Three-Dimensional Micro-Channel Fabrication in Polydimethylsiloxane (PDMS) Elastomer
- 格式:pdf
- 大小:576.91 KB
- 文档页数:6
无纺布种类(Non-woven fabric type)1. Flame retardant cellulose non-woven fabric2. SES composite nonwoven fabric3. SES composite non-woven fabric and its use4. Wavy water spines and non-woven and wavy water spines nonwoven5. Beryllium resin grinding wheel non-woven decorative surface6. Sol-gel unwoven, preparation method and application of negative ions7. Long fiber non-woven fabrics and the application of its hygroscopic products8. Long fiber non-woven fabrics and absorbent objects made of it9. Ultra-thin, porous and mechanically solid non-woven fabrics and their manufacturing methods and applications10. Super high flow polypropylene fusible nonwoven material11. Ultrasonic composite non-woven fabric device12. Ultrafine short fiber non-woven fabrics and leather strong pieces and their manufacturing methods13. The form of vehicles is formed by non-woven fabrics and their utilization14. The production methods and equipment of rolling non-woven fabrics15. Methods and devices for transmitting nonwoven fabricsPure silk unwoven17. Unidirectional scale non-woven fabric and its manufacturing method18. Elastic composite nonwoven fabrics19. Elastic non-woven fabrics20. Elastic non-woven fabrics, materials and materials and manufacturing methods21. Elastic non-woven fabrics22. Conductive heating and non-woven fabrics and their manufacturing methodsLow density non-woven fabrics and their production methods and devices and USESLow temperature bonding fiber and non-woven fabrics made of this fiber25. Multilayer composite non-woven fabric and its manufacturing methods and manufacturing equipment26. Multi-layer water method hetero-type non-woven fabric forming machine27. Multi-layer plastic non-woven composite waterproof rolling material28. Multi-layer non-woven fabrics29. Multi-layer non-woven fabric and its use30. Multi-functional non-woven fabric31. Multi-specification internal folding medical non-woven fabric folding machinePorous non-woven fabrics33. Non-woven fabric and manufacturing methods for protective clothing34. Anti-seepage and penetration non-woven fabrics35. Waterproof powerful chemical fiber non-woven fabric and its making process36. Prepress roll assembly of non-woven and bonded non-woven fabric37. The method and equipment for making elastic non-woven fabrics38. Spinning nonwoven fabrics and sanitary materials39. Spinning non-woven and absorbent items40. Waste fiber non-woven cloth making machine41. Negative ion functional water spines non-woven fabrics and their production methodsComposite nonwoven fabrics43. Composite nonwovens 244. Composite non-woven fabrics and their production methods45. Composite fiber nonwoven fabrics46. Compound acupuncture nonwoven fabrics47. High water-resistant polyester nonwoven fabricsHigh strength nonwoven fabricsHigh absorption polyvinyl alcohol fiber and non-woven fabrics that contain them50. High extension non-woven manufacturing methods and manufacturing equipmentThe filter is used with non-woven fabrics and engine filters52. The machining method of non-woven skin of the island ultrafine fiber needle puncture53. Calcium alginate application and calcium alginate nonwovensThe water of X - ray development is nonwoven55. Water-spiny non-woven fabrics containing X-ray images and their production methods56. The production method of thin non-woven fabrics containing gold and silver wire57. Silk - containing silk denatured nonwoven fabrics and their useThe hydrolytic nonwovens with different fiber length regenerated cellulose fibers are found59. Non-woven fabrics containing polyoxyene fiber and their preparation methods and applications60. Medical non-woven fabric containing inorganic oxide compound powderThe horizontal tensile strength is 7 times wider or higher than that of the non-woven fabricEnvironment-friendly acupuncture nonwoven63. Active wound dressing, alginate zinc calcium fibernon-woven fabric and its making process64. The process method of the active silk gluten-free silk water spines and non-woven fabricsActivated carbon nonwoven fabrics66. Activated carbon nonwoven fabric and its manufacturing process67. Polarizing non-woven cloth filtering materials and their manufacturing methods68. Polarizing non-woven cloth filters and their manufacturing methods69, a pop-free cloth70. Pressurized water vapor squirts out nozzles and USES the nozzle to make non-woven fabrics71. Filter material of carbon nonwoven fabric772. Chitin non-woven fabrics and their preparation methods and applicationsThe shell is nonwoven74. Crustacetic fiber water spineless and its production methods75. The alkaline cell membrane is made of non-woven fabric and its manufacturing methodThe dry pulp nonwovens of the layered structure are integratedTo lay the synthetic fiber into non-woven methods and devices78. Method of production process of nonwoven mushroom of green verbium of beetle79. The forming method and its equipment for the non-woven fabric of warp and weft yarnNon-woven fabric with low ion content and its manufacturing method81. Non-woven adhesive with high wet dry tensile strength ratio82. A high-durability non-woven fabric preparation program with a mixed color appearance and a device for that purpose83. Preparation method of anti - compressible felt nonwoven fabricThe intersecting laminates with intermediate layers are nonwoven85. Polyurethane elastic fiber nonwovens and their manufacturing methods and the use of polyurethane elastic fiber nonwoven fabricsSynthetic leather86. Polyurethane end cap hot solid forming non-woven filter core87. Polypropylene foamed sheet and non-woven composite manufacturing methodPolyolefin fiber and its use in the preparation of nonwoven fabrics with high bulk and elasticityPolyvinyl alcohol fiber and non-woven fabrics that contain itNonwovens of polyethylene and non-woven fabrics made by it91. Polyester recycled material spineless production processPolyester staple fiber and non-woven fabric containing the fiber93. The manufacturing method of the open - hole non-woven fabric94. Anti-alcohol, anti-plasma, anti-static, anti-osmotic functional non-woven fabrics95. Anti-bacterial hot-rolled non-woven fabric and its production methods96. Antibacterial water spines and their production methods97. Antibacterial nonwoven medical dressings98. Chitosan, collagen and calcium alginate biocomposite nonwoven dressing99, curable water composition and its use as a heat-resistant non-woven binder100. Can be used for water absorption acupuncture nonwoven101. The production method of silk non-woven fabric can be used for weaving102. Stereo fu - shaped nonwoven fabrics103. Three-dimensional water pricking flower drum andnon-woven cloth104. Method of making stereoscopic pattern by using the principle of water spines and non-woven fabric105. Lychee production of non-woven bag technology106. Continuous fiber non-woven fabric and its manufacturing methods107. Cotton and non-woven cotton and cotton108. Non-woven fiber and its production methods109. Cotton rod fiber non-woven fabric and its processing method110. Cloth for duster111. The preparation method of non-woven fabrics with high efficiency sterilization and sterilization of nanometer load112. Nano-antibacterial nonwoven fabric and its preparation methodHeat resistance nonwoven fabrics114. Fluffy nonwoven fabrics and their manufacturing methods and the use of this nonwoven moisture absorption productsGas filters are multilayer non-woven fabricsGas phase anti-rust non-woven fabrics117. Lightweight and breathable waterproof multi-layernon-woven fabric and its production methods118. The method of production process of non-woven mushroom non-woven mushroom119. Automatic CNC non-woven cutting machineNon-woven processing methods for heat treatment and mechanicaltreatment121. Hot melt composite fibers and non-woven and absorbent products made by themThe thermoplastic elastomer non-woven fabric and its manufacturing methods and manufacturing equipment123. Hot glue perforated nonwoven124. The method and device for making polyurethane elastic non-woven fabric for spraying into the net125. Non-woven gas heating device for fusible jetThe non-woven fabric and its manufacturing methodThe method and equipment for producing nonwoven fabrics with good tensile strength propertiesMethods of producing nonwoven fabrics and non-woven fabrics produced according to this method129. Production of non-woven equipment and methods for the use of the equipment130. The production of a corrugated non-woven device and method and the absorption system containing a corrugated non-woven fabricproduct131. Methods and devices for producing longitudinal non-woven fabrics132. The production of functional medical non-woven fabrics and their products133. Manufacturing methods and manufacturing equipment for wet non-woven fabrics134. Wet non-woven fabric and its manufacturing methodUsing non-woven electric blanket and its manufacturing method136. Tree bast fiber non-woven fabrics and their processing methods137. Resin composite nonwoven waterproof rolling materials with joint adhesives and preparation methodsWater prickles compound nonwoven fabrics139. Hydrolyzed non-woven fabrics and clean use of the cloth140. Water-soluble polyvinyl alcohol fiber and non-woven fabric containing the fiber141. Water-soluble nonwoven fabrics and their preparation methods142. The production and application of water rolling nonwovenfabric143. Rosin non-woven fabric and its preparation process144. New technology of composite materials for plastic plates and non-woven fabrics145. Carbon fiber non-woven fabric, its manufacturing methods and USES146. Gradient carbon transfer non-woven fabrics147. Jacquard water is spineless148. The production method of jacquard water spines and the special water puncture equipment149. Coin CNC non-woven fabric cutting machine150. Transparent non-woven fabric151. Moistureproof, anti-seepage and high strength non-woven fabrics152. Moistureproof, anti-seepage, high-strength non-woven fabric and its preparation method153. Civil materials are nonwovenA reticulated composite nonwoven fabric155. Sanitary napkin production line waterproof lining paper and non-woven fabric anti-package system device156. Sanitary products use antibacterial nonwoven fabrics157. The composite non-woven fabric and manufacturing processNon-woven fabricsNonwoven 2Nonwoven 3161. Non-woven packaging bags162. Non-woven fabric coil163. Non-woven high-speed spinning production164. Non-woven production methodsNew USES for non-woven fabricsThe manufacturing method of non-woven fabricsThe manufacturing method of non-woven fabric and its equipmentNon-woven manufacturing methods and non-woven fabrics169. Non-woven manufacturing methods and manufacturing equipment170. Non-woven surface film composite171. Non-woven fabric package and its production method172. Non-woven composite wrapping paper and its manufacturing method173. Drilling methods and equipment for non-woven composite plastic films174. Manufacturing methods and finished products of non-woven coated materials175. Non-woven - activated carbon composite laminated products176. Non-woven fabric and the manufacturing method of the non-woven fabric177 nonwoven fabrics and their manufacturing methodsNo spinning cloth and its manufacturing method 2179, non-woven fabric and its manufacturing method 3180, non-woven fabric and its manufacturing method 4181, non-woven fabric and its manufacturing method 5182. Non-woven fabrics and their manufacturing methods and absorptive items183, non-woven fabrics and artificial leather of the non-woven fabric184, non-woven fabric and its constituent materials and its method185. Non-woven fabric spacing needle composite electric blanket fabric186, non-woven cigarette filter rod187. Non-woven fabrics used waterproof finishing agent188. Non-woven sheet and its manufacturing methods189. Non-woven heat setting device190. Non-woven production process and methods for making flue gas filtration materials with this process191. Non-woven cloth used in cleaning semiconductor packaging mold192. Non-woven paper manufacturing method193. Non-woven fabric manufacturing device194 non-woven fabric manufacturing device 2195. Physical antibacterial nonwoven manufacturing methods196. Special non-woven brush for car washing machine197. Fibrous activated carbon and non-woven fabrics made from it198. Cigarette filter with non-woven cloth and its manufacturing method199. Heart-shaped water spineless perforation die andheart-shaped water spinelessThe non-woven fabric and manufacturing method of the sheath and strong composite fiber201. The non-woven fabric and its manufacturing method of the core-sheath composite fiber202. A new type of conductive nonwoven fabric203. New type hot rolling non-woven production equipment204. New non-woven production process205, extensibility nonwoven fabrics and layers have thenon-woven composite nonwoven fabric206. A single formed two-sided effect non-woven fabric207. A strong waterproof rolling and non-woven fabric and process208. A manufacturing method for PVA fiber and its non-woven fabric209. A waterproof and breathable non-woven fabric210. One kind of spinnelling method for manufacturing polyamide nonwoven fabric, its equipment and nylon non-woven products211. A composite nonwoven fabric212. A method for making non-woven fabric of composite fiber213. A compound medical non-woven fabric214. A compound nutritional non-woven fabric215. A kind of crustaceous nonwoven fabric and its production method216. A nonwoven silk nonwoven fabric and its preparation method217. One kind of non-woven fabric and its making methodA nanoscale diameter biodegradable fiber non-woven and prepared method219. A kind of bleached cotton nonwoven fabric and its production methods220. A powerful nonwoven fabricA production method of hydrophilic sulfide nonwoven fabric222. A type of melt - jet non-woven into roll receiving and cutting device223. A post-processing method for the fusible nonwoven fabric224. A method of production of a water spiny composite nonwoven fabric225, a kind of water thorn compound nonwoven fabric and its production method226. A four-layer composite non-woven fabric and its production methods227, a special non-woven fabric and its production processThe production method