第三章直方图
- 格式:doc
- 大小:101.01 KB
- 文档页数:6
第三章直方图直方图是用一系列等宽不等高的长方形来表示,宽度表示数据范围的间隔,高度表示在给定间隔内数据出现的频数,变化的高度形态表示数据的分布情况。
直方图一般用于显示波动的形态,直观地传达有关过程情况的信息和决定在何处集中力量进行质量改进。
根据直方图提供的信息,可以推算出数据分布的各种特性值和工序能力指数和工序的不合格品率。
一、收集数据:收集所需的数据,并将其填入数据表。
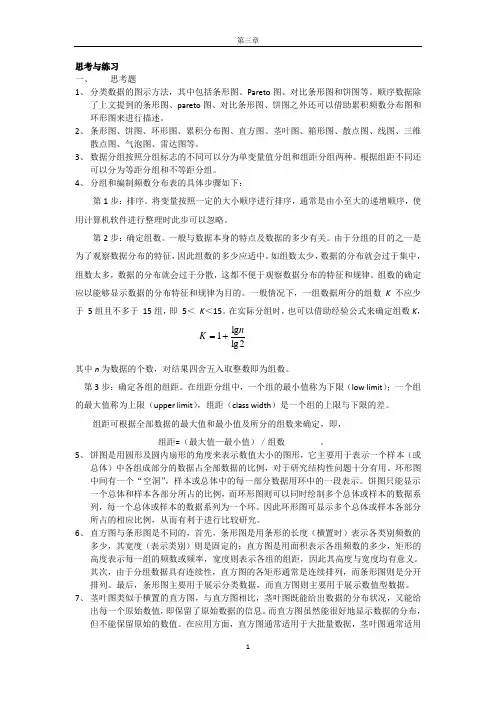
一般经常采取的数据个数为50~200个,组数常在6~15范围内。
否则反映分布及随后的各种推算会有很大的误差。
二、确定组距和组数:组距选取时最好为测量单位1、2、5的倍数。
求出步骤:a计算极差R。
从数据中选出最大值和最小值,这时应去掉相差悬殊的异常数据。
用最大值减最小值所得结果即为极差。
b用测量单位的1、2、5的倍数除极差,并将所得值修整。
c将圆整值对照下表确定组数,这时圆整值对应的测量单位的倍数值即为组距。
组数表d确定分组组界:把数据中的最小值分在第一组的中部,并把分组组界定在最小测量单位的1/2处,以避免测量值恰好落在边界上。
第一组下限值为最小值-最小测量单位/2,第一组的上限为下限值加上组距。
依次类推,直至它包括最大值的末一组的上界为止。
三、作频数分布表a填入顺序号及各组界限值。
b计算各组的组中值:X中c统计各组频数四、作直方图:用横坐标标注质量特性的测量值的分界值,纵坐标标注频数值,各组的频数用直方柱的高度表示,就形成了直方图。
确定横坐标刻度时要考虑包括数据的整个分布范围,确定纵坐标刻度时,应考虑最大刻度值要包容最大频数的组。
在图内作必要的说明(如图名、收集数据的时间和地点、总频数、统计特性值等)。
五、图形分析常用的分析方法有图形分析和对照标准(规格)分析。
图形分析对质量特性计量值而言,其数据分布大体上符合正态分布。
在正常的生产情况下,其直方图的形状也应呈现出正常的形态;当有异常因素影响时,直方图的图形也呈现出异常。
正常型(对称型)正常型的直方图形,中间高、两边低,左右基本对称。



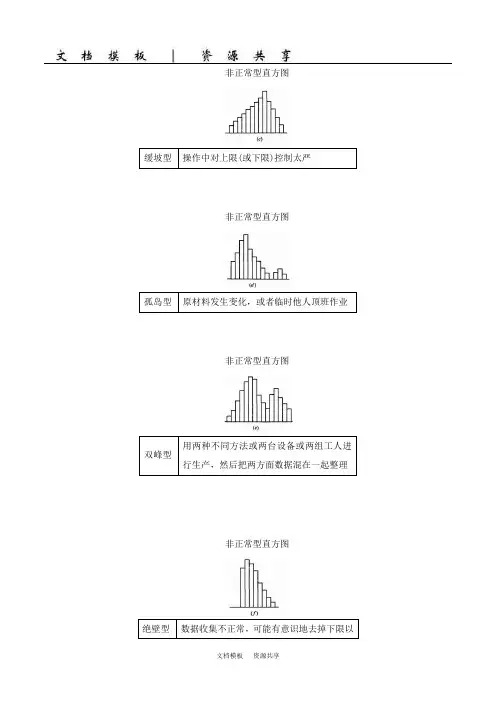
非正常型直方图缓坡型操作中对上限(或下限)控制太严非正常型直方图孤岛型原材料发生变化,或者临时他人顶班作业非正常型直方图用两种不同方法或两台设备或两组工人进双峰型行生产,然后把两方面数据混在一起整理非正常型直方图绝壁型数据收集不正常,可能有意识地去掉下限以下的数据,或是在检测过程中存在某种人为因素【例】采用直方图法分析工程质量时,出现孤岛型直方图的原因是()。
A.组数或组距确定不当B.不同设备产生的数据混合C.原材料发生变化D.人为去掉上限下限数据【答案】C【例】由于分组组数不当或者组距确定不当,将形成()直方图。
A.折齿型B.缓坡型C.孤岛型D.双峰型【答案】A将直方图与质量标准比较,判断实际生产过程能力:很理想,处于正常的稳定状态。
