要实现上述分功能,有下列工艺动作 过程。 (1)利用凸轮自动上料,上料到位后, 输送机构改革迅速返回原位,停歇等待 下一循环。
(2)上模往下作直线运动,同时下 模向下作直线运动,对坯料冲压成型。
(3)下模带动成品返回压迫弹片。
(4)到最低点时弹片将徽章由出料 口弹出。
完成一个工作循环。
方案选择与分析
机印打章徽
!力努在直一们我
工作行程演示
产品特点
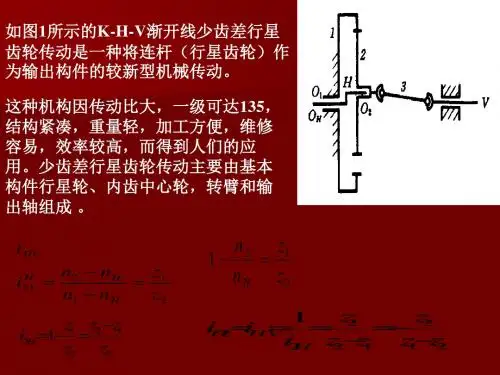
本产品主要用于徽章打印,可快速进行徽 章生产.适合学校及公司等团体的徽章 批量生产. 产品机构简单还可方便改装 成其它的冲压装置.
设计原理
原理图 原理
在冲制薄片徽章时上模先 以较大的速度接近坯料, 同时下模也以较大速度 接近坯料.此时进料凸 轮推杆将薄牌推入压制 腔中,然后上下模将坯 料压制成型.并随下模 向下运动被弹片弹出入 筐.完成一次冲压工作 循环.
(Xb2 Yb2 1)T=D12(Xb1 Yb2 1)=(0.970Xb10.242Yb1-2.71 0.242Xb1+0.970Yb1-0.1 1)T
(Xb3 Yb3 1)=D13(Xb1 Yb1 1)=(0.883Xb10.469Yb1+0.05 0.469Xb1+0.883Yb1-0.35 1)
下模行程运动简图
下模机构设计思路
图中C1.C2.C3分别为下 模的最高点中点和最低 点.
B1.B2.B3分别与 C1.C2.C3对应.
本机构设计采用反推法. 由已知C1.C2.C3的位置 通过平面矩阵解析运算 导出B1.B2.B3的坐标从 而进一步求出所有杆长.
解析思路
– 分为两次解析第一次为摇杆滑块机构
解析方法同上模. 再计算曲柄摇杆机构最后解析方法同上. 得到杆长如下: L1=180 L2=70 L3=170 L4=40