of a natural aromatic plant fiber with slow - release aroma229, a nonwoven fabricA non-woven fabric forming machine231, a non-woven machine 2The preparation method of a nonwoven fabric233. A non-woven fabric folding machineA manufacturing method for non-woven paper235. A medical photographic background with nonwoven fabricsA method and equipment for producing nonwoven fabrics using a moving velocity of a felt sheet that reduces compressionA type of airflow that is used to produce nonwoven fabricA production method of hydrophilic sulfide nonwoven fabric222. A type of melt - jet non-woven into roll receiving and cutting device223. A post-processing method for the fusible nonwoven fabric224. A method of production of a water spiny composite nonwoven fabric225, a kind of water thorn compound nonwoven fabric and its production method226. A four-layer composite non-woven fabric and its production methods227, a special non-woven fabric and its production processThe production method of a natural aromatic plant fiber with slow - release aroma229, a nonwoven fabricA non-woven fabric forming machine231, a non-woven machine 2The preparation method of a nonwoven fabric233. A non-woven fabric folding machineA manufacturing method for non-woven paper235. A medical photographic background with nonwoven fabricsA method and equipment for producing nonwoven fabrics using a moving velocity of a felt sheet that reduces compressionA type of airflow that is used to produce nonwoven fabric238. A rotary screen printing non-woven fabric and production methodA tool for simulating the effect of Chinese painting on textiles and nonwoven fabrics240. A narrow nozzle to produce the receiving equipment of a nonwoven fabric241 non-woven non-woven non-woven products with PTT as raw materials and their preparation methodsPrinted non-woven productsNon-woven stromal material used in printed circuit board and preformed material used244 fluorescence non-woven fabrics and their manufacturing methods245. Water and nonwoven fabrics made of waste silk materials and their production methods246. The method of using nylon net and non-woven fabric fixed matrix on the steep slopeA device and method for spinning and laying synthetic yarns to produce nonwoven fabricsNon-woven fabrics used for synthetic leather and artificial leather, its production methods, and products manufacturedA combination of formaldehyde used for nonwoven fabrics250, for non-woven skin lotion251 non-woven fabric used to make protective clothing for interpurificationNon-woven fabrics made of hot glue or fiber253, down and no spinning254, far-infrared ceramics nonwoven fabrics255. Cultivation of non-woven blankets and methods for the production of lawn blankets and green roofsA method for manufacturing non-woven silver and anti-bacterial composite nonwoven fabrics257. The acupuncture nonwoven fabricThe pearl net is spineless259. Pearl net water spiny nonwoven 2260 silk cotton non-woven fabrics261. Paper, composite cloth and non-woven fabric breathable processing equipment262. Methods and equipment for making non-woven fabrics263 manufacturing a non-woven method and device for producing a filter rod。

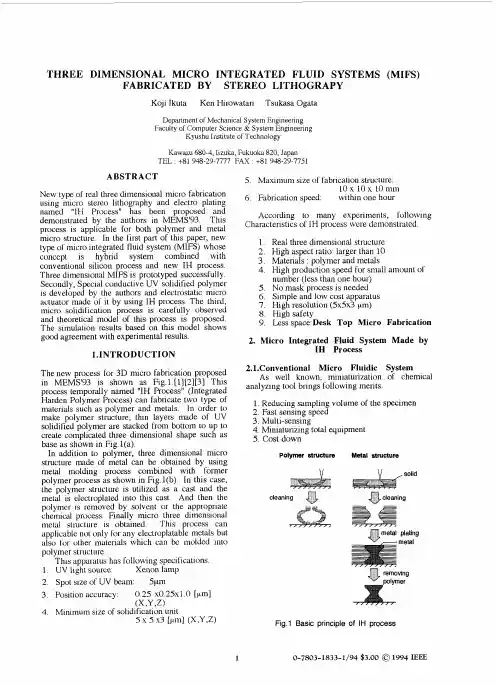
METHODSThe Development of Flow-through Bio-Catalyst Microreactors from Silica Micro Structured Fibers for Lipid TransformationsSabiqah Tuan Anuar •Carla Villegas •Samuel M.Mugo •Jonathan M.CurtisReceived:10August 2010/Accepted:22December 2010/Published online:13February 2011ÓAOCS 2011Abstract This study demonstrates the utility of a flow-through enzyme immobilized silica microreactor for lipid transformations.A silica micro structured fiber (MSF)consisting of 168channels of internal diameter 4–5l m provided a large surface area for the covalent immobiliza-tion of Candida antartica lipase.The specific activity of the immobilized lipase was determined by hydrolysis of p -nitrophenyl butyrate and calculated to be 0.81U/mg.The catalytic performance of the lipase microreactor was dem-onstrated by the efficient ethanolysis of canola oil.The parameters affecting the performance of the MSF microre-actor,including temperature and reaction flow rate,were investigated.Characterization of the lipid products exiting the microreactor was performed by non-aqueous reversed-phased liquid chromatography (NARP-LC)with evapora-tive light scattering detector (ELSD)and by comprehensive two-dimensional gas chromatography (GC 9GC).Under optimized conditions of 1l L/min flow rate of 5mg/mLtrioleoylglycerol (TO)in ethanol and 50°C reaction tem-perature,2-monooleoylglycerol was the main product at [90%reaction yield.The regioselectivity of the Candida antartica lipase immobilized MSF microreactor in the presence of ethanol was found to be comparable to that obtained under conventional conditions.The ability of these reusable flow-through microreactors to regioselectively form monoacylglycerides in high yield from triacylglyce-rides demonstrate their potential use in small-scale lipid transformations or analytical lipids profiling.Keywords Microreactor ÁMicro structured fiber ÁLipid transformation ÁImmobilized enzymeAbbreviations APTES 3-(Aminopropyl)triethoxysilane DAG Diacylglycerol DO Dioleoylglycerol EE Ethyl oleate/C18:1ethyl ester ELSD Evaporative light scattering detector FID Flame ionization detectorGC 9GC Comprehensive two-dimensional gaschromatographyHPLC High performance liquid chromatography MAG Monoacylglycerol MO Monooleoylglycerol MSF Micro structured fiberNARP-LC Non-aqueous reversed-phased liquidchromatographyPCF Photonic crystal fibers PDMS Poly-dimethylsiloxane PMMA Poly(methyl-methacrylate)p NP p -Nitrophenol p NPB p -Nitrophenyl butyrate SEM Scanning electron microscopeS.Tuan Anuar ÁC.Villegas ÁJ.M.Curtis (&)Lipid Chemistry Group,Department of Agricultural,Food and Nutritional Science (AFNS),University of Alberta,Edmonton,AB T6G 2P5,Canada e-mail:jcurtis1@ualberta.caS.Tuan AnuarDepartment of Chemistry,Universiti Malaysia Terengganu,21030Terengganu,MalaysiaS.M.MugoDepartment of Physical Sciences (Chemistry),Grant MacEwan University,Edmonton,AB T5J 4S2,CanadaJ.M.CurtisLipid Chemistry Group and LiPRA,AFNS,University of Alberta,Edmonton,AB T6G 2P5,CanadaLipids (2011)46:545–555DOI 10.1007/s11745-010-3522-0TAG TriacylglycerolTO TrioleoylglycerolU Unit of lipase activityIntroductionRecently,microreactor technologies have gained attention for their application in clinical diagnostics,analytical and synthetic chemistry[1–3].For example,Kawaguchi et al.[4]have successfully demonstrated the use of aflow-system microreactor for the Moffatt–Swern oxidation of alcohols into carbonyl compounds.A microreactor inte-grates various chemical or analytical processes into a single platform made up of reaction channels in the micrometer (50–1,000l m)range.In such systems,the chemical reac-tion takes place under conditions of continuousflow[1]. Whether for analytical or synthetic applications,microre-actor technology offers several advantages including: reduced reaction time[2,3]due to the large surface area to volume ratio in the microchannel;enhanced control over the reaction process[3];it is less wasteful since only low volumes of reagent are used[3]and rapid optimization of reaction conditions can be achieved[2–5].The microre-actors are also ideally suited for continuousflow processes, a highly desired paradigm in processing.The fabrication of commercially available microreactors (mainly made from glass,quartz,silica or polymers)is however,generally achieved via expensive photolitho-graphic and wet-etching processes which are complicated and require specialized clean-room facilities[6].Therefore, there is much interest in developing cheaper and more easily accessible approaches to the fabrication of mic-roreactors for laboratory applications[1–10].Amongst the attractive platforms used,are microreactors obtained by means of imprinting on polymers including poly-dimeth-ylsiloxane(PDMS),poly(methyl-methacrylate)(PMMA) [11]or polyurethanes.However,the use of silica capillaries is possibly the easiest platform to employ as aflow through microreactor with potential for numerous chemical modi-fications for use in enzyme-,organo-,or metal-catalysts immobilization[8–10].There is considerable interest in the use of enzymes for lipid transformations such as in the preparation of struc-tured lipids[12]as well as in biodiesel production[13]. The interest is due to the high yields,minimal side products and mild reaction conditions that can be achieved with enzyme-catalyzed processes.A major impediment to the potential commercialization of enzyme-mediated processes is the cost of enzymes and their unstable nature.However, enzyme immobilized over the high surface area of the capillary walls will result in an efficientflow-through microreactor which is reusable for many process cycles after which the microreactors can be regenerated with new enzyme.Micro structuredfibers(MSF),also commonly known as photonic crystalfibers(PCF),are silica capillaries that consist of a micro structured arrangement of air channels within aflexible acrylate polymer-coated silica tube.They are widely used as radiation optical guides and in sensor applications[14].Basically,these opticalfibers are made up of three layers:the core,cladding and the coating.Both the core diameter(an individual air channel,usually in the 8–40l m range)and the number of channels in the pho-tonicfiber can vary depending on the design of thefiber.In addition,the coating diameter—outer diameter of the fiber—could range from200to500l m depending on the requirements of the application[14],such as in networking or bio-sensing.Here,we propose that the presence and chemistry of silanol groups within MSFs could be exploited as a plat-form for enzyme immobilization,as has been widely reported for other silica supports[8].MSF contain an array of microchannels and hence an enormous surface is available for enzyme immobilization,and may offer an excellent platform for aflow-through microreactor.In order to demonstrate the performance of such a microre-actor in mediating lipid transformations,the lipase from Candida antarctica was selected,since it is one of the most widely used enzymes for catalysis in lipid transesterifica-tion reactions[13,15].Overall,the objective of this study was to demonstrate the feasibility of immobilizing enzymes onto MSF capillaries and utilizing the microre-actors in lipid transformations.This will combine the advantages of microreactor technology with the green chemistry achievable via enzyme immobilization. Materials and MethodsMaterialsMSF capillary(F-SM20,ID:4–5l m,outer diameter: 340l m,168holes)was obtained from Newport Corp. (Irvine CA,USA).Canola oil was obtained from a local grocery store(with*50%trioleoylglycerol).Sodium hydroxide powder(reagent grade,97%),sodium phosphate monobasic monohydrate,3-(aminopropyl)triethoxysilane (APTES,99%),di-sodium hydrogen phosphate(bioUltra, Fluka,[99%),glutaraldehyde solution(BioChemika, *50%in H2O),sodium cyanoborohydride(NaCNBH3, reagent grade,95%),lipase from Candida antarctica(EC 3.1.1.3,BioChemika)potassium sodium tartrate,copper sulfate,and Folin phenol reagent all were obtained fromSigma-Aldrich Ltd(ON,Canada).Acetic acid(glacial, HPLC)was purchased from Fisher Scientific(New Jersey, USA).C18:1ethyl ester(EE)and TLC18-1-A[contains by weight25%of each of trioleoylglycerol(TO),dioleoyl-glycerol(DO),monooleoylglycerol(MO),methyl oleate (ME)]standards were purchased from Nu-Chek(Elysian, MN,USA),while1-monooleoylglycerol standard(98%) was obtained from Sigma-Aldrich(ON,Canada).All organic solvents were HPLC analytical grade from Sigma-Aldrich(ON,Canada).Water was purified by a Milli-Q system(Millipore;Bedford MA,USA).MSF ActivationThe MSF capillary(15cm)was activated byflushing with 1M NaOH solution for2h at aflow rate of10l L/min. The sodium hydroxide activated the inner surface(silanol groups)of the capillary wall.The residual alkali wasflu-shed by0.1M HCl for2h at aflow rate of10l L/min.The activated MSF was then dried under N2gas before the lipase enzyme immobilization step.Lipase Immobilization onto MSF Capillary SupportCandida antarctica lipase was immobilized by introduc-tion of amine functional groups onto the silica wall by a silanization reaction;this was followed by the formation of an imide using glutaraldehyde as a bifunctional reagent;finally immobilization was achieved via a condensation reaction with the lipase.This procedure was adapted with some minor modifications from the method reported by Ma et al.[8].Briefly,the activated MSF wasfilled with20% (v/v)APTES(5:2:3water:acetic acid:APTES)and left overnight with both capillary ends submerged in the20% APTES solution to complete the reaction.The MSF was thenflushed with0.1M sodium phosphate buffer(pH7), followed by reaction with glutaraldehyde solution(5% glutaraldehyde dissolved in0.1M sodium phosphate buf-fer)and left for4h in the solution.The capillary was then flushed with buffer again before continuously infusing it with8mg/mL lipase from Candida antarctica in sodium phosphate buffer(0.1M,pH7with0.1%NaCNBH3)for 24h at room temperature.The sodium borohydride is used to reduce the Schiff base formation and to stabilize the binding of the enzyme to the support.The enzyme-loaded microreactor wasfinallyflushed with the0.1M sodium phosphate buffer at which point it was ready for use.Immobilized Lipase AssayThe amount of lipase immobilized on the MSF was determined using the standard Lowry protein assay[16]. This was achieved by determining the difference in protein concentration before and after passing the Candida ant-arctica lipase solution through the MSF during the immobi-lization process.The Lowry solution was prepared freshly by mixing solution A(4mg/mL NaOH and20mg/mL Na2CO3in water)and solution B(10mg/mL potassium sodium tartrate and50mg/mL CuSO4in water),prior to use.Solutions of known protein concentration(calibration solutions containing0,2.5,5,7.5,10,12.5,15,17.5,20, 25,30,and35l g protein)and lipase solutions(2l L)were made up to a total volume of200l L with deionized water. 