在这种情况下生产出来的产品可认为全都是合格品。
生产状态一旦发生变化,就可能超出质量标准下限而出现不合格品。
出现这种情况时应迅速采取措施,使直方图移到中间来生产过程一旦发生小的变化,产品的质量特性值就可能超出质量标准。
出现这种情况时,必须立即采取措施,以缩小质量分布范围加工过于精细,不经济。
在这种情况下,可以对原材料、设备、工艺、操作等控制要求适当放宽些,有目的地使B扩大,从而有利于降低成本已出现不合格品。
此时必须采取措施进行调整,使质量分布位于标准之内散差太大,产生许多废品,说明过程能力不足,应提高过程能力,使质量分布范围B缩小【例】一组随机抽样检验数据做成的直方图,要能说明生产过程质量稳定、正常且合格,其直方图的构成与特点应反映出()。
A.明确的质量标准上、下界限B.直方图为正态分布型C.直方图位置居中分布D.直方图分布中心与标准中心重合E.直方图与上、下界限有一定余地【答案】CDE㈥控制图法⒈控制图的基本形式及其用途控制图又称管理图。
它是在直角坐标系内画有控制界限,描述生产过程中产品质量波动状态的图形。
利用控制图区分质量波动原因,判明生产过程是否处于稳定状态的方法称为控制图法.⑴控制图的基本形式中心线CL标志着质量特性值分布的中心位置,上下控制界限UCL、LCL标志着质量特性值允许波动范围。
使用直方图分析图像色彩在Photoshop中,使用“直方图”调板,可以科学直观的观察和分析图像中的色彩,“直方图”以图形的形式显示了图像像素在各个色调区的分布情况,通过显示图像在暗调、中间调和高光区域是否包含足够的细节,以便进行更好的校正。
1. 认识“直方图”调板(1)执行“文件”→“打开”命令,将素材“自然景.tif”文件打开。
(2)执行“窗口”→“直方图”命令,即可将“直方图”调板打开。
(3)认识“直方图”调板界面。
(4)将直方图以“全部通道视图”模式显示。
(5)将直方图以“扩展视图”模式显示。
(6)为便于观察,我们可以将直方图以单一的黑色显示。
(6)将鼠标指针放置在直方图上某一处,就可显示该处的信息(7)在直方图中拖动鼠标选择一个区域,可在其下方显示该区域的信息。
(8)若在直方图内绘制选区,直方图将只显示该选区内的图像像素在各个色调区的分布情况2. 通过“直方图”分析图像色彩(1)将素材“人物1.tif”文件打开。
分析“直方图”,图像像素主要分部在调板右侧,也就是亮色调区域的图像像素较多,而左侧即暗部区域几乎没有图像像素。
(2)通过直方图我们可以知道,该图像整体偏亮,缺少黑色像素,从而使亮部细节损失较大,此类图片除非特殊需要,否则我们可以认为为一张曝光过度图像。
(3)打开素材“外景tif”文件。
分析“直方图”,图像像素集中在调板左侧,也就是暗部区域,亮部区域几乎没有图像像素。
(4)通过直方图我们可以知道,图像暗部的细节损失较大,图像亮度不足。
我们可以认为是曝光不足图片。
(5)打开素材“人物2.tif”文件打开,分析“直方图”,图像像素集中在中间部分,即中间色调的图像像素包含较多。
