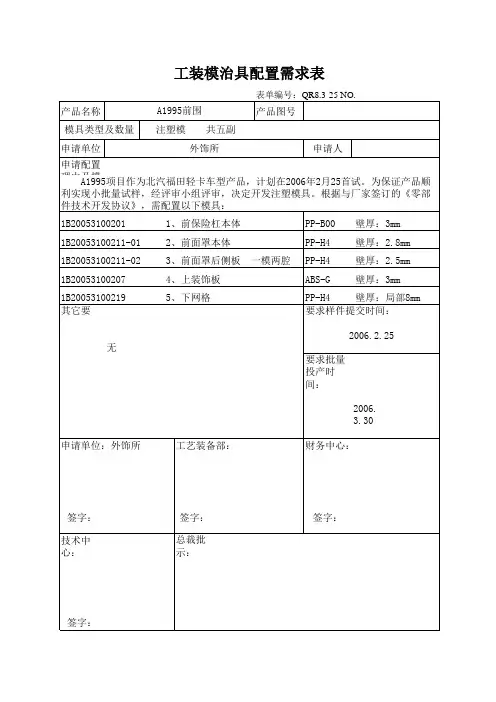
新产品设备工装模具夹具需求清单(空白表格)
- 格式:doc
- 大小:63.50 KB
- 文档页数:1
![模具配额表[空白模板]](https://uimg.taocdn.com/eaa96552960590c69fc37671.webp)
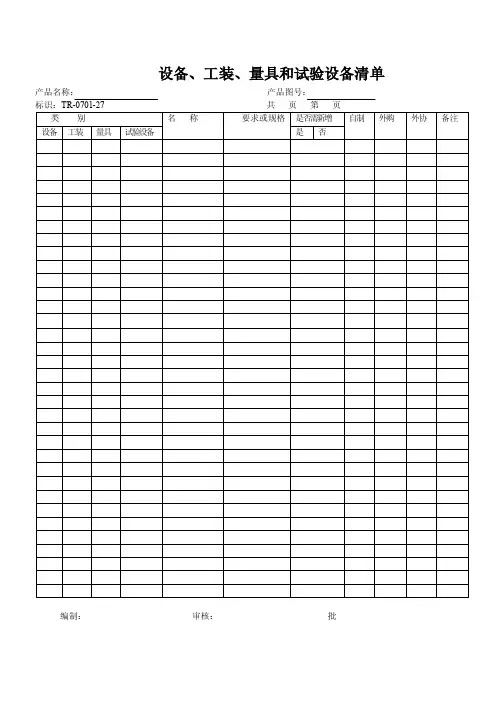
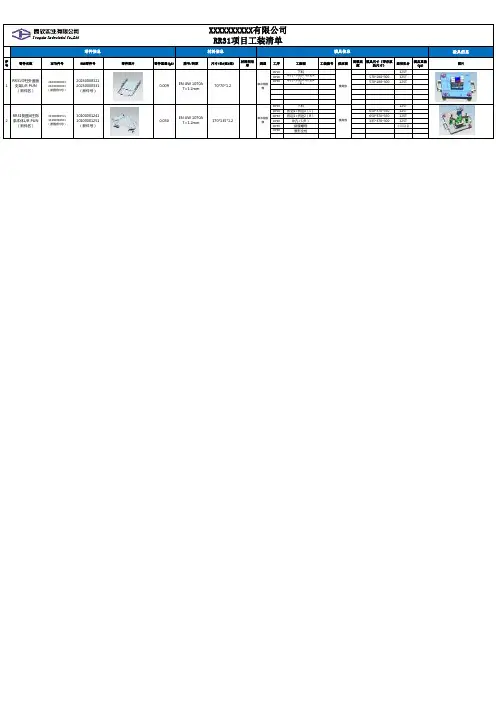
设备、工装、量具和试验设备清单产品名称:产品图号:
编制:审核:批
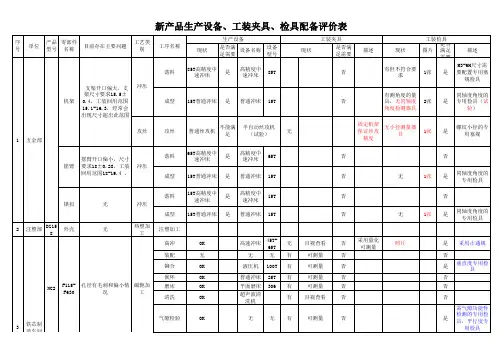
新设备、工装和试验设备检查表
顾客或厂内零件号
第1页共2页标识:TR-0701-28
小组检查评审人员制定人/日期::
新设备、工装和试验设备检查表(续)
顾客或厂内零件号
小组检查评审人员:制定人/日期:
小组可行性承诺书
标识:TR-0701-29
顾客:日期:
零件编号:零件名称:
对可行性的考虑
产品质量策划小组并不打算在进行可行性评价时面面俱到,但已考虑了以下问题。
所提供的图样和/或规范已被用来作为分析满足所有规定要求能力的基础。
对于所有否定答案都要有识别所关注事项和/或所提供出更改,以满足特定要求的附加规定。
结论
□可行产品可按规定不作修改而生产。
□可行建议作出更改(见附件)。
□不可行需要更改设计以生产出符合规定要求的产品。
认定
小组成员/职务/日期小组成员/职务/日期
小组成员/职务/日期小组成员/职务/日期。