1mL of Lowry solution was added to each protein solution then after waiting for15min,100l L Folin phenol reagent was added.After a further30min,an aliquot was sampled in a UV-Vis cuvette(10mm square cuvette)and their absorbance was measured at750nm.The concentration of the enzyme solution before and after passing through the microreactor was determined from the protein calibration curve in order to estimate the amount of enzyme immo-bilized in the microreactor.Lipase Activity AssayTo determine the lipase(esterase)activity,a 3.5mM solution of p-nitrophenyl butyrate(p NPB)was prepared in a1:1mixture of acetonitrile(ACN)and0.1mM sodium phosphate buffer).The p NPB solution was passed through a15cm MSF lipase immobilized microreactor at1l L/min for1h.The hydrolysis products were then collected,their volume measured and then diluted to2.0mL in mixture of ACN:sodium phosphate buffer(1:1).The absorbance of the resulting solution of products(absorbing molecule, p-nitrophenol)was measured at a wavelength of410nm.A calibration curve was obtained by measuring the absor-bance of p-nitrophenol(p NP)standard solutions prepared in the same solvent mixture ACN:0.1mM sodium phos-phate buffer at concentrations of0.5,1,3,5and7mM. The concentration of p NP hydrolyzed was determined and lipase enzyme activity calculated.The enzyme activity was expressed as amount of p NP formed on the microreactor under the condition used per minute,i.e.,l g p NP/min.One enzyme unit(U)was the amount of protein liberating1l g of p NP per minute.Specific Activity of Immobilized LipaseBased on the amount of protein loaded and lipase activity, a specific activity of lipase immobilized in the MSF was calculated according to Dizge et al.[17].Lipid Sample Preparation and TransformationThe reactant solution of5mg/mL canola oil was prepared in ethanol.The mixture was mixed vigorously using avortex mixer to dissolve the lipid in ethanol.The param-eters affecting the performance of the microreactor including reaction flow rate and temperature were investi-gated and optimized as follows:TemperatureLipid transformation using the immobilized MSF was carried out at room temperature (24°C),30,40,50,and 60°C.A schematic illustrating the experimental conditions is shown in Fig.1.A syringe pump system (Harvard ‘11’Plus)was used to infuse reactant through the MSF mic-roreactor.The products from the reaction were collected in a small capped vials with the microreactor poked through the septum of the vial.The temperature that produced highest yield was then used to optimize the flow rate for the reaction.Reaction Flow RateThe reactant solution was then pumped through the lipase-immobilized MSF microreactor held at the optimized temperature (50°C)and using various flow rates (0.5,1,5and 10l L/min),each held for 3h.The products were collected into vials for analysis,as described below.In both the temperature and reaction flow optimization experiments,the reaction products collected from MSF microreactor were diluted 10–25times in HPLC solvent A (methanol with 0.1%glacial acetic acid)before being analyzed.Standard calibration curves were prepared using 0.05,0.1,0.5and 1.0mg/mL of total TLC 18-A-1and 0.05,0.1,0.2,0.5,and 1.0mg/mL of EE standards.The amount of each compound in the reaction products was determined from the standard calibration curve prepared.For GC 9GC analysis,samples were diluted in dichloromethane and quantified against a calibration curvecovering the range of 0.01–1mg/mL of each lipid component.Instrumentation (a)A Harvard Model ‘11’Plus syringe pump (Harvard Apparatus,Holliston MA)was used to pass all solu-tions through the MSF both during preparation of the microreactor and for lipid transformations.(b)High-performance liquid chromatography (HPLC)analysis was performed using an Agilent 1200HPLC system equipped with an evaporative light scattering detector (ELSD)model 1260Infinity (Agilent Tech-nologies,Santa Clara CA,USA).(c)Either an Agilent Zorbax HT C18column (4.6950mm,1.8l m)(Agilent Technologies;Santa Clara CA,USA)or a Supelco Ascentis Silica column (4.69150mm,3l m)(Sigma-Aldrich;ON,Canada)were used as described below.(d)UV/Visible measurements were made using a Jenwayspectrophotometer 6320D series (Bibby Scientific,Staffordshire,UK).(e)A LECO comprehensive 2-dimensional GC 9GC/FID system (LECO;St.Joseph,MI,USA)was used (Fig.2).It consists of a dual oven GC equipped with flame ionization detector and cryogenic modulator (quadjet)cooled with liquid nitrogen and split–splitless injector.All data was collected by Leco ChromaTOF-GC software v 3.34optimized for GC 9GC/FID.The columns used for GCxGC were a DB5HT gas chromatography column (30m 90.32mm 90.1l m,bonded and cross-linked 5%phenyl methylpolysiloxane,Agilent technologies;Santa Clara CA,USA)and an RXT65column (1m 90.25mm 90.1l m,crossbond 65%diphe-nyl-dimethyl polysiloxane,Restek;Bellefonte PA,USA).Fig.1Apparatus used with the fabricated MSF microreactor for small scale lipid reactionsNARP-LC/ELSDNon-aqueous reversed phased (NARP)HPLC with a C18column was used to speciate the lipid transformation prod-ucts as well as the starting materials and lipid standards.The ELSD was set to 33°C and the nitrogen gas flow rate was optimized.All samples were analysed using an injection volume of 10l L and a mobile phase flow rate of 1mL/min.A binary gradient of A,methanol with 0.1%glacial acetic acid;and B,isopropanol/hexane (5:4)was used.The starting condition was 0%B held for 5min then increased to 66%B in 10min,held at 66%B for 3.5min before returning to 0%B (2.5min)to equilibrate the column.GC 9GCGC 9GC was used as a second method to characterize the lipid classes produced by the MSF microreactor and to confirm the LC results.An aliquot of the product mixture was dissolved in dichloromethane prior to injection into the LECO GC 9GC/FID system.The carrier gas was H 2at a flow rate of 1.5mL/min,injection volume 1l L,split ratio of 15:1and He FID make-up gas was used.The inlet and detector temperatures were set to 320and 400°C,respectively.The temperature program for the first oven was 45°C (0.5min)increased at 2°C/min until 150°C (0min)then increased again at 3°C/min until 375°C (hold 10min).The second oven tracked the first but at a temperature 25°C higher at all times.The modulator offset was 15°C.Regiospecificity Determination Using Normal Phase-LC/ELSDNormal phase HPLC with a silica column was used for the regiospecific separation of the MSF microreactor lipidproducts,following an AOCS standard method [18].Ali-quots of the products formed under the optimized condi-tions (50°C,flow rate 1l L/min)were analyzed by HPLC/ELSD along with a 1-monooleoylglycerol standard.The method used an injection volume of 10l L,mobile phase flow rate of 0.5mL/min,column temperature maintained at 40°C and the ELSD operating at 90°C.The mobile phase was a binary gradient of A hexane,and B hexane/isopro-panol/ethyl acetate/10%formic acid (80:10:10:1,v/v)[18].The gradient was 2%B,linear increase to 35%B in 15min,then linearly increased to 98%in 1min,and finally held for 10min at 98%B.The column was allowed to equilibrate at the starting condition for 3min.Note that all samples and standards were prepared in hexane/isopropanol (9:1,v/v)prior analysis.Results and DiscussionLipase-Immobilized Microreactor FabricationIn this paper,we present the first demonstration of the use of a microreactor,fabricated by immobilizing lipase from Candida antarctica onto a silica MSF support,for the ethanolysis of canola oil triacylglycerols.The MSF mor-phology is shown in the scanning electron microscope image in Fig.3.Although the MSF have been mainly developed for use in light guiding optics,they contain numerous micrometer-sized pores (4–5l m)and provide a very large surface area,which makes them ideally suited for immobilizing high amounts of catalysts.Furthermore,the fact that the MSF is made from silica makes it even more attractive for the enzyme immobilization by employingwell-knownFig.2Schematic diagram of GC 9GC/FID used for analysis of lipid transformationproductsFig.3Scanning electron microscope (SEM)image of a Lipase-Immobilized MSF (168holes)at 9300magnificationsilanization chemistry.In order to ensure the maximum presence of silanol groups at the MSF surface,the use of alkali(NaOH)treatment has been shown to activate the silica wall by increasing hydrolysis of the silanol group [19].The reaction sequence of the immobilization lipase from Candida antarctica onto the silica walls of the MSF is given in Fig.4.Immobilization onto the silica support was achieved by grafting aminopropyl triethoxysilane(APTES)onto the active silanol group(Si–OH)on the MSF wall[20].The resultant pendant primary amine group provides a reactive functionality to form imines when reacted with the bifunctional reagent glutaraldehyde.This in turn results in a pendent carbonyl group from the grafted glutaraldehyde which further reacts with the amino groups of lipase forming a Schiff base,thus covalently attaching the enzyme to the MSF support[20,21].It is expected with such a strong covalent lipase attachment,the probability of enzyme leaching is low and hence the microreactor can potentially be reused multiple times.In contrast,using the simple,commonly used adsorption methods of immobili-zation,leaching is known to limit reusability[22,23]. Enzyme Activity AssayBefore employing the lipase loaded MSF microreactor it was essential to determine the success of the immobilization method.The total free protein concentration was deter-mined using the widely used Lowry protein assay[16].The amount of protein bound to the MSF microreactor support was estimated by the difference between amount of protein in the lipase solution infused through the MSF and the effluent emerging from the ing this method,the amount of protein loaded on the MSF was determined to be 5.8l g/l L(Table1).It is likely that not all lipase loaded in the MSF is active due to underlying physicochemical factors associated with the immobilization.As such,it was imperative to also determine the activity of the immobilized lipase.As described in detail in the Materials and Methods section, the lipase activity of immobilized MSF microreactor was determined by the enzymatic hydrolysis of p-nitrophenyl butyrate(p NBP)to p-nitrophenol which is quantified ing this assay,a unit(U)of lipase activity is defined as the amount of enzyme that hydrolyses(liberates)1l g of p-nitrophenol(p NP)from p NPB as substrate.Table1summarizes of lipase activity assay yield.The enzymatic activity for the immobilized MSF microreactor was determined to be4.7l g p NP/min (U)for the15cm MSF microreactor.Hence,a specific activity of0.81U/mg was found for the immobilized lipase from Candida antarctica in the MSF microreactor.Data from the manufacturer indicates that the native lipase from Candida antarctica has specific activity of 1.06U/mg Fig.4The process of lipase-immobilization onto the silica support of a MSFTable1Determination of the amount of lipase immobilized onto the MSF capillaryProtein bound a from1mL lipase(mg/mL)Proteinboundyield(%)Lipase activity b(l g p NP/min)(U)Specific activity(U/mg)for15cmMSF microreactorSpecific activity fornative enzyme(U/mg)before immobilizationFabricated immobilized MSF 5.8375.59 4.70.81 1.06 a1mL of8mg/mL lipase solution was immobilized onto the MSF capillaryb1U=amount(mg)of enzyme to liberate1l g p NP/min under the assay conditionbefore immobilization(cf.Table1).Therefore,only about 23.6%of the enzyme activity was found to have been lost using the proposed immobilization process.This result is comparable with that found in other studies,for example specific activities of0.60–0.9were found using similar methods for lipase immobilized onto styrene–divinylben-zene and styrene–divinylbenzene–polyglutaraldehyde copoly-mers for biodiesel production[17].A goal in the development of the lipase immobilized MSF microreactor was to evaluate its performance in lipid transformations.This was done by transesterifying triole-oylglycerol(molecular weight884,TO)in ethanol in the MSF microreactor.From this reaction,the major transe-sterified products which were obtained were monooleoyl-glycerol(MO)and ethyl oleate(EE).Since MO and EE results from the hydrolysis of two and three ester bonds/ molecule,respectively,the theoretical conversion rates of trioleoylglycerol(TO)can be estimated from the measured lipase activity of4.7l g p NP/min(U)assuming that lipase catalysed hydrolysis of triacylglycerol(TAG)ester occurs at the same rate as the lipase catalysed hydrolysis of p NBP to give p NP.If this assumption is made,then the conver-sion rate of5mg/ml TO at1l L/min to MO and to EE would be predicted to be10and6.7l g/min(or0.0115and 0.0075mol/min),respectively.It is apparent that notwith-standing the gross assumptions made,the observed con-version rate(TO–MO)is of the same order of magnitude as the rate predicted based on the measured enzyme activity. This implies that to a rough approximation,the enzyme activity assay is quite consistent with the measured results for TO conversion(described in the next section).It should also be pointed out that canola oil rather than TO was actually used in the experiments,but this does not change the general arguments used above.Enzymatic-Catalyzed Ethanolysis Using the MSF MicroreactorThe ethanolysis of canola oil was performed using the lipase-immobilized MSF microreactor at different tem-peratures andflow rates,in order to determine the optimal conditions.The selected temperature range was chosen based on the optimized lipase enzyme conditions of other researchers including Irimescu et al.[12]and Ko¨se et al.