焊接记录表格
- 格式:doc
- 大小:104.50 KB
- 文档页数:3
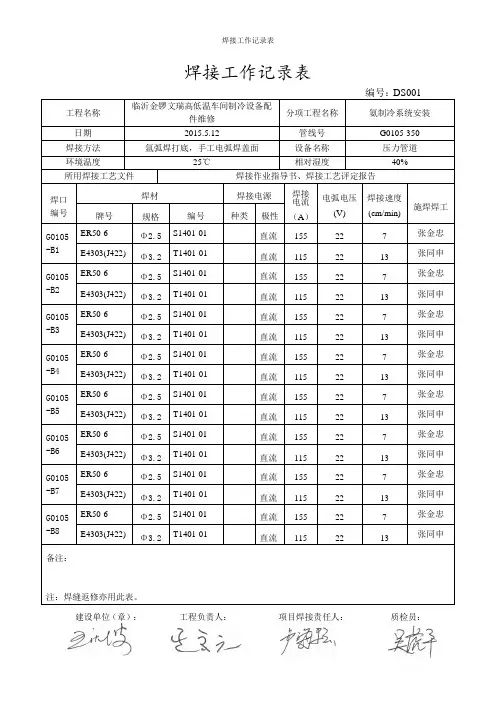
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
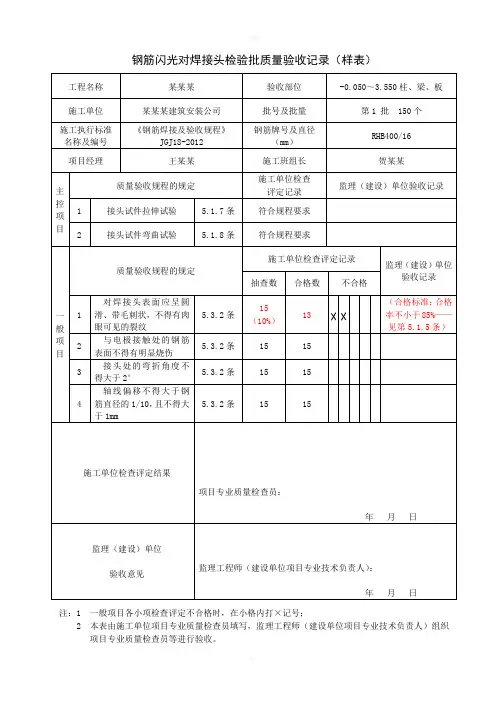
钢筋闪光对焊接头检验批质量验收记录(样表)
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋电渣压力焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
钢筋气压焊接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
预埋件钢筋T形接头检验批质量验收记录
注:1 一般项目各小项检查评定不合格时,在小格内打×记号;
2 本表由施工单位项目专业质量检查员填写,监理工程师(建设单位项目专业技术负责人)组织
项目专业质量检查员等进行验收。
.。
焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
焊工登记表焊工登记表是一种非常重要的文档,它记录了焊工和他们的技能和经验。
这个表格可以帮助公司和工厂管理焊工和焊接项目,以确保每个项目都得到了高质量的焊接。
在这篇文章中,我们将深入探讨焊工登记表的作用和重要性,以及如何创建一个有效的焊工登记表。
焊工登记表的作用和重要性焊工登记表是一种记录焊工技能和经验的文档。
对于任何公司或工厂来说,这个表格都非常重要。
以下是焊工登记表的几个作用:1. 了解焊工的技能和经验焊工登记表可以帮助公司和工厂了解焊工的技能和经验。
这可以帮助他们安排焊工参与适当的项目和任务。
查看焊工登记表时,可以了解焊工是否有足够的技能和经验来应对特定的焊接任务。
2. 根据适当的级别安排焊工焊工通常根据他们的技能和经验分为不同的级别。
焊工登记表可以帮助管理层知道哪个焊工适合哪个级别的任务。
这将确保每个任务都由最合适的焊工执行。
3. 帮助管理焊接项目焊工登记表还可以帮助管理层管理焊接项目。
查看焊工登记表时,他们可以了解哪个焊工可以参与某个项目的特定部分。
这将确保每个项目的质量得到保证,并有助于提高效率。
4. 记录疏散情况焊工登记表还可以用于记录焊工的疏散情况。
这可以在事故或紧急情况下帮助管理层快速确定哪些焊工安全。
此外,在疏散演习时,这可以用于确定缺少哪些关键角色。
如何创建一个有效的焊工登记表要创建一个有效的焊工登记表,您需要考虑以下几点:1. 列出所需的信息首先,您需要列出需要在焊工登记表中包含的信息。
这可能包括焊工的姓名,级别,证书,工作经验等。
2. 使用易于使用的格式要使焊工登记表易于使用,您应该使用易于使用的格式。
您可能希望使用电子表格或表格来放置数据,这样就可以更轻松地筛选和排序。
3. 记录更新您应该确保焊工登记表保持最新。
当焊工完成培训或获得新的证书时,他们的信息应更新。
这可以帮助确保焊工表中的信息始终准确。
4. 定期审查与更新类似,您应该定期审查焊工登记表以确保信息正确。
如果焊工不再是团队的一部分,他们的信息应该从登记表中删除。
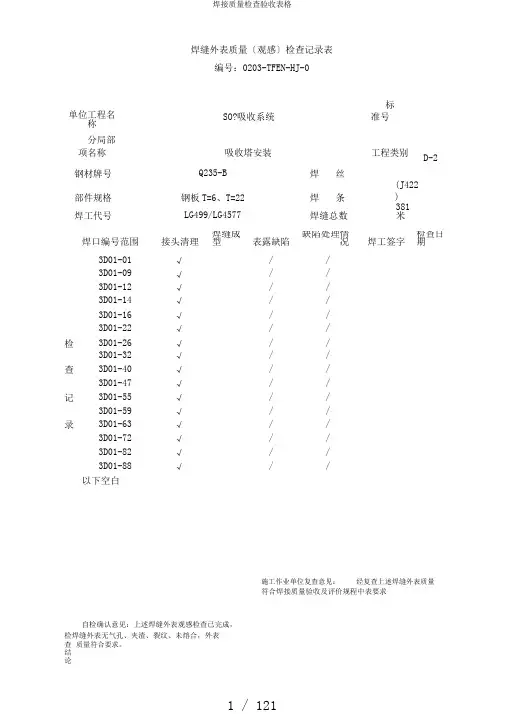
焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。