(6)通过直方图我们可以知道,图像效果表现为反差过低,层次减少,画面发灰。
(7)打开“人物3.tif”文件,观察“直方图”调板,图像像素在左右两侧的分布较多,即亮部和暗部图像像素较多,中间部分图像像素分布较少。
(8)通过直方图我们可以知道,图像的画面效果表现为反差较高,对比比较强烈,这样的图像会丢失很多细节。
第三章直方图
直方图是用一系列等宽不等高的长方形来表示,宽度表示数据范围的间隔,高度表示在给定间隔内数据出现的频数,变化的高度形态表示数据的分布情况。
直方图一般用于显示波动的形态,直观地传达有关过程情况的信息和决定在何处集中力量进行质量改进。
根据直方图提供的信息,可以推算出数据分布的各种特性值和工序能力指数和工序的不合格品率。
一、收集数据:收集所需的数据,并将其填入数据表。
一般经常采取的数据个数为50~200个,组数常在6~15范围内。
否则反映分布及随后的各种推算会有很大的误差。
二、确定组距和组数:组距选取时最好为测量单位1、2、5的倍数。
求出步骤:
a计算极差R。
从数据中选出最大值和最小值,这时应去掉相差悬殊的异常数据。
用最大值减最小值所得结果即为极差。
b用测量单位的1、2、5的倍数除极差,并将所得值修整。
c将圆整值对照下表确定组数,这时圆整值对应的测量单位的倍数值即为组距。
组数表
d确定分组组界:把数据中的最小值分在第一组的中部,并把分组组界定在最小测量单位的1/2处,以避免测量值恰好落在边界上。
第一组下限值为最小值-最小测量单位/2,第一组的上限为下限值加上组距。
依次类推,直至它包括最大值的末一组的上界为止。
三、作频数分布表
a填入顺序号及各组界限值。
b计算各组的组中值:X
中
c统计各组频数
四、作直方图:
用横坐标标注质量特性的测量值的分界值,纵坐标标注频数值,各组的频数用直方柱的高度表示,就形成了直方图。
确定横坐标刻度时要考虑包括数据的整个分布范围,确定纵坐标刻度时,应考虑最大刻度值要包容最大频数的组。
在图内作必要的说明(如图名、收集数据的时间和地点、总频数、统计特性值等)。
五、图形分析
常用的分析方法有图形分析和对照标准(规格)分析。
图形分析对质量特性计量值而言,其数据分布大体上符合正态分布。
在正常的生产情况下,其直方图的形状也应呈现出正常的形态;当有异常因素影响时,直方图的图形也呈现出异常。
正常型(对称型)正常型的直方图形,中间高、两边低,左右基本对称。
这说明工序处于稳定的正常状态。
孤岛型:在远离主分布的地方出现小的直方形,犹如孤岛,孤岛型直方图说明在生产过程中短时间内有异常因素在起作用,使加工条件发生变化。
偏向型:直方图的顶峰偏向一侧,形成不对称的形状。
偏向型直方图的出现,往往是由于工人操作的偏差造成的,如加工孔往往偏向负公差,而加工轴往往偏向正公差。
双峰型:直方图的图形出现两个高峰。
双峰型直方图的数据来自两个总体,如两批材料制成的产品、两种设备加工的产品或两种工艺方法制造的产品混合
所取得的数据。
平顶型:直方图呈现平顶形,完全不符合正态分布的规律。