[24]The former suggested optimal conditions at room temperature,while the latter indicated denaturation of enzyme at temperatures[50°C,by decreasing the reaction yield.The products obtained were then analysed by NARP-LC/ELSD and Fig.5a,b show the chromatograms obtained for both the starting material and pure standards.The conversion of TAG in canola oil was estimated by means of a calibration curve of a lipid standard consisting of TO, DO,MO and EE(Table2).The data in Table2show the relative concentrations of the reaction products obtained using aflow rate of 1l L/min of canola oil triacylglycerols(TAG)in ethanol solution passing through the lipase immobilized MSF microreactor,conditioned at various temperatures.From the LC/ELSD analysis it was found that whilst EE and monoacylglycerols(MAG)products were formed under all conditions,diacylglycerols(DAG)were not observed above the limit of detection,possibly due to the microscale nature of our study.The predominant formation of MO relative to DO is consistent with results of others[12].In Table2it is clear that at low temperatures,the conversion of TAG into other lipid forms was low,and a similar result was found at60°C.However,at around50°C virtually all of the TAG was consumed indicating a high efficiency of the immobilized lipase microreactor under these conditions.The effect of the reactionflow rate on the lipid con-version was then investigated with the temperaturefixed at50°C(cf.Fig.5c–e).As indicated in Fig.5c–e,the microreactorflow rates investigated included1,5and 10l L/min.The narrowflow rate range evaluated was due to the achievable linear force of the syringe pump utilized (Harvard‘11’Plus).The results show that the optimal flow rate for the enzymatic MSF microreactor reaction is at1l L/min,where complete disappearance of the TAG starting material was evident along with the formation of MAG and EE.As theflow rate increased above1l L/min, a broad‘hump’is seen in the chromatogram,co-eluting with unreacted starting material(Fig.5d,e).This is likely due to removal of oligomeric glutaraldehyde material from the walls of the microreactor attributable to the high pressures(*21psi)that occur with higherflow rates through the small channels in the MSF reactor.However, since theflow rate of1l L/min(which corresponds to a residence time of28.5s in the15cm MSF)allows suffi-cient contact time between the starting material and the lipase immobilized in the microreactors,these destructive conditions can be avoided.As demonstrated in Fig.5,the lipid transformation performance reduces asflow rate increases due to the lower contact time of the substrates with the immobilized lipase.At10l L/min the calculated MSF residence time was3s.Recently,there have been several reports describing how ethanolysis of TAG using immobilized lipase from Candida antarctica can,under certain conditions,become1,3regiospecific[12,25]. Furthermore,the reaction in excess ethanol can also pro-mote the formation of the2-MAG,compared to other products[26].For example,using an ethanol/TO molar ratio of77:1at25°C,Novozyme435beads and a reaction time of4h,Irimescu et al.[12]achieved an*88% reaction yield of which[98%of the acylglycerol content was2-monooleoylglycerol(2-MO).The actual molar ratio。
面料词汇作者:发布时间:2009-05-13 14:39:44 浏览次数:26 adhesive-bonded fabric无纺织布air-impervious fabric不透气胶布air pervious waterproof fabric透气雨布all cotton fabric全棉布asbestos fabric石棉织品automobile tyre fabric汽车轮胎布bareface fabric光洁不起绒织物bituminized fabric沥青布blend(ed) fabric混纺(的)织物chemically woven fabrics无纺织布coated fabric涂层织物, 漆布, 人造革, 胶布conveyor fabric运输带帆布cord fabric帘布coronised fabric染整加工织物cotton fabric棉织物; 棉布crepe rayon fabric嫘萦绉绸crimp-proof fabric不皱布double rubberized fabric双层胶布filtration fabric滤布flocked fabric植绒织物foam fabric泡沫胶布foam-back fabric泡沫塑料面织物foam-laminated fabric 泡沫塑料面织物foundation fabric底布; 地布glass filtration fabric 玻璃纤维滤布greasy fabric毛织坯料hair seating fabric座垫毛织物heat-resisting fabric 耐热布incombustible fabric 不燃纺织品knitted fabric针织物, 针织坯布laid fabric无纬织物laminated fabric胶合[叠层]织物macerated fabric碎布nap fabric起绒[起毛]织物non-creasing fabric不皱布non-woven fabrics非织布; 非织造织物pearl fabrics双反面针织物permanent-press fabrics 永久性压烫织物phosphated fabric磷酸盐化织物pile fabric起毛织物plated fabrics添纱织物proof fabric胶布rubber coated fabric胶布, 涂胶带, 橡胶织带rubberized fabric胶布satin fabric缎纹织物scrim fabric(玻璃纤维)稀松平纹织物(做窗帘用) spun bonded fabric热压粘合无纺布supatex fabric非织造织物synthetic fabrics合成纤维织物three dimensional fabric三维织物transmission fabric传动带用布twill fabrics斜纹织物tyre fabric(s)轮胎布, 帘子布undersized fabric欠浆布unidirectional fabric单向纤维织物uniformly dyed fabric素染[匀染]织物unsized fabric无浆布unwoven fabric无纺织布, 非织造织物varnished glass fabric玻璃(纤维)漆布viscose cord fabric粘胶帘布warp-knitted fabric经编针织物wash and wear fabrics耐洗不皱织物; 洗可穿织物(免熨) weftless cord fabric无纬织物woven cotton fabrics棉织品woven glass fabric玻璃布, 玻璃织物zero twist fabric 零捻织物。
高性能液冷散热技术简介李骥 先进热管理技术实验室 中国科学院大学工学院大纲• 液冷技术背景; • 基础研究; • 应用。
应用以下内容皆为中国科学院大学所有,未经允许,不得转载转发。
液冷散热技术的优势(From )液冷散热技术的研究进展• 高端液冷散热 高端液冷散热器可以承载接近 以承载接 1000W/cm2热负载, 热负载 是目前各类技术中热负荷最高的技术种类。
• 目前应用中,对于液冷散热各环节的优化及节能 重视不够。
• 冲击液冷、带有相变的强迫冷却都是解决高热流 密度的先进技术,目前研究成果较多,但成熟的、 可靠的商用化较少。
• 最成熟的技术是单相微肋/微通道强迫循环冷却。
微通道强迫循环冷却液冷组件(原INTEL框架) -散热器 – 循环管路 – 液体泵 – 微结构冷板(From )某商业微泵的工作曲线P-Q2600rpm 4200rpmmmh2o 3500 3250 3000 2750 2500 2250 2000 1750 1500 1250 1000 750 500 250 0 0 1000 2000 3000 4000 5000 6000 7000cm^3/min 8000 9000 10000 11000 12000 13000商 液冷散热器结构及性能 商业液冷散热器结构及性能120 Radiator微结构冷板的基础研究Thermal Performance Test SetupSome Test Articles针肋 结构Mini NACA Fin Mini Drop-form Fin Mini/micro Circular Fin通道 结构Mini-channel Micro-channel Micro-channel冷板优化原理Optimization ProcessNumerical Optimization Process Numerical Optimization ProcessMicrochannel Type00343500310.0343.5Pin Fin Type 0.031yp液冷商用化示范-CPU液冷散热器Heating ElementH ti El tHeating area:25mm*25mmAdiabaticAdiabaticfoam(2007年))0.1500.1350.1200.105可承载250W(300W/cm2)显卡液冷散热技术∼Graphic Card-GPU cooling主要参考文献•J Li*, Zhongshan Shi, 3D numerical optimization of a heat sink base for electronics cooling, International Communications in Heat and MassTransfer, Vol.39, No.2, pp.204-208, 2012.Vol39No2pp2042082012•PH Chen, SW Chang, KF Chiang and J Li, Patents Review for cooling of high power electronic components, Recent Patents on Engineering, Vol. 2, No.3, pp.174-188, 2008.pp1741882008•J Li, G P Peterson, 3-Dimentional Numerical Optimization of Silicon-based High Performance Parallel-channel Micro Heat Sink with Liquid Flow,International Journal of Heat and Mass Transfer, Vol.50, No.15-16,pp.I t ti l J l f H t d M T f V l50N15162895-2904, 2007.•J Li*, G P Peterson, Geometric Optimization of an Integrated Micro Heat Sink ith li id Fl IEEE T C t d P k i T h l iwith liquid Flow, IEEE Trans. Components and Packaging Technologies, Vol.29, No.1, pp.145-154, 2006 .•J Li*, G P Peterson, Boiling Nucleation and Two-Phase Flow Patterns underC fForced Liquid Convection in Microchannels, International Journal of Heat and Mass Transfer, Vol.48, No.23-24, pp.4797-4810, 2005.•J Li, G P Peterson and P Cheng, Three-dimensional Analysis of Heat Transfer in a Micro Heat Sink with Single Phase Flow, International Journal of Heat and Mass Transfer, Vol.47 (19-20), pp.4215-4231, 2004Thanks for your attention!。
China Textile Leader · 2017 No.12三维机织物的分类、性能及织造随着材料技术的飞速发展,人们对于复合材料性能各个方面的要求愈来愈高,现代纺织技术与树脂工业的结合催生了纺织复合材料,而三维纺织技术的发展,更为制备具有优良整体性和力学结构合理性的高性能复合材料提供了有力的保证。
以三维织物为增强体的纺织复合材料,具有比强度高、比刚度高、可设计性好、耐疲劳性能好、耐化学腐蚀性能好、生产成本低等优势,同时克服了传统二维平面织物层状复合材料存在抗冲击性能差、层间强度低的缺点,因而广泛应用于航空航天、船舶汽车、建筑仓储等诸多领域。
根据织造成形工艺的不同,三维织物又可分为三维机织物、三维针织物、三维编织物,其中三维针织物主要是经编织物为主,但受于生产设备的限制只能加工轻薄型织物;三维编织物生产效率较低,无法适应大规模生产;而三维机织物,可以利用传统织机或对传统织机加以改进进行大规模生产,且生产效率最高、制件尺寸最大,因而在所有三维纺织品中的应用有望最为广泛。
1 三维机织物的分类及性能1.1 根据织物组织结构分类根据纱线交织规律的不同,二维机织物基础组织可分为平纹、斜纹和缎纹,由这 3 种基础组织变化组合,又可衍生出多种多样的复杂组织。
同理,三维机织物的基础组织包括正交、角联锁和多层接结等 3 种,由这 3 种组织变化组合,又可衍生出各种复杂组织结构的三维机织物。
三维机织物是通过接结纱将多层织物连接在一起构成,接结纱又称捆绑纱、Z 向纱,根据接结方式又可分为经纱接结和纬纱接结,用于连接各层织物的那部分经(纬)纱就称为接结经或接结纬。
接结经(纬)首先要将各自分开的两层织物牢固地连接在一起,能承受较大的剪应力,并有很好的结构稳定性。
因此,接结点在一个完全组织中要分布均匀,尽量减少经(纬)纱在织物中的屈曲程度,防止织物或最终复合材料的某一处在工况载荷下产生应力集中,形成材料的破坏。

外文原文Response of a reinforced concrete infilled-frame structure to removal of twoadjacent columnsMehrdad Sasani_Northeastern University, 400 Snell Engineering Center, Boston, MA 02115, UnitedStatesReceived 27 June 2007; received in revised form 26 December 2007; accepted 24January 2008Available online 19 March 2008AbstractThe response of Hotel San Diego, a six-story reinforced concrete infilled-frame structure, is evaluated following the simultaneous removal of two adjacent exterior columns. Analytical models of the structure using the Finite Element Method as well as the Applied Element Method are used to calculate global and local deformations. The analytical results show good agreement with experimental data. The structure resisted progressive collapse with a measured maximum vertical displacement of only one quarter of an inch (6.4 mm). Deformation propagation over the height of the structure and the dynamic load redistribution following the column removal are experimentally and analytically evaluated and described. The difference between axial and flexural wave propagations is discussed. Three-dimensional Vierendeel (frame) action of the transverse and longitudinal frames with the participation of infill walls is identified as the major mechanism for redistribution of loads in the structure. The effects of two potential brittle modes of failure (fracture of beam sections without tensile reinforcement and reinforcing bar pull out) are described. The response of the structure due to additional gravity loads and in the absence of infill walls is analytically evaluated.c 2008 Elsevier Ltd. All rights reserved.Keywords: Progressive collapse; Load redistribution; Load resistance; Dynamic response; Nonlinear analysis; Brittle failure1.IntroductionThe principal scope of specifications is to provide general principles and computation al methods in order to verify safety of structures. The “ safety factor ”, which accor ding to modern trends is independent of the nature and combination of the materials u sed, can usually be defined as the ratio between the conditions. This ratio is also prop ortional to the inverse of the probability ( risk ) of failure of the structure.Failure has to be considered not only as overall collapse of the structure but also as un serviceability or, according to a more precise. Common definition. As the reaching of a “ limit state ” which causes the construction not to accomplish the task it was desi gned for. There are two categories of limit state :(1)Ultimate limit sate, which corresponds to the highest value of the load-bearing cap acity. Examples include local buckling or global instability of the structure; failure of some sections and subsequent transformation of the structure into a mechanism; failure by fatigue; elastic or plastic deformation or creep that cause a substantial change of t he geometry of the structure; and sensitivity of the structure to alternating loads, to fire and to explosions.(2)Service limit states, which are functions of the use and durability of the structure. E xamples include excessive deformations and displacements without instability; early o r excessive cracks; large vibrations; and corrosion.Computational methods used to verify structures with respect to the different safety co nditions can be separated into:(1)Deterministic methods, in which the main parameters are considered as nonrandom parameters.(2)Probabilistic methods, in which the main parameters are considered as random para meters.Alternatively, with respect to the different use of factors of safety, computational meth ods can be separated into:(1)Allowable stress method, in which the stresses computed under maximum loads are compared with the strength of the material reduced by given safety factors.(2)Limit states method, in which the structure may be proportioned on the basis of its maximum strength. This strength, as determined by rational analysis, shall not be less than that required to support a factored load equal to the sum of the factored live load and dead load ( ultimate state ).The stresses corresponding to working ( service ) conditions with unfactored live and dead loads are compared with prescribed values ( service limit state ) . From the four possible combinations of the first two and second two methods, we can obtain some u seful computational methods. Generally, two combinations prevail:(1)deterministic methods, which make use of allowable stresses. (2)Probabilistic meth ods, which make use of limit states.The main advantage of probabilistic approaches is that, at least in theory, it is possible to scientifically take into account all random factors of safety, which are then combin ed to define the safety factor. probabilistic approaches depend upon :(1) Random distribution of strength of materials with respect to the conditions of fabri cation and erection ( scatter of the values of mechanical properties through out the str ucture ); (2) Uncertainty of the geometry of the cross-section sand of the structure ( fa ults and imperfections due to fabrication and erection of the structure );(3) Uncertainty of the predicted live loads and dead loads acting on the structure; (4)U ncertainty related to the approximation of the computational method used ( deviation of the actual stresses from computed stresses ). Furthermore, probabilistic theories me an that the allowable risk can be based on several factors, such as :(1) Importance of the construction and gravity of the damage by its failure; (2)Numbe r of human lives which can be threatened by this failure; (3)Possibility and/or likeliho od of repairing the structure; (4) Predicted life of the structure. All these factors are rel ated to economic and social considerations such as:(1) Initial cost of the construction;(2) Amortization funds for the duration of the construction;(3) Cost of physical and material damage due to the failure of the construction;(4) Adverse impact on society;(5) Moral and psychological views.The definition of all these parameters, for a given safety factor, allows constructio n at the optimum cost. However, the difficulty of carrying out a complete probabilistic analysis has to be taken into account. For such an analysis the laws of the distribution of the live load and its induced stresses, of the scatter of mechanical properties of mat erials, and of the geometry of the cross-sections and the structure have to be known. F urthermore, it is difficult to interpret the interaction between the law of distribution of strength and that of stresses because both depend upon the nature of the material, on t he cross-sections and upon the load acting on the structure. These practical difficulties can be overcome in two ways. The first is to apply different safety factors to the mate rial and to the loads, without necessarily adopting the probabilistic criterion. The seco nd is an approximate probabilistic method which introduces some simplifying assump tions ( semi-probabilistic methods ) . As part of mitigation programs to reduce the likelihood of mass casualties following local damage in structures, the General Services Administration [1] and the Department of Defense [2] developed regulations to evaluate progressive collapse resistance of structures. ASCE/SEI 7 [3] defines progressive collapse as the spread of an initial local failure from element to element eventually resulting in collapse of an entire structure or a disproportionately