拉动纬纱穿过交错排列的上下交替运动的一根根经纱。
经纱和纬纱交替过程中,经纱边交替上下运动边向前移动,每上下交替运动一次,高压水嘴喷出一跟纬纱。
纬纱和经纱绕在各自的纱管上,自动放纱,每喷出一根纬纱,剪纱刀自动将其剪断。
为使纬纱排紧,每喷一根纬纱,紧纱装置紧纱一次,使纬纱排列紧密。
织成的布经吸水装置吸水后,卷到前方卷布筒上。
原理图如图1-1所示。
1.2 检测的内容及要求在喷水织布过程中,遇到故障必须立即停车,需检测的故障有:(1)断纬。
在正常工作中,每喷一次水,由接近开关产生一信号,同时探纬传感器也相应产生一信号,两信号同时送到探纬器。
若探纬器只收到接近开关信号,没有收到探纬传感器信号,说明已经断纬,此时,探纬器立即发出停车信号,切断主电机电源,随后发出刹车信号,刹住织布机,停止运动,以免经纱继续向前走,造成织布故障,重新开机后,纬纱不连续,织出次品。
(2)电机过热。
当电机温度过高,电机内部的过热保护装置发出信号,电机须停机,并立即刹车。
(3)左、右捻边纱,缠纬纱断纱,卷布筒张力过大,需停车、刹车。
(4)除了上述的故障发生,需停车外,当织布机长度达到设定长度时,也需要立即停车。
1.3织布机的控制要求1.3.1 织布机的三只电机1.主电机主电机主要为织布机运动装置提供运动及动力。
起动时,有两种方式:①Y形起动,正常工作时也为Y形;②Δ-Y形起动,Δ形起动(起动快),经延时后切换成Y形正常运转,起动方式可由操作者选择。
2.风机电机风机电机共两只,一只吹风,一只吸水,将吹风机吹出的水汽吸走。
图1-1 织布机原理1.3.2 电机的控制调整织布机各个运动机构位置时,可正、反点动主电机。
此时风扇电机不需要起动。
织布时,要先起动风扇电机,后起动主电机,否则主电机不起动。
1.3.3 刹车的控制刹车装置为电磁铁,起动主电机织布时,刹车装置必须处于有效状态,即遇到故障时停车后能立即刹车。
当刹车装置处于无效状态时,主电机不能起动。
点动调整织布机时,刹车也应处于有效状态。
松开点动按钮后,能立即刹住织布机。
当刹车装置处于无效状态时,可用手工盘动织布机,以调整织布机运动机构位置。
1.3.4 指示灯织布机有四盏指示灯。
红色为电源指示灯,接通电源后,该灯亮;黄灯为织布(探纬)指示,正常工作时,该灯不停闪烁,断纬停车后,该灯只亮不闪烁;绿灯为电机过热、捻边纱、缠纬纱断纱指示,故障发生后停车时,该灯亮,故障不发生灯不亮;蓝灯为计长指示,设定长度达到后停车时指示,长度未达到不停车不亮。
1.3.5 直流电源控制系统所需直流电源有四种:单片机工作电压5V,探纬器工作电压12V,控制按钮工作电压12V,刹车装置直流电压110V。
上述四种直流电压经变压、整流后获得。
刹车时加在电磁铁上的电压为110V,停车后,降为24V,这是通过控制系统软件,使电磁铁线圈处于通—断—通—断┅工作状态,改变通、断时间比,使线圈的平均电压为24V。
如图1-2所示。
图1-2 刹车电压第二章硬件部分设计硬件的设计主要包括两部分内容:电路原理图部分和PCB板图部分。
2.1 设计方案根据毕业任务书,要求设计织布机控制系统。
电路图包括强电与弱电两部分内容。
弱电部分的直流电压由工业用电380V交流电压经整流滤波获得,包含主控电路与整流电路的设计。
主控电路主要由单片机、控制电机实现正反转、点动、风机运转、电磁刹车、故障检测和各项运行指示电路组成,并使用光电耦合器耦合脉冲信号、隔离单片机系统的输入、输出部分,固态继电器控制系统输出口与强电电路接口。
整流电路主要由整流变压器、二极管整流桥、滤波器和集成稳压器等环节组成。
强电部分主要包括电气保护元件、接触器开关、电机等。
2.2 主控电路的设计主控电路主要由单片机、控制电机实现正反转、正反点动、风机运转、电磁刹车、故障检测和各项运行指示电路组成,并使用光电耦合器耦合脉冲信号、隔离单片机系统的输入、输出部分,固态继电器控制系统输出口与强电电路接口。
1.89C2051在织布机控制系统中的应用分析89C2051是由ATMEL公司推出的一种小型单片机,其主要特点为采用Flash存储器技术,降低了制造成本,其软件、硬件与MCS-51完全兼容,其程序的电可擦写特性,使得开发与试验比较容易。
(1)如图2-1所示,89C2051共15条I/O引脚,P1口共8脚,准双向端口,P3口共7脚,准双向端口,并且保留全部P3口的第二功能。
在织布机控制系统电路图中,2051的P1口、P3口只作为双向I/O口使用,不使用P3口的第二功能。