平顶型直方图,往往是由于生产过程中缓慢变化的因素在起主导作用。
锯齿型:直方图内的各直方大量出现高度上的参差不齐,但整个图形总体看来还保持中间高、两边低、左右基本对称的形状。
锯齿型直方图一般说来,生产过程中没有显著的异常因素起主导作用,是由于作直方图时,分组过多或测量时仪有误差过大造成。
a正常型b孤岛型c偏向型
d双峰型e平顶型f锯齿型
对照标准分析对照标准分析是指将直方图放到标准(规格)界限之中去分析的一种方法,主要用于判断工序满足标准(规格)的程度,用以分析工序能力。
以下所分析的各种图形中,“T”表示标准范围(公差),“B”表示实际分布的范围(即6σ)
理想型:理想型直方图的分布中心(X)与公差中心相重合,B被包在T 的中间,实际分布的两边与规格界限有一定余量。
此时T=8σ,所以工序能力指数为Cp=1.33。
L U T L T T U T L T T U
陡壁型
无富余型:无富余型直方图虽然实际分布也落在规格范围之内,但完全没有余量。
此时,T=B=6σ,所以工序能力指数Cp=1。
能力富余型:能力富余型直方图的图形只占规格范围中间的很小一部分,说明规格范围过分大于实际分布范围,此时T ≥10σ,所以工序能力指数Cp ≥1.67,虽然工序具有良好的加工能力,质量状况很好,但属于不经济的加工。
能力不足型:能力不足型直方图的图形大大超过了规格范围,说明生产过程中有大量不合格品发生。
此时工序的质量波动太大,工序能力不足,T ≤4б,所以工序能力指数Cp ≤0.67
偏心型:偏心型直方图的分布范围虽然在规格界限内,但分布中心(X )偏离规格中心,故有超差的可能。
这种情况的出现是由于工艺参数不当所造成,工序能力指数需用公式Cpk=
T —2ε
计算,计算式中“ε”为分布中心与规格
中心的偏移量,调整工艺参数,使偏移量ε=0时,工序质量会得到改善。
陡壁型:陡壁型直方图是不完整的直方图。
这是由于工序控制不好,实际分布过分偏离规格中心,造成超差或废品。
但在作直方图时,数据中已将不合
格品剔除,所以没有超出规格界限外的直方部分。
六应用举例
a收集数据如下表
b计算极差R=1.59-1.00=0.59
c确定组数与组距0.59/0.01=59 0.59/0.02=29.5≈30 0.59/0.05=11.8≈12对照组数表可知选取组数12是合理的,组距相应为0.05。
d确定组界:第一组下界为最小值-最小测量单位/2=1.00-0.01/2=0.995
第一组上界为0.995+0.05=1.045,第一组上界及为第二组下界,以此类推确定出各组分界值。
e填入频数分布表
频数分布表
f画直方图:纵坐标表示频数,横坐标表示质量特性值。
g图形分析:从图形可以看出,此直方图的顶峰偏向一侧,为不对称形状,所以属于偏向形。
分析原因可能是工人操作上的原因所造成。
对照标准分析将直方图放到标准界限内
X=ΣX/n=1.30 S=Σ(X-X)2/(n-1)=0.113
C P=(T U-X)/3S=(1.8-1.30)/3×0.113=1.175 可知工序能力尚可,但不很充分。