large part of it. Following the approaches proposed by Ellinwood and Leyendecker [4], ASCE/SEI 7 [3] defines two general methods for structural design of buildings to mitigate damage due to progressive collapse: indirect and direct design methods. General building codes and standards [3,5] use indirect design by increasing overall integrity of structures. Indirect design is also used in DOD [2]. Although the indirect design method can reduce the risk of progressive collapse [6,7] estimation of post-failure performance of structures designed based on such a method is not readily possible. One approach based on direct design methods to evaluate progressive collapse of structures is to study the effects of instantaneous removal of load-bearing elements, such as columns. GSA [1] and DOD [2] regulations require removal of one load bearing element. These regulations are meant to evaluate general integrity of structures and their capacity of redistributing the loads following severe damage to only one element. While such an approach provides insight as to the extent to which the structures are susceptible to progressive collapse, in reality, the initial damage can affect more than just one column. In this study, using analytical results that are verified against experimental data, the progressive collapse resistance of the Hotel San Diego is evaluated, following the simultaneous explosion (sudden removal) of two adjacent columns, one of which was a corner column. In order to explode the columns, explosives were inserted into predrilled holes in the columns. The columns were then well wrapped with a few layers of protective materials. Therefore, neither air blast nor flying fragments affected the structure.2. Building characteristicsHotel San Diego was constructed in 1914 with a south annex added in 1924. The annex included two separate buildings. Fig. 1 shows a south view of the hotel. Note that in the picture, the first and third stories of the hotel are covered with black fabric. The six story hotel had a non-ductile reinforced concrete (RC) frame structure with hollow clay tile exterior infill walls. The infills in the annex consisted of two withes (layers) of clay tiles with a total thickness of about 8 in (203 mm). The height of the first floor was about 190–800 (6.00 m). The height of other floors and that of the top floor were 100–600 (3.20 m) and 160–1000 (5.13 m), respectively. Fig. 2 shows the second floor of one of the annex buildings. Fig. 3 shows a typical plan of this building, whose response following the simultaneous removal (explosion) of columns A2 and A3 in the first (ground) floor is evaluated in this paper. The floor system consisted of one-way joists running in the longitudinal direction (North–South), as shown in Fig. 3. Based on compression tests of two concrete samples, the average concrete compressive strength was estimated at about 4500 psi (31 MPa) for a standard concrete cylinder. The modulus of elasticity of concrete was estimated at 3820 ksi (26 300 MPa) [5]. Also, based on tension tests of two steel samples having 1/2 in (12.7 mm) square sections, the yield and ultimate tensile strengths were found to be 62 ksi (427 MPa) and 87 ksi (600 MPa), respectively. The steel ultimate tensile strain was measured at 0.17. The modulus of elasticity of steel was set equal to 29 000 ksi (200000 MPa). The building was scheduled to be demolished by implosion. As part of the demolition process, the infill walls were removed from the first and third floors. There was no live load in the building. All nonstructural elements including partitions, plumbing, and furniture were removed prior to implosion. Only beams, columns, joist floor and infill walls on the peripheralbeams were present.3. SensorsConcrete and steel strain gages were used to measure changes in strains of beams and columns. Linear potentiometers were used to measure global and local deformations. The concrete strain gages were 3.5 in (90 mm) long having a maximum strain limit of ±0.02. The steel strain gages could measure up to a strain of ±0.20. The strain gages could operate up to a several hundred kHz sampling rate. The sampling rate used in the experiment was 1000 Hz. Potentiometers were used to capture rotation (integral of curvature over a length) of the beam end regions and global displacement in the building, as described later. The potentiometers had a resolution of about 0.0004 in (0.01 mm) and a maximum operational speed of about 40 in/s (1.0 m/s), while the maximum recorded speed in the experiment was about 14 in/s (0.35m/s).4. Finite element modelUsing the finite element method (FEM), a model of the building was developed in the SAP2000 [8] computer program. The beams and columns are modeled with Bernoulli beam elements. Beams have T or L sections with effective flange width on each side of the web equal to four times the slab thickness [5]. Plastic hinges are assigned to all possible locations where steel bar yielding can occur, including the ends of elements as well as the reinforcing bar cut-off and bend locations. The characteristics of the plastic hinges are obtained using section analyses of the beams and columns and assuming a plastic hinge length equal to half of the section depth. The current version of SAP2000 [8] is not able to track formation of cracks in the elements. In order to find the proper flexural stiffness of sections, an iterative procedure is used as follows. First, the building is analyzed assuming all elements are uncracked. Then, moment demands in the elements are compared with their cracking bending moments, Mcr . The moment of inertia of beam and slab segments are reduced by a coefficient of 0.35 [5], where the demand exceeds the Mcr. The exteriorbeam cracking bending moments under negative and positive moments, are 516 k in (58.2 kN m) and 336 k in (37.9 kN m), respectively. Note that no cracks were formed in the columns. Then the building is reanalyzed and moment diagrams are re-evaluated. This procedure is repeated until all of the cracked regions are properly identified and modeled.The beams in the building did not have top reinforcing bars except at the end regions (see Fig. 4). For instance, no top reinforcement was provided beyond the bend in beam A1–A2, 12 inches away from the face of column A1 (see Figs. 4 and 5). To model the potential loss of flexural strength in those sections, localized crack hinges were assigned at the critical locations where no top rebar was present. Flexural strengths of the hinges were set equal to Mcr. Such sections were assumed to lose their flexural strength when the imposed bending moments reached Mcr.The floor system consisted of joists in the longitudinal direction (North–South). Fig. 6 shows the cross section of a typical floor. In order to account for potential nonlinear response of slabs and joists, floors are molded by beam elements. Joists are modeled with T-sections, having effective flange width on each side of the web equal to four times the slab thickness [5]. Given the large joist spacing between axes 2 and 3, two rectangular beam elements with 20-inch wide sections are used between the joist and the longitudinal beams of axes 2 and 3 to model the slab in the longitudinal direction. To model the behavior of the slab in the transverse direction, equally spaced parallel beams with 20-inch wide rectangular sections are used. There is a difference between the shear flow in the slab and that in the beam elements with rectangular sections modeling the slab. Because of this, the torsional stiffness is setequal to one-half of that of the gross sections [9].The building had infill walls on 2nd, 4th, 5th and 6th floors on the spandrel beamswith some openings (i.e. windows and doors). As mentioned before and as part of the demolition procedure, the infill walls in the 1st and 3rd floors were removed before the test. The infill walls were made of hollow clay tiles, which were in good condition. The net area of the clay tiles was about 1/2 of the gross area. The in-plane action of the infill walls contributes to the building stiffness and strength and affects the building response. Ignoring the effects of the infill walls and excluding them in the model would result in underestimating the building stiffness and strength.Using the SAP2000 computer program [8], two types of modeling for the infills are considered in this study: one uses two dimensional shell elements (Model A) and the other uses compressive struts (Model B) as suggested in FEMA356 [10] guidelines.4.1. Model A (infills modeled by shell elements)Infill walls are modeled with shell elements. However, the current version of the SAP2000 computer program includes only linear shell elements and cannot account for cracking. The tensile strength of the infill walls is set equal to 26 psi, with a modulus of elasticity of 644 ksi [10]. Because the formation ofcracks has a significant effect on the stiffness of the infill walls, the following iterative procedure is used to account for crack formation:(1) Assuming the infill walls are linear and uncracked, a nonlinear time history analysis is run. Note that plastic hinges exist in the beam elements and the segments of the beam elements where moment demand exceeds the cracking moment have a reduced moment of inertia.(2) The cracking pattern in the infill wall is determined by comparing stresses in the shells developed during the analysis with the tensile strength of infills.(3) Nodes are separated at the locations where tensile stress exceeds tensile strength. These steps are continued until the crack regions are properly modeled.4.2. Model B (infills modeled by struts)Infill walls are replaced with compressive struts as described in FEMA 356 [10] guidelines. Orientations of the struts are determined from the deformed shape of the structure after column removal and the location of openings.4.3. Column removalRemoval of the columns is simulated with the following procedure.(1) The structure is analyzed under the permanent loads and the internal forces are determined at the ends of the columns, which will be removed.(2) The model is modified by removing columns A2 and A3 on the first floor. Again the structure is statically analyzed under permanent loads. In this case, the internal forces at the ends of removed columns found in the first step are applied externally to the structure along with permanent loads. Note that the results of this analysis are identical to those of step 1.(3) The equal and opposite column end forces that were applied in the second step are dynamically imposed on the ends of the removed column within one millisecond [11] to simulate the removal of the columns, and dynamic analysis is conducted.4.4. Comparison of analytical and experimental resultsThe maximum calculated vertical displacement of the building occurs at joint A3 inthe second floor. Fig. 7 shows the experimental and analytical (Model A) vertical displacements of this joint (the AEM results will be discussed in the next section). Experimental data is obtained using the recordings of three potentiometers attached to joint A3 on one of their ends, and to the ground on the other ends. The peak displacements obtained experimentally and analytically (Model A) are 0.242 in (6.1 mm) and 0.252 in (6.4 mm), respectively, which differ only by about 4%. The experimental and analytical times corresponding to peak displacement are 0.069 s and 0.066 s, respectively. The analytical results show a permanent displacement of about 0.208 in (5.3 mm), which is about 14% smaller than the corresponding experimental value of 0.242 in (6.1 mm).Fig. 8 compares vertical displacement histories of joint A3 in the second floor estimated analytically based on Models A and B. As can be seen, modeling infills with struts (Model B) results in a maximum vertical displacement of joint A3 equal to about 0.45 in (11.4 mm), which is approximately 80% larger than the value obtained from Model A. Note that the results obtained from Model A are in close agreement with experimental results (see Fig. 7), while Model B significantly overestimates the deformation of the structure. If the maximum vertical displacement were larger, the infill walls were more severely cracked and the struts were more completely formed, the difference between the results of the two models (Models A and B) would be smaller.Fig. 9 compares the experimental and analytical (Model A) displacement of joint A2 in the second floor. Again, while the first peak vertical displacement obtained experimentally and analytically are in good agreement, the analytical permanent displacement under estimates the experimental value.Analytically estimated deformed shapes of the structure at the maximum vertical displacement based on Model A are shown in Fig. 10 with a magnification factor of 200. The experimentally measured deformed shape over the end regions of beamsA1–A2 and A3–B3 in the second floorare represented in the figure by solid lines. A total of 14 potentiometers were located at the top and bottom of the end regions of the second floor beams A1–A2 and A3–B3, which were the most critical elements in load redistribution. The beam top and corresponding bottom potentiometer recordings were used to calculate rotation between the sections where the potentiometer ends were connected. This was done by first finding the difference between the recorded deformations at the top and bottom of the beam, and then dividing the value by the distance (along the height of the beam section) between the two potentiometers. The expected deformed shapes between the measured end regions of the second floor beams are shown by dashed lines. As can be seen in the figures, analytically estimated deformed shapes of the beams are in good agreement with experimentally obtained deformed shapes.Analytical results of Model A show that only two plastic hinges are formed indicating rebar yielding. Also, four sections that did not have negative (top) reinforcement, reached cracking moment capacities and therefore cracked. Fig. 10 shows the locations of all the formed plastic hinges and cracks.。
立体花的编织方法人们自古以来就一直在创造美丽的花团锦簇,以表达欣喜、庆贺或表达深情。
无论是在家中还是在庆祝活动中,制作的花艺都会增添气氛,让人们感受到独特的美丽。
立体花是一种山花、水晶、蜂蜜等细部编织而成的花环,其编织方式主要包括以下几种:第一种是以本性针编织(Knitting)的形式来编织立体花,它分为三类:长针编织(Long-hook knitting)、短针编织(Short-hook knitting)和无针编织(No-hook knitting)。