(2)外接晶体引脚XTAL1和XTAL2接外部振荡器信号,即把外部振荡器的信号直接连到内部时钟发生器的输入端。
原理图中使用了12MHz晶振,则根据单片机CPU的工作时序,其4个周期的具体值计算如下:振荡周期=1/12us;时钟周期=1/1221/6⨯=;us us机器周期=1/12261⨯⨯=;us us指令周期=1(1~4)1~4⨯=。
us us(3)单片机工作电压+5V,由交流电压经变压、整流、滤波得到。
(4)各引脚应用说明(表2-1)表2-1 引脚应用说明2.光电耦合器驱动接口(1)光电耦合器的结构及特点光电耦合器由发光源和受光器两部分组成,并封闭在同一不透明的管壳内由绝缘的透明树脂隔开,如图2-2所示。
发光源引出的管脚为输入端,受光器引出的管脚为输出端。
光耦合器的封装形式有管形,双列直插式和光导纤维连接等形式。
光电耦合器的发光源常用砷化镓红外发光二极管,受光器常用光电三极管、光敏晶体管和光敏集成电路等。
(2)设计原理图中的光耦(如图2-3所示),为光电耦合器在控制系统图2-2 光电耦合器的结构和符号原理图中的应用方式。
图中光耦为晶体管输出型光电耦合器。
光电晶体管以光取代基极电流,作为晶体管的输入,当光电耦合器的发光二极管发光时,光电晶体管受光的影响在cb和ce间会有电流流过,电流受光照强度控制。
光电耦合器起到耦合脉冲信号和隔离单片机89c2051 系统与控制开关、输出部分的作用,使两部分的电流相互独立。
由于光电耦合器是电流型输出,不受输出端工作电压的影响,因此可以用于不同电平的转换。
图2-3 原理图中的光耦接口电路图中,当开关闭合时,发光二极管通电发光,受光部分受光导通,P3.4低电平有效;当开关断开,光耦输入端电流为0,发光二极管不导通,输出相当于开门,P3.4为高电平。
图中电阻起限流保护作用:①将直流电压+12v加到发光二极管正极,让其具有导通发光的条件,这是从直流电压供给电路方面考虑的;②发光二极管在导通下如果正向偏置电压稍稍增大一点,其正向电流就会增大许多,而导致烧坏器件,限流保护电阻的目的就是要限制正向电压的增大量;③当直流工作电压+12V增大时,流过电阻R和发光二极管VD的电流也同时增大,在R上的压降增大,直流工作电压的大部分增大量都降在了R上,因为电流增大R上的压降也增大,VD上的正向电压增大量大大降低,有效的限制了VD的正向电流,达到保护VD的目的。
4.固态继电器型输出接口固态继电器是一种全部由固态电子元件组成的无触点开关元件,他利用电子元器件的点,磁和光特性来完成输入与输出的可靠隔离,利用大功率三极管,功率场效应管,单项可控硅和双向可控硅等器件的开关特性,来达到无触点,无火花地接通和断开被控电路。
固态继电器有三部分组成:输入电路,隔离(耦合)和输出电路。
按输入电压的不同类别,输入电路可分为直流输入电路,交流输入电路和交直流输入电路三种。
有些输入控制电路还具有与TTL/CMOS兼容,正负逻辑控制和反相等功能。
固态继电器的输入与输出电路的隔离和耦合方式有光电耦合和变压器耦合两种。
固态继电器的输出电路也可分为直流输出电路,交流输出电路和交直流输出电路等形式。
交流输出时,通常使用两个可控硅或一个双向可控硅,直流输出时可使用双极性器件或功率场效应管。
(1)继电器型输出接口电路分析(图2-4):①继电器的输入为单片机的逻辑电平,信号经光电耦合器耦合后,经驱动三极管进行转换,使输出的驱动电压能够适应继电器线圈的要求。
图中PNP 三极管为固态继电器的驱动管,与其连接的电阻R23为三极管基极提供直流工作电压。
②继电器动作时,对电源有一定的干扰,为了提高单片机系统的可靠性,在单片机和继电器之间用光耦隔离,使两部分的电流相互独立。
输出部分的地线接机壳或大地,单片机电源地线浮空,不与交流电源的地线相接。
避免输出部分电源变化对单片机电源的影响,减少系统所受上午干扰,提高系统可靠性。
图2-4继电器型驱动接口电路③图中二极管用于保护固态继电器驱动管。
固态继电器输入端接收信号后,输出端产生输出信号,接触器FC线圈通电,当断电时,接触器线圈会产生电压很大的反向电动势,会击穿继电器的驱动三极管。
加入二极管后,线圈产生的感应电流由二极管流过,不会产生很高的感应电压,保护了驱动三极管。
④ZC为接触器ZC的常闭触点,为防止两个接触器同时得电而导致短路,利用两个接触器的常闭触点分别串在对方的工作线圈电路中,构成相互制约关系,保证电路安全可靠的工作,起电气互锁的作用。