长针编织的花环,线条编织自上而下,特点是编织合成的花环较大,花环变化比较多,但花环后部比较松松,受力较小;短针编织的花环,线条从上到下进行缝合,外观比较紧,花环变化较少,后部受力较强;而无针编织的花环,以半圆形或圆形方式编织,可以把花环编织得更整齐,但受力也比较小。
第二种是以编织(Weaving)的形式来编织立体花,它分为两类:平面编织(Plane weaving)和三维编织(Three-dimensional weaving),平面编织的花环,它的编织花样比较简单,但它的装饰性较差;而三维编织的花环,它的编织花样更丰富,如该花环上可以添加不同的装饰物,例如珠子、丝绸和米布等,使花环看起来更加美观。
第三种是以织物(Fabric)的形式来编织立体花,它分为两类:平面织物(Plane fabric)和三维织物(Three-dimensional fabric),平面织物则是以一块织物缝合成一个花环,可以做出比较精细的花环,但是它的受力性较差;而三维织物则是用多层织物结合而成的花环,它的编织花样更丰富,受力性也更强。
综上所述,立体花的编织方式有三种:本性针编织、编织和织物,它们有千变万化的编织花样,无论是在户外庆祝活动中还是在室内家居装饰里,都能制作出精致而独特的立体花环。
科学研究创京津冀植被净初级生产力时空动态研究孙小博(北京建筑大学测绘与城市空间信息学院北京102616)摘 要:京津冀地区植被净初级生产力(NPP)的研究对于该区域自然植被的可持续发展具有重要的指导意义。
利用2000—2015年MODIS17A3数据集,通过简单差值法、变异系数法和一元线性回归法,主要分析了京津冀地区16年来植被净初级生产力时空格局及其变化趋势,同时分析气温、降水、土地利用变化等影响因素与植被NPP之间的关系。
结果表明:一是2000—2015年京津冀地区植被NPP均值主要集中在200~400gC/(m²·a),空间分布上呈现东南高、西北低的特点;二是时间尺度上,该区域内植被NPP呈现轻微增长的趋势;三是降水量变化对植被NPP影响更为显著,耕地、林地变化情况与植被NPP的关系较为密切。
关键词:净初级生产力MODIS17A3时空特征影响因素中图分类号:Q948文献标识码:A文章编号:1674-098X(2022)10(a)-0011-05Temporal and Spatial Dynamics of Net Primary Productivity of Vegetation in Beijing-Tianjin-Hebei RegionSUN Xiaobo( School of Geomatics and Urban Spatial Informatics, Beijing University of Civil Engineering andArchitecture, Beijing, 102616 China )Abstract: The study of the net primary productivity of vegetation(NPP) in Beijing-Tianjin-Hebei region has an important guiding significance for the sustainable development of natural vegetation in this region. In this paper, using the dataset of MODIS17A3 from 2000 to 2015, the spatial and temporal patterns of NPP of the vegetation in Beijing-Tianjin-Hebei region over 16 years and their trends were analyzed through the simple difference method, the coefficient of variation method, and the linear regression method. The relationship between relevant factors such as temperature, precipitation, land-use change, and NPP was also analyzed. The results show that, first, the average NPP of vegetation in Beijing-Tianjin-Hebei region from 2000 to 2015 is mainly 200~400gC/(m²·a), and the spa‐tial distribution is high in the southeast and low in the northwest. Second, on the time scale, NPP of vegetation in the region shows a slight growth trend. Third, the change of precipitation has a more significant impact on NPP of vegetation, and the change of cultivated land and forest land is closely related to NPP of vegetation.Key Words: NPP; MOD17A3; Spatiotemporal characteristics; Influencing factors1 概述植被净初级生产力(Net Primary Productivity,NPP)是指单位面积的绿色植物在一定时间内进行光合作用所产生的有机物总量除去自养呼吸消耗后,用于自我生长和繁殖的有机物的量[1]。
第42卷第5期2021年5月纺织学报Journal of Textile ResearchVol.42,No.5May,2021DOI:10.13475/j.fzxb.20200503408三维针刺技术研究进展陈小明1,2,3,李晨阳2,3,李皎W,谢军波⑺,张一帆学,陈利⑺(1.天津工业大学纺织科学与工程学院,天津300387; 2.天津工业大学先进纺织复合材料教育部重点实验室,天津300387; 3.天津工业大学机械工程学院,天津300387)摘要三维针刺技术实现了立体织物的低成本织造,为深入了解三维针刺的自动化成型设备技术、刺针技术、三维针刺织物(或预制体)及三维针刺复合材料的研究情况,介绍了适用于异型织物的针刺自动化成型设备技术,包括回转预制体和自由曲面预制体针刺成型装备;阐述了现有的刺针刀具技术;归纳了三维针刺织物的新型织造结构,包括多组元混杂针刺织物、针刺/缝合耦合针刺织物、仿形针刺织物和梯度针刺织物;分析了三维针刺复合材料的实验表征、理论分析和数值模拟研究进展情况;最后总结了现有三维针刺技术的发展水平和面临的挑战,并对三维针刺技术的未来发展趋势进行了展望。
关键词三维针刺装备;刺针;三维针刺织物;三维针刺复合材料;针刺技术中图分类号:TB33;TH145.2文献标志码:AResearch progress of three-dimensional needle-punching technologyCHEN Xiaoming1'2'3,LI Chenyang2,3,LI Jiao1,2,XIE Junbo1,2,ZHANG Yifan1,2,CHEN Li1,2(1.School of Textile Science and Engineering,Tiangong University,Tianjin,300387,China; 2.Key Laboratory ofAdvanced Textile Composite Materials,Ministry of Education,Tiangong University,Tianjin300387,China;3.School of Mechanical Engineering,Tiangong University,Tianjin300387,China)Abstract The three-dimensional(3-D)needle punching technology leads to low-cost formation of threedimensional fabrics.In order to better understand the research status of3-D needle punching technology, the latest domestic and foreign research progress of3-D needle punching automation equipment technology,3-D needle punching fabric(or preform)and3-D needle punching composite materials are reviewed.This review concentrates mainly on the needle punching automatic forming equipment technology suitable for special-shaped fabrics,including the needle punching forming equipment for rotating preforms and free-form surface preforms.The existing needle technology and the new structures of three-dimensional needled fabrics,including multiple component hybrid needled fabrics,needled/ stitched coupled needle-punched fabrics,contoured needld fabrics and gradient needled fabrics are summarized,and the experimental characterization,theoretical analysis and numerical simulation research progress of three-dimensional needled composites are also analyzed.Finally,the current development level and challenges of3-D needle punching technology are discussed,and the future development trend of3-D needle punching technology is prospected.Keywords three-dimensional needle punching equipment;needle punching;three-dimensional needle punched fabric;three-dimensional needle punched composite;needle punching technology立体织物增强复合材料主要包括三维编织复合材料、三维机织复合材料、缝合复合材料和三维针刺复合材料等,由于其优异的层间性能,在航空航天、国家防御和轨道交通等高技术领域得到较为广泛的应用[1]o三维针刺是立体织物的低成本制备技术,网胎收稿日期:2020-05-18修回日期:2021-02-10基金项目:天津市教委科研计划项目(2018ZD13)第一作者:陈小明(1984—),男,高级实验师,博士。
城市规划建设英语术语保留地 reserved land步行街 pedestrian street仓储区 warehouse district仓储用地 warehouse land城市城镇 city城市布局 urban layout城市道路面积率 urban road area ratio城市道路网 urban road network城市道路网密度 density of urban road network城市道路系统 urban road system城市对外交通 intercity transportation城市发展方向 direction for urban development城市发展目标 goal for urban development城市发展战略 strategy for urban development城市防洪 urban flood control城市防洪标准 flood control standard城市防洪工程 flood control works城市防空 urban air defense城市防灾 urban disaster prevention城市防震 earthquake hazard protection城市给水 water supply城市给水工程 water supply engineering城市给水系统 water supply system城市工程管线综合 integrated design for utilities pipelines 城市功能分区 functional districts城市供电电源 power source城市供电系统 power supply system城市供热系统 district heating system城市规划 urban planning城市规划法规 legislation on urban planning城市规划管理 urban planning administration城市规划建设管理 urban planning and development control城市规划区 urban planning area城市规划用地管理 urban planning land use administration城市规模 city size城市化 urbanization城市化水平 urbanization level城市环境保护 city environmental protection城市环境污染 city environmental pollution城市环境质量 city environmental quality城市环境质量评价 city environmental quality assessment城市基础设施 urban infrastructure城市集中供热 district heating城市建成区 urban built-up area城市交通 urban transportation城市交通预测 urban transportation forecast城市结构 urban structure城市绿地系统 urban green space system城市绿化 urban afforestation城市排水 sewerage城市排水工程 sewerage engineering城市排水系统 sewerage system城市群 agglomeration城市燃气 gas城市燃气供应系统 gas supply system城市人口机械增长率 mechanical growth rate of population 城市人口结构 urban population structure城市人口年龄构成 age composition城市人口预测 urban population forecast城市人口增长 urban population growth城市人口增长率 urban population growth rate城市人口自然增长率 natural growth rate城市设计 urban design城市生态平衡 balance of city ecosystem城市生态系统 city ecosystem城市通信 communication城市通信系统 communication system城市污水 sewage城市详细规划 detailed plan城市消防 urban fire control城市形态 urban morphology城市性质 designated function of city城市用地 urban landunbanplanning城市规划townplanning城镇规划actofurbanplanning城市规划法urbancomprehensiveplanning城市总体规划urbandetailedplanning城市详细规划Residentiraldistrictdetailedplanning修建性详规regulatorydetailedplanning控制性详规规划类的专业课程reginalplanning区域规划urbansystemplanning城镇体系规划urbansociology城市社会学urbaneconomic城市经济学urbangeograghy城市地理学urbaninfrastructureplanning城市基础设施规划watersupplyanddrainage\electricitysupply\roadbuilding城市供水、供电、道路修建urbanroadsystemandtransportationplanning城市道路系统和交通规划urbanroadcross-section城市道路横断面urbanmanagementinformationsystem城市管理信息系统GIS=geograghyinformationsystem地理信息系统RS=remotesensing遥感Gardening==Landscapearchitecture园林=营造景观学Urbanlandscapeplanninganddesign城市景观规划和设计Urbangreenspacesystemplanning城市绿地系统规划Urbandesign城市设计·Land-useplanning土地利用规划Theculturalandhistoricplanning历史文化名城Protectionplanning保护规划Urbanization城市化Suburbanization郊区化Publicparticipation公众参与Sustainabledevelopmentsustainability可持续性发展可持续性Over-allurbanlayout城市整体布局Pedestriancrossing人行横道Humanscale人体尺寸sculpturefountainteabar雕塑、喷泉、茶吧Trafficandparking交通与停车Landscapenode景观节点·BriefhistoryofurbanplanningArchaeological考古学的Habitat住处Aesthetics美学Geometrical几何学的Moat护城河Vehicles车辆,交通工具,mechanization机械化merchant-trader商人阶级urbanelements城市要素plazas广场malls林荫道·ThecityandregionAdaptable适应性强的Organicentity有机体Departmentstores百货商店Opera歌剧院Symphony交响乐团Cathedrals教堂Density密度Circulation循环Eliminationofwater水处理措施Inthreedimensionalform三维的Condemn谴责Ruralarea农村地区Regionalplanningagencies区域规划机构Service-oriented以服务为宗旨的Frameofreference参考标准Distribute分类Waterarea水域Alteration变更Inhabitants居民Motorway高速公路Update改造论文写作Abstract摘要Keywords关键词Reference参考资料·UrbanproblemDimension大小Descendant子孙,后代Luxury奢侈Dwelling住所Edifices建筑群<AthensCharter>雅典宪章Residence居住Employment工作Recreation休憩Transportation交通Swallow吞咽,燕子Urbanfringes城市边缘Anti-前缀,反对……的;如:antinuclear反核的anticlockwise逆时针的Pro-前缀,支持,同意……的;如:pro-American亲美的pro-education重教育的Grant助学金,基金Sewage污水Sewer污水管Sewagetreatmentplant污水处理厂Braindrain人才流失Drainagearea汇水面积Trafficflow交通量Trafficconcentration交通密度Trafficcontrol交通管制Trafficbottleneck交通瓶颈地段Trafficisland交通岛转盘Trafficpointcity交通枢纽城市Train-make-up编组站Urbanredevelopment旧城改造Urbanrevitalization城市复苏·UrbanFunctionUrbanfabric城市结构Urbanform城市形体Warehouse仓库Materialprocessingcenter原料加工中心Religiousedifices宗教建筑Correctionalinstitution教养院Transportationinterface交通分界面CBD=centralbusinessdistrict城市中心商业区Publicagenciesofparking停车公共管理机构Energyconservation节能Individualbuilding单一建筑Mega-structures大型建筑Mega-大,百万,强Megalopolis特大城市Megaton百万吨Rresidence居住用地黄色Ccommercial商业用地红色Mmanufacture工业用地紫褐色Wwarehouse仓储用地紫色Ttransportation交通用地蓝灰色Ssquare道路广场用地留白处理Uutilities市政公共设施用地接近蓝灰色Ggreenspace绿地绿色Pparticular特殊用地E水域及其他用地除E外,其他合为城市建设用地Corporate公司的,法人的Corporation公司企业Accessibility可达性;易接近Serviceradius服务半径·UrbanlandscapeTopography地形图Well-matched相匹配Ill-matchedVisuallandscape视觉景观Visualenvironment视觉环境Visuallandscapecapacity视觉景观容量Tourindustry旅游业Serviceindustry服务业Reliefroad辅助道路Ruralpopulation城镇居民Roofline屋顶轮廓线风景园林四大要素:landscapeplant architecture/buildingtopographywater·UrbandesignNaturereserve自然保护区Civicenterprise市政企业Artery动脉,干道,大道Landdeveloper土地开发商Broadthorough-fare主干道·Watersupplyanddrainage Awatersupplyforatown城市给水系统Storagereservoir水库,蓄水库Distributionreservoir水库,配水库Distributionpipes配水管网Waterengineer给水工程师Distributionsystem配水系统Catchmentarea汇水面积Openchannel明渠Seweragesystem污水系统,排污体制Separate分流制Combined合流制Rainfall降水Domesticwaste生活污水Industricalwaste工业污水Streamflow河流流量Runoff径流Treatmentplant处理厂Sub-main次干管Branchsewer支管Citywaterdepartment城市供水部门·UrbanizationSpatialstructure空间转移Laborforce劳动力Renewable可再生Biosphere生物圈PlannedcitiesBlueprints蓝图License执照,许可证Minerals矿物Hydroelectricpowersource水利资源Monuments纪念物High-riseapartment高层建筑物Lawn草地Pavement人行道Sidewalk人行道Windingstreet曲折的路·AviewofVeniceMetropolis都市Constructionwork市政建设Slums平民窟Alleys大街小巷Populate居住Gothic哥特式Renaissance文艺复兴式Baroque巴洛克式。
Lesson Five第五课Structure and Properties of Wool羊毛纤维的结构和性能Under the microscopic observation, the length of the wool fiber shows a scale structure. The size of the scale varies from very small to comparatively broad and large. As many as 700 scales are found in 1 cm of fine wool, whereas coarse wool may have as few as 275 per cm. Fine wool does not have as clear and distinct scales as coarse wool, but they can be identified under high magnification.显微观察下,羊毛纤维的长度显示了一个规模结构。
规模的大小从比较广阔的和大的很小变化。
多达700的尺度是羊毛的1厘米,而粗毛可能为每厘米275少。
细羊毛没有粗羊毛为清晰明确的尺度,但他们可以在高放大倍数的确定。
A cross section of wool shows three distinct parts to the fiber. The outer layer, called cuticle, is composed of the scales. These scales are somewhat horny and irregular in shape, and they overlap, with the top pointing towards the tip of the fiber; they are similar to fish scales. The major portion of the fiber is the cortex (composed of cortical cells ); this extends toward the center from the cuticle layer. Cortical cells are long and spindle-shaped and provide fiber strength and elasticity. The cortex accounts for approximately 90 percent of the fiber mass. In the center of the fiber is the medulla. The size of the medulla varies and in fine fibers may be invisible. This is the area through which food reached the fiber during growth, and it contains pigment that gives color to fibers.羊毛的横截面显示三个不同部分的纤维。
大功率三维系统封装散热微通道结构优化郭魏源;杨永顺;谢君利【摘要】从微通道截面形状参数及微通道数目角度对大功率三维系统封装进行了散热优化分析.基于正交试验的设计方法对影响三维系统封装散热特性的微通道截面参数及微通道数目进行了试验设计,并利用 ANSYS 的FLOTRAN 热流体耦合分析了上下层芯片结温、流体压力差等表征三维系统封装散热特性的因素.最后,综合考虑芯片温度、三维系统封装的可制造性和结构设计合理性,优化了微通道截面形状参数及微通道数目参数,实现了三维系统封装的散热优化.%Based on the cross-sectional shape parameters and number of micro-channels, the 3D system in a package was optimized. By orthogonal test method, the cross-sectional shape parameters and number of micro-channels were designed. By FLOTRAN in ANSYS, thermal fluid coupling analysis method was used to analyze the upper and lower chip junction temperature and fluid pressure difference. Finally, considering the chip temperature, the manufacturability of the 3D system in a package and the rationality of structure design, the cross-sectional shape parameters and number of micro-channels were optimized. The heat dissipation characteristic of the 3D system in a package was optimized.【期刊名称】《电子元件与材料》【年(卷),期】2018(037)003【总页数】5页(P68-72)【关键词】大功率三维系统封装;微通道;结温;流体压力差;微通道截面参数;微通道数目【作者】郭魏源;杨永顺;谢君利【作者单位】黄河科技学院应用技术学院,河南济源 459000;黄河科技学院应用技术学院,河南济源 459000;黄河科技学院应用技术学院,河南济源 459000【正文语种】中文【中图分类】TN305.94三维系统封装(3D-SiP)目前发展迅速。
针织布knitted fabric 单面针织布knitted single fabric 织圈knitted stitch 针织knitting 单面针织布knitted single fabric 成圈周期knitting cycle 织圈knitting loop 柔软度pliability 起皱puckering 长毛绒织物plush fabric 重叠(缝线)ply 物料、布层移动ply shifting 合股线ply thread 夹板phywood 袋襟pocket bearer /pocket catch/pocket extension 袋贴pocket facing 袋口pocket mouth 袋模pocket template 聚酰胺polyamide 聚酯(涤纶)polyester 聚酯纤维polyester fibre 聚酯、棉混纺polyester/cotton(t/c) blend 聚乙烯polyethylene(PE) 聚合物polymer 聚合反应polymerization 高湿模量纤维(聚酯纤维)polynosic fibre 聚丙烯polypropylene 氨纶纤维polyurethane fibre 聚氯乙烯polyvinyl chloride(PVC) 聚乙烯衍生物polyvinyl derivative 刺毛辊porcupine roller 通透性porosity 线梭固位指(床桥)position finger 定位孔(凹位)positon slot/notch 钮柱、梭柱post 直柱车面post bed 钱袋pouch 前置压力调节器pre-tensioner 拍钮press stud 压杆presser 靴柱presser bar 靴柱弹簧presser bar spring 压靴(压脚)presser foot 起靴器presser foot lifter 公主线princess line 公主线全身裙princess line dress 印花print 脱圈knockover 打结knot 文字说明(纸样)、唛头label 花边lace 脱散laddering 羔羊毛lamb’s wool 层叠的laminated 棉卷lap 襟lapel 驳骨lapped seam 卷棉lapping 大圆领线large scooped neckline 梭掩(衣车)、针舍(针织)latch 舌针latch needle 针舌闭口位置latch-closing position 分经棒lease rod 皮用针尖leather point 裤管形状leg shape 夏威夷领、便装领leisure collar 便装恤衫leisure shirt 长度方码length grade 袖长(至手腕)length to wrist 提综图lifting plan 织细球形针尖light ball point 耐光牢度light fastbess 钮的尺码ligne 麻胶lignin 线密度linear density 亚麻linen 女装内衣lingerie 里布lining fabric 美洲鸵llama 定位槽locationg groove 紧扣锁链针步locked chainstitch 平车针步lockstitch 平车lockstitch machine 长坑long groove 长脚趾(压靴)long shoe 长身短纤维long staple 环形钮门loop buttonhole 成圈轮式针织机loop wheel machine 取线圈元件lop-taking side 取线圈面loop-taking side 线钩looper 钩身looper blade 钩线looper thread 线钩的线圈looper thread loop 前臂lower arm 下刀lower knife 下线钩lower looper 下钩线lower looper thread 下止点lowest point of its stroke 滑润lubrication 车面machine bed 衣车制造出来的针步machine stitch 车台machine table 锦葵族mallow 马尼拉咭纸Manila card 针步阔度的指引(针步)margin guide 唛架marker 生产头样master pattern 水笔marker pen 点位marking 软尺measuring tape 中等细度的亚麻medium flax 中厚型纸厚型medium to heavy weight 熔体纺丝melt spinning 男装西裤men’s trousers 丝光棉mercerized cotton 美利奴羊merino 金属脚钮button shank button 金属定型条metal stay 金属纤维metallic fibre 公制刻度metric calibration 公吨(MT/t)metric ton 梅尔聚酯Meyer polyester 微米数值制micron value system 小腿围mid-calf 腹部midriff 矿物纤维mineral fibre 仿保险针步mock safety-stitch 改性青纶modacrylic 安格拉山羊毛(马海毛)mohair 回潮率moisture regain 单织丝monofilament 多方向的multi-directional 多线锁链针步multi-thread chainstitch 复织丝multifilament 蘑菇钩和容貌圈mushrooms and velours 颈背骨nape/nape bone 及骨(包边、锁边)overedge 及骨锁链针步overedge chainstitch 幅(片)panel 提花装置patterning selection device 撕剥力peeling strength 滚边piping 暗筒盖位placket cover 普通开口plain opening 摺褶量pleating allowance 间棉quilting 包肩袖夹圈(牛角袖夹圈)paglan armhole 直荷叶边straight ruffle 露边荷叶边straight ruffle with a heading 专用名词少女Juniors’套头式Pullover(Slip-on) 开襟式Cardigan 背心Vest(Shell) 无扣开襟式Channel Cardigan 拉链开襟式Zipper Cardigan 洋装Dress 围巾Scarf25制衣术语7 Gauge 7 针Single Knit 单面编Semi-Double Knit 片袋编Double Knit 双面编Intarsia Fisherman Knit 渔人装编Reversed Stitch 反针Diamond 菱形花样Pointelle 镂空花Drop stitch 空针Tubular 包边Stripe 配条Mix Color (Tweed) 混纱Pop Corn Stitch 珠目Zig-Zag Stitch 锯齿状织法Hand-Knit 手编Spread Collar 翻领Notch Collar 国民领Shawl Collar 菜瓜领Turtle Neck 高领Mock Turtle Neck 半高领V With Collar V 翻领Skivvy Neck 宽圆领Set-in Sleeve 石丁Cape 披肩Lantern 灯笼Puffed 蓬松Bishop 帽型Angel 喇叭Bell 铃型Raglan Sleeve 拉格兰Saddle Shoulder 马鞍肩Button rib 身罗纹Armhole 挂肩Five thread overlock m/c softy stitch 五线拷克车Flat lock m/c 平针车Bar tacker 打结车Button holing 扣眼车钉扣车buttoning m/c 环缝车chain stitch m/c 盲缝车blind stitch 吊缝车basting m/c 缝衣机结构:General construction of lock stitch sewing m/c 车身arm 主轴arm shaft 搬轮balance wheel(hand wheel) 车台bed 底轴bed shaft 缠绕器bobbin winder26制衣术语门台face plate 抬压脚knee lift 线架thread stand 梭心bobbin 梭匣bobbin case 梭匣柄bobbin case latch 梭匣簧bobbin case tension spring 狗牙齿(送布齿)feed dog 针把needle bar 针夹needle clamp 手抬压脚presser bar lifer 压脚presser foot 针目调整器stitch regulator 喉片(针板)throat plate(needle plate) 护线器thread guard 导线器thread guides(eyelets) 跳线钩thread take-up 夹线器tension devices(tension disco)(upper tension) 来回式梭子oscillating shuttle 旋转式梭子rotary hook 缝衣辅助工具:sewing machine attachments 比尺guide 卷边喇叭hemmer 滚边喇叭binder 镶边喇叭piper 整烫molding & pressing 电熨斗electrical iron 蒸汽熨斗steam-electrical iron 烫领袖口机collar-cuff-flap former 压翻领袖口机die pressing m/c 翻领器collar turner 压板烫(肋线、后中心线)side & back press 压板烫(肋线)立体烫form pressing m/c 压摺机tuck m/c(pleating m/c) 蒸汽定型箱steam chamber 蒸汽管steam pipe 喷枪cleaning gun 包装packing 打叠机product folding m/c 容器成形器container shaper 装箱器container loader 封箱机container sealer 输送带container conveyor 裁片衬衫部位Details in shirts 福司(担干)yoke 立领(领座)neck band(collar stand) 袖口布(考夫)cuff 袖叉cuff vent(cuff opening) 前门襟front strap 暗门襟plain front(wrap over front) 肩章(肩牌)epaulet 贴袋patch pocket Collar type 领嘴钮bottom down collar 小方领shirt collar 小圆领rounded collar 国民领(翻开领) rever collar Cuff type 假反袖口cuff strap(cuff band) 双层袖口double linked-cuff Buttom type 平脚straight bottom 鱼尾tail bottom Details in trousers: 前片front leg 腰带环belt loop 天狗placket extension(basquc) 门襟placket 前立门fly(zipper, button fly) 口袋布pocket piece 口袋贴布pocket facing 盖袋(贴袋)flap pocket(patch pocket) 袋盖flap Bottom type 平口裤管plain bottom 褶边裤管turned-up bottom 直筒裤管straight leg 波浪状裤管flare leg 喇叭裤管bell bottom 窄裤管(锥形)taper bottom 宽松直形裤管oxford bottom(flare & turned-up) True cross or true bias 正斜(与经纬纱呈45。
针织布knitted fabric 单面针织布knitted single fabric 织圈knitted stitch 针织knitting 单面针织布knitted single fabric 成圈周期knitting cycle 织圈knitting loop 柔软度pliability 起皱puckering 长毛绒织物plush fabric 重叠(缝线)ply 物料、布层移动ply shifting 合股线ply thread 夹板phywood 袋襟pocket bearer /pocket catch/pocket extension 袋贴pocket facing 袋口pocket mouth 袋模pocket template 聚酰胺polyamide 聚酯(涤纶)polyester 聚酯纤维polyester fibre 聚酯、棉混纺polyester/cotton(t/c) blend 聚乙烯polyethylene(PE) 聚合物polymer 聚合反应polymerization 高湿模量纤维(聚酯纤维)polynosic fibre 聚丙烯polypropylene 氨纶纤维polyurethane fibre 聚氯乙烯polyvinyl chloride(PVC) 聚乙烯衍生物polyvinyl derivative 刺毛辊porcupine roller 通透性porosity 线梭固位指(床桥)position finger 定位孔(凹位)positon slot/notch 钮柱、梭柱post 直柱车面post bed 钱袋pouch 前置压力调节器pre-tensioner 拍钮press stud 压杆presser 靴柱presser bar 靴柱弹簧presser bar spring 压靴(压脚)presser foot 起靴器presser foot lifter 公主线princess line 公主线全身裙princess line dress 印花print 脱圈knockover 打结knot 文字说明(纸样)、唛头label 花边lace 脱散laddering 羔羊毛lamb’s wool 层叠的laminated 棉卷lap 襟lapel 驳骨lapped seam 卷棉lapping 大圆领线large scooped neckline 梭掩(衣车)、针舍(针织)latch 舌针latch needle 针舌闭口位置latch-closing position 分经棒lease rod 皮用针尖leather point 裤管形状leg shape 夏威夷领、便装领leisure collar 便装恤衫leisure shirt 长度方码length grade 袖长(至手腕)length to wrist 提综图lifting plan 织细球形针尖light ball point 耐光牢度light fastbess 钮的尺码ligne 麻胶lignin 线密度linear density 亚麻linen 女装内衣lingerie 里布lining fabric 美洲鸵llama 定位槽locationg groove 紧扣锁链针步locked chainstitch 平车针步lockstitch 平车lockstitch machine 长坑long groove 长脚趾(压靴)long shoe 长身短纤维long staple 环形钮门loop buttonhole 成圈轮式针织机loop wheel machine 取线圈元件lop-taking side 取线圈面loop-taking side 线钩looper 钩身looper blade 钩线looper thread 线钩的线圈looper thread loop 前臂lower arm 下刀lower knife 下线钩lower looper 下钩线lower looper thread 下止点lowest point of its stroke 滑润lubrication 车面machine bed 衣车制造出来的针步machine stitch 车台machine table 锦葵族mallow 马尼拉咭纸Manila card 针步阔度的指引(针步)margin guide 唛架marker 生产头样master pattern 水笔marker pen 点位marking 软尺measuring tape 中等细度的亚麻medium flax 中厚型纸厚型medium to heavy weight 熔体纺丝melt spinning 男装西裤men’s trousers 丝光棉mercerized cotton 美利奴羊merino 金属脚钮button shank button 金属定型条metal stay 金属纤维metallic fibre 公制刻度metric calibration 公吨(MT/t)metric ton 梅尔聚酯Meyer polyester 微米数值制micron value system 小腿围mid-calf 腹部midriff 矿物纤维mineral fibre 仿保险针步mock safety-stitch 改性青纶modacrylic 安格拉山羊毛(马海毛)mohair 回潮率moisture regain 单织丝monofilament 多方向的multi-directional 多线锁链针步multi-thread chainstitch 复织丝multifilament 蘑菇钩和容貌圈mushrooms and velours 颈背骨nape/nape bone 及骨(包边、锁边)overedge 及骨锁链针步overedge chainstitch 幅(片)panel 提花装置patterning selection device 撕剥力peeling strength 滚边piping 暗筒盖位placket cover 普通开口plain opening 摺褶量pleating allowance 间棉quilting 包肩袖夹圈(牛角袖夹圈)paglan armhole 直荷叶边straight ruffle 露边荷叶边straight ruffle with a heading 专用名词少女Juniors’套头式Pullover(Slip-on) 开襟式Cardigan 背心Vest(Shell) 无扣开襟式Channel Cardigan 拉链开襟式Zipper Cardigan 洋装Dress 围巾Scarf25制衣术语7 Gauge 7 针Single Knit 单面编Semi-Double Knit 片袋编Double Knit 双面编Intarsia Fisherman Knit 渔人装编Reversed Stitch 反针Diamond 菱形花样Pointelle 镂空花Drop stitch 空针Tubular 包边Stripe 配条Mix Color (Tweed) 混纱Pop Corn Stitch 珠目Zig-Zag Stitch 锯齿状织法Hand-Knit 手编Spread Collar 翻领Notch Collar 国民领Shawl Collar 菜瓜领Turtle Neck 高领Mock Turtle Neck 半高领V With Collar V 翻领Skivvy Neck 宽圆领Set-in Sleeve 石丁Cape 披肩Lantern 灯笼Puffed 蓬松Bishop 帽型Angel 喇叭Bell 铃型Raglan Sleeve 拉格兰Saddle Shoulder 马鞍肩Button rib 身罗纹Armhole 挂肩Five thread overlock m/c softy stitch 五线拷克车Flat lock m/c 平针车Bar tacker 打结车Button holing 扣眼车钉扣车buttoning m/c 环缝车chain stitch m/c 盲缝车blind stitch 吊缝车basting m/c 缝衣机结构:General construction of lock stitch sewing m/c 车身arm 主轴arm shaft 搬轮balance wheel(hand wheel) 车台bed 底轴bed shaft 缠绕器bobbin winder26制衣术语门台face plate 抬压脚knee lift 线架thread stand 梭心bobbin 梭匣bobbin case 梭匣柄bobbin case latch 梭匣簧bobbin case tension spring 狗牙齿(送布齿)feed dog 针把needle bar 针夹needle clamp 手抬压脚presser bar lifer 压脚presser foot 针目调整器stitch regulator 喉片(针板)throat plate(needle plate) 护线器thread guard 导线器thread guides(eyelets) 跳线钩thread take-up 夹线器tension devices(tension disco)(upper tension) 来回式梭子oscillating shuttle 旋转式梭子rotary hook 缝衣辅助工具:sewing machine attachments 比尺guide 卷边喇叭hemmer 滚边喇叭binder 镶边喇叭piper 整烫molding & pressing 电熨斗electrical iron 蒸汽熨斗steam-electrical iron 烫领袖口机collar-cuff-flap former 压翻领袖口机die pressing m/c 翻领器collar turner 压板烫(肋线、后中心线)side & back press 压板烫(肋线)立体烫form pressing m/c 压摺机tuck m/c(pleating m/c) 蒸汽定型箱steam chamber 蒸汽管steam pipe 喷枪cleaning gun 包装packing 打叠机product folding m/c 容器成形器container shaper 装箱器container loader 封箱机container sealer 输送带container conveyor 裁片衬衫部位Details in shirts 福司(担干)yoke 立领(领座)neck band(collar stand) 袖口布(考夫)cuff 袖叉cuff vent(cuff opening) 前门襟front strap 暗门襟plain front(wrap over front) 肩章(肩牌)epaulet 贴袋patch pocket Collar type 领嘴钮bottom down collar 小方领shirt collar 小圆领rounded collar 国民领(翻开领) rever collar Cuff type 假反袖口cuff strap(cuff band) 双层袖口double linked-cuff Buttom type 平脚straight bottom 鱼尾tail bottom Details in trousers: 前片front leg 腰带环belt loop 天狗placket extension(basquc) 门襟placket 前立门fly(zipper, button fly) 口袋布pocket piece 口袋贴布pocket facing 盖袋(贴袋)flap pocket(patch pocket) 袋盖flap Bottom type 平口裤管plain bottom 褶边裤管turned-up bottom 直筒裤管straight leg 波浪状裤管flare leg 喇叭裤管bell bottom 窄裤管(锥形)taper bottom 宽松直形裤管oxford bottom(flare & turned-up) True cross or true bias 正斜(与经纬纱呈45。
专利名称:Three-dimensional fabric发明人:Meiji Anahara,Hiroshi Ohmori,Yoshiharu Yasui申请号:US07/745222申请日:19910814公开号:US05130188A公开日:19920714专利内容由知识产权出版社提供摘要:A three-dimensional fabric is disclosed that includes a built in linkage member. The three dimensional fabric includes a core located in a center portion of the fabric. A multiplicity of axially extending warp yarns are arranged in a plurality of concentric layers about the core. A circumferential yarn is wound in a circumferential direction between various layers of the warp yarns to forming a plurality of circumferential yarn layers. A multiplicity of radial yarns are sequentially woven in the axial and radial directions about various circumferential yarn layers. A solid member is also provided which has a group of axially extending yarn strings secured thereto. The axially extending yarn strings include strings that constitute a portion of at least one of the core and the warp yarns. When the disclosed three- dimensional fabric is used in a composite, it is unnecessary to subject the composite to mechanical processing to attach a coupling part.申请人:KABUSHIKI KAISHA TOYODA JIDOSHOKKI SEISAKUSHO代理机构:Brooks Haidt Haffner & Delahunty更多信息请下载全文后查看。
Three-Dimensional Micro-Channel Fabrication in Polydimethylsiloxane(PDMS)Elastomer Byung-Ho Jo,Linda M.Van Lerberghe,Kathleen M.Motsegood,and David J.Beebe,Member,IEEEAbstract—This paper describes a fabrication technique forbuilding three-dimensional(3-D)micro-channels in polydimethyl-siloxane(PDMS)elastomer.The process allows for the stackingof many thin(less than100-Fig.1.Schematic illustration of the sandwich molding process for thin upper layers.(a)A master for each layer was formed on a silicon wafer using SU-8photoresist and standard photolithography procedures.(b)Next,the PDMS prepolymer mixture was poured onto the master.(c)A transparency film was placed over the poured prepolymer mixture.(d)A multilayer stack of aluminum plates,the mold master,the PDMS prepolymer mixture,a transparency film,a rigid Pyrex wafer,and a rubber sheet is used to form a compression mold.(e)Finally,all the layers are clamped tightly during thecure.Fig.2.Scheme for fabricating a thick bottom layer and off-chip connection via the bottom layer.(a)A master for the bottom layer.(b)Molding a thick bottom layer in a petri dish.(c)A bottom layer containing “L-shaped micro-tunnels and tube connections.photoresist (MicroChem Corporation XP SU-850,Newton,MA)on silicon wafers.Fig.1(a)shows a master formed on a silicon wafer using the SU-8photoresist.To realize the thin flat layers with openings,a sandwich molding configuration was developed.Fig.1(b)–(e)illustrates schematically the sandwich molding procedure.A curing agent and PDMS prepolymer (SYLGARD 184Silicone Elastomer Kit,Dow Corning,Mid-land,MI)were thoroughly mixed in a 1:10weight ratio.The prepolymer mixture was degassed at 20–50mtorr in a desic-cator with a mechanical vacuum pump for 1h to remove any air bubbles in the mixture and to insure complete mixing betweenthe two parts.The prepolymer mixture was poured onto the master,and then a transparency film was placed over the pre-polymer mixture.The transparency film was carefully lowered onto the prepolymer mixture,allowing surface tension to pull the transparency into intimate and continuous contact with the prepolymer mixture to prevent any bubbles from forming at the interface [see Fig.1(c)].The flexible transparency film provides an easy way to remove the cover plates from PDMS molds after curing.The master/prepolymer/transparency stack was then clamped within a sandwich that includes flat aluminum plates (top,bottom),a rigid Pyrex wafer,and a rubber sheet (C on a hotplate.After curing,the thin PDMS replicas were peeled off from the masters.Most micro-fluidic systems require interconnection to the external world.Utilizing efficient off-chip connections via the thick (9mm)bottom PDMS layer allowed the top layer to remain smooth and flat for complete optical access (to facilitate micro-fluidic imaging studies).Fig.2shows the molding of a thick bottom layer and the coring procedure that was used to connect the fluidic device to an external fluid network with the inlet and outlet tubes.The master for the bottom layer was placed in a petri dish and then the prepolymer was poured onto the master to make a bottom layer thick enough so that inlet/outlet channels can be cored in it.The soft PDMS allows inlet/outlet channels to be created by pushing in and pulling out a 16-gauge syringe needle in the cured PDMS block.In order to create the “L”-shaped tunnels,vertical tunnels were first cored from the top and then horizontal connecting tunnels were made from the outside sidewall.Fig.2(c)shows a completed bottom layer that includes the “L”-shaped inlet/outlets and tubes connected to an external fluid network.B.Fabrication of 3-D Structures with 2-D Patterned Layers After fabricating the 2-D patterned layers,the layers were stacked onto a thick bottom layer and bonded together to form a 3-D channel structure.Fig.3(a)shows the top view of individual 2-D patterned layers for a 3-D serpentine channel mixer.The thick bottom layer has a negative relief pattern as the base of a 3-D channel on its surface.Each thin upper layer contains chan-nels and openings needed to realize the final 3-D channel struc-ture.Fig.3(b)is a high-magnification photograph that shows the stacked multiple layers forming a “L”-type mixer geom-etry.The 3-D serpentine channel was formed by stacking two thin 2-D layers on top of a thick bottom layer.The middle layer forms the vertical sections of the 3-D channel.The photograph also shows the good alignment between layers.The technique used for bonding alignment was to generate layers of exactly the same size by using a “standard”master periphery.A 90m.Finally,Fig.3.Photographs and a schematic for fabricating 3-D micro-channel.(a)Top view of individual 2-D patterned layers.(b)High-magnification optical photograph of the 3-D channel path area of the Fig.3(d).(c)Scheme for bonding alignment.(d)Photograph of a finished 3-D passive micromixer.a #1(about150-C to evaporate the methanol and complete the bonding.Fig.3(d)shows a finished 3-D channel device,a PDMS passive mixer,assembled from its 2-D component layers.The photo-graph also shows off-chip connections (inlet and outlet tubes),alignment keys,and a cover glass placed on the top of stacked layers.C.Bonding of Individual Components with RIE System Oxygen plasma treatment for PDMS surface activation were carried out using a parallel-plate reactor reactive ion etching (RIE)system (Technics series 800-IIC)with samples located on the water-cooled cathode.The power supply was operated at 13.56MHz.Experiments were performed to find optimum conditions of plasma treatment and measure the effects of three different process parameters:RF power,oxygen partial pres-sure,and treatment time.Plasma-treated samples were imme-diately bonded with activated surfaces facing each other.At this point,no external forces were applied on the samples to assist the bonding procedure.After 5min,the bonded area was quan-tified via manual examination (pulling the pieces apart to deter-mine the percent area bonded).To study aging effects,PDMS surfaces were activated using the optimum conditions (70W,75mtorr,10s)that had been de-termined in previous experiments.The plasma-treated sampleswere aged with nine different duration times in an air atmos-phere.These samples were then bonded and the bonded areas were examined as described above.During the bonding experiments,it was found that samples aged for more then a week after being peeled off from its mold were not activated by the plasma treatment.The aged surface was cleaned with a diluted HCl solution (HCl :DIwatervolume ratio).In order to evaluate the time dependency of this cleaning,the aged samples were cleaned for 2and 8min,respec-tively,in the diluted HCl solution.The cleaned samples were then activated and analyzed with the method described above.Additionally,a selective area bonding was carried out using a masking effect (the surface activation based on oxygen ion bombardment was limited by a physical mask).Certain areas of the sample surface were masked by placing a150-Cin order to evaporate methanol between the two layers.TheFig.4.Photographs and a schematic for a five-layer stacked micro-channel.(a)Photograph of a completed 3-D micro-channel.(b)Schematic of a channel path structure.(c)High-magnification optical photograph of a vertical channel path.bonding quality of the methanol-treated sample was compared with that of the untreated sample.III.R ESULTS AND D ISCUSSIONA.FabricationThe demonstration of a more complex 3-D structure,a five-stack multilayer 3-D micro-channel,is shown in Fig.4(a).It was fabricated using the sandwich micro-molding process andthe stacking process with five successive layers (eachm thick).The channel path structure of this 3-D device is illus-trated in the schematic in Fig.4(b).A photograph of a vertical coupling section of the 3-D structure is shown in Fig.4(c).The process should continue to scale (i.e.,ten or more layers could easily be stacked using this method).Extensions of this tech-nique will enable a number of complex devices that require 3-D channel structures.Fig.4(a)also shows the fluidic interconnect that directly con-nects external tubes to the micro tunnels of the thick bottom layer.The connection method provides reliable sealing because PDMS material is easily stretched around tubes of slightly larger diameter than the cored holes.Moreover,these tubes can be de-tached and reassembled for various purposes without altering the adhesion properties.The individual layers were fabricated using the clamp molding process.A master/prepolymer/transparency stack was clamped within the sandwich that includes a rigid Pyrex wafer,a rubber sheet,and flat aluminum plates.The top andbottomFig.5.Scheme for fabricating the PDMS membrane.aluminum plates provide uniform force onto the stack from both sides.The rubber sheet provides a mechanically compliant layer between the top aluminum plate and rigid Pyrex wafer to compensate for any nonuniformities in the aluminum plates.The rigid Pyrex wafer produces a flat surface on top of the cured molds.The flexible transparency film offers an easy way to remove the rigid cover plates from the molds and maintain the flat surface on the layers.The clamping approach can also be used to produce PDMS membrane patterns in the layers.The scheme for fabricating the membrane is presented in Fig.5.By precise control of the clamping pressure with weights membranes (40-and75-TABLE IC OMPARISON OF THE B ONDING R ESULTSWITH RIE P ROCESS PARAMETERSfabricated into the masters to control the membrane thickness.Membrane fabrication further extends the potential fluidic de-vices that can be formed in PDMS.B.BondingTo determine how the plasma parameters affect bonding,we varied the following parameters:RF power,oxygen partial pressure,and treatment time.Table I compares the permanently bonded areas on 21samples (experimental runs)that were examined under each different condition.The results show that low RF power and short treatment times are better than high RF power and long treatment times,respectively,for bonding instantly after plasma treatments.Although the samples did not immediately adhere to each other with higher power or longer treatment time,complete bonding was obtained if they were left intact for several days.We are currently investigating the chemical basis of this delayed bonding phenomena.Table II presents the effects of aging plasma treated PDMS in air prior to bonding.These results indicate that the bonding has to be carried out within 15min after a plasma treatment to ensure complete bonding.As mentioned in the experimental section,the surface of the PDMS layer that was aged in air for over a week after peeling off from its molds was not activated by the oxygen plasma.The contaminated surface,therefore,should be cleaned before the oxygen plasma treatment.No cleaning effect was obtained with deionized water or isopropyl alcohol.The surface could beTABLE IIA GING OF A CTIV ATED PDMS SURFACESTABLE IIIC LEANING E FFECT ON C ONTAMINATED PDMS SURFACETABLE IVM ASKING E FFECT ON PDMS S URFACE A CTIVATIONTABLE VM ETHANOL E FFECT ON PDMS SURFACEcleaned with a diluted HCl solution.Samples that aged over two months were cleaned with this solution and then treated with the optimized conditions of oxygen plasma.Table III shows that the HCl cleaning can provide a contamination free surface that allows complete bonding even on aged samples.The chemical changes at the surface of PDMS layer after the HCl cleaning is under investigation to understand the underlying mechanisms of the cleaning effect.In contrast,the bonding in some areas of samples can be in-tentionally prevented by masking samples from the oxygen ion bombardment in the RIE system.As the results in Table IV indi-cate,a thin (m thick)cover glass can block the ion bom-bardment so that no bonding occurred at the area of masking.Only one piece needs to be deactivated (masked)for no bonding to occur.Selective bonding could be used to create several novel component designs including simple check valves.Table V shows that the methanol treatment used to facilitate the self-alignment steps does not degrade the quality of bonding.IV.C ONCLUSIONA3-D micro-channel fabrication process has been developed for PDMS elastomer material using a sandwich molding technique and stacking of many thin patterned layers.Consid-ering the many advantages of PDMS,this fabrication process is well suited for a wide range of applications in micro-fluidic component design.The process is rapid and simple.Thus,it allows rapid design interruptions to be performed,for example, to investigate the flow fields of a variety of complex channel structure.A CKNOWLEDGMENTThe authors would like to thank H.Zeringue and J.Moorthy for helpful discussions.R EFERENCES[1]P.Renaud,H.Van Lintel,M.Heuschkel,and L.Guerin,“Photo-polymermicrochannel technologies and applications,”in Process.uTAS'98, Banff,Canada,Oct.,pp.17–21.[2] B.D.DeBusschere,D.A.Borkholder,and G.T.A.Kovacs,“Design ofan integrated silicon-PDMS cell cartridge,”in Solid State Sens.Actua-tors Conf.,Hilton Head,SC,June1998,pp.358–362.[3]S.Masuda,M.Washizu,and T.Nanba,“Novel method of cell fusion infield constriction area in fluid integrated circuit,”IEEE Ind.Applicat.Mag.,vol.25,pp.732–737,1989.[4]Y.Xia and G.Whitesides,“Soft lithography,”Angew Chem.Int.Ed.,vol.37,pp.550–575,1998.[5]K.Hosogawa,T.Fujii,and I.Endo,“Hydrophobic microcapillary ventfor pneumatic manipulation of liquid in TAS,”in Process.uTAS'98, Banff,Canada,pp.307–310.[6]R.H.Liu,K.V.Sharp,M.G.Olsen,M.A.Stremler,J.G.Santiago,R.J.Adrian,H.Aref,and D.J.Beebe,“A passive micromixer:Three-dimensional serpentine microchannel,”in Proc.Transducers'99,Sendai, Japan,pp.730–733.[7] D.Jaeggi,B.L.Gray,N.J.Mourlas,B.P.Van Drieenhuizen,K.R.Williams,N.I.Maluf,and G.T.A.Kovacs,“Novel interconnection technologies for integrated microfluidic systems,”in Solid State Sens.Actuators Conf.,Hilton Head,SC,June1998,pp.112–115.[8]X.Yang,C.Grosjean,and Y.C.Tai,“A low power MEMS silicone/pary-lene valve,”in Solid State Sens.Actuators Conf.,Hilton Head,SC,June 1998,pp.316–319.[9] A.K.Henning,J.M.Herris,E.B.Arkilic,B.Cozad,and B.Dehan,“Performance of MEMS based gas distribution and control systems for semiconductor processing,”Proc.SPIE,vol.3514,p.59,1998. [10]H.Lorenz,M.Despont,N.Fahrni,J.Bruger,P.Vettiger,and P.Renaud,“High-aspect-ratio,ultrathick,negative-tone near-UV photoresist and its applications for MEMS,”Sens.Actuators,vol.64,pp.33–39,1998. [11]G.D.Aumiller,E.A.Chandross,W.J.Tomlinson,and H.P.Weber,“Submicrometer resolution replication of relief patterns for integrated optics,”J.Appl.Phys.,vol.45,no.10,p.4557,1974.[12]G.M.Whitesides,private communication,1998.Byung-Ho Jo received the B.S.degree in materials science and engineering from Han-Yang University,Seoul,Korea,in1981,and the M.S.and Ph.D.de-grees in solid-state science and technology from Syracuse University,Syracuse, NY,in1991and1995,respectively.His doctoral research focused on in-situ ul-trahigh vacuum electromigration studies in copper films.His other work has focused on molecular beam epitaxy and thin-film tech-nology.He has served for three years as a Korea Marine Corps Officer.From 1984to1997,he was involved with fabrication process development,device reliability improvement,and defect characterization at the ULSI Research and Development Center,LG Semiconductor Corporation,Korea.In1997,he was a Fabrication Manager with the CTI-MMIC Corporation,where he was involved with GaAs MESFET fabrication and testing.He was also responsible for process transfer from research and development to manufacture.He joined the staff of the Beckman Institute,University of Illinois at Urbana-Champaign,in1998, where he is currently developing new microfabrication processes for BioMEM’s devices.Linda M.Van Lerberghe is currently working toward the B.S.degree in chem-ical engineering at the University of Illinois at Urbana-Champaign.Her research includes work in the fabrication and design of microelectrome-chanical systems.She is currently studying the chemical and mechanical prop-erties of polydimethylsiloxane.Kathleen M.Motsegood received the B.S.degree in chemistry from the Uni-versity of Illinois at Urbana-Champaign,in1995.Her professional experience has included Research Specialist,University of Illinois at Urbana-Champaign,the BioMEM Research Group,and NMR Spec-troscopist,Magnetic Resonance Engineering Laboratory.Ms.Motsegood is a member of Phi Theta Kappa,National Honor Society, International ESR Society,and the American Chemical Society.She was the recipient of a1994Colgate Palmolive Undergraduate Research Fellowship. David J.Beebe(S’89–M’90)received the B.S.,M.S.,and Ph.D.degrees in elec-trical engineering from the University of Wisconsin-Madison,in1987,1990, and1994,respectively.From1987to1989,he was an Electrical Engineer for the Kimberly-Clark Corporation.He is currently an Assistant Professor in the Department of Biomedical Engineering,University of Wisconsin-Madison,and a Visiting Professor at the Beckman Institute for Advanced Science and Technology, University of Illinois at Urbana-Champaign.From1996to1999,he was an Assistant Professor in the Department of Electrical and Computer Engineering and an Assistant Research Professor at the Beckman Institute for Advanced Science and Technology.From1991to1994,he was an NIH Biotechnology Predoctoral Trainee.From1994to1996,he was an Assistant Professor at Louisiana Tech University.During the summer of1992,he was with Medtronic Inc.,Minneapolis,MN,where he developed new hemodynamic sensing concepts.He is a contributing author of Biomedical Digital Signal Processing (Englewood Cliffs,NJ:Prentice-Hall,1993),Prevention of Pressure Sores. (Bristol,U.K.:Adam Hilger,1991,Occupational Ergonomics(New York: Marcel Dekker,1996),and Emerging Tools for Single Cell Analysis:Advances in Optical Measurement Technologies.(New York:Wiley,1999).He has broad interests in biomedical instrumentation and the development of microfabricated devices for biomedical applications.His current interests include technology development for the handling and analysis of biological objects,development of novel micro-fluidic devices and systems,use of dendritic and functional materials in MEMS,development of electrostatic and electrocutaneous haptic displays,and tactile sensors.。