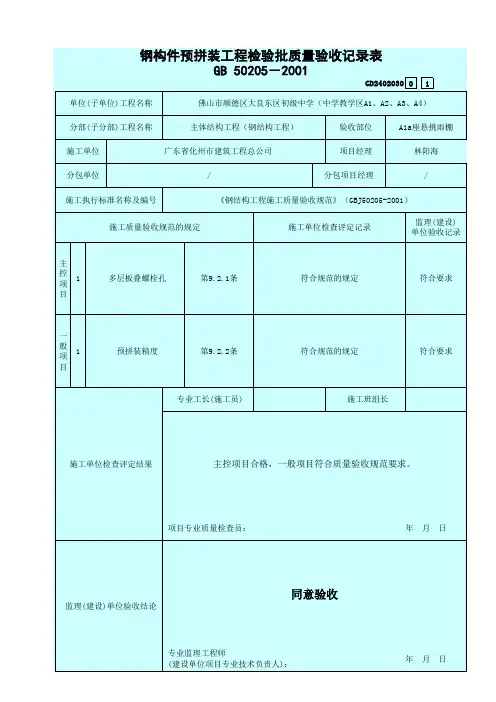
钢构件预拼装工程检验批
- 格式:xls
- 大小:48.50 KB
- 文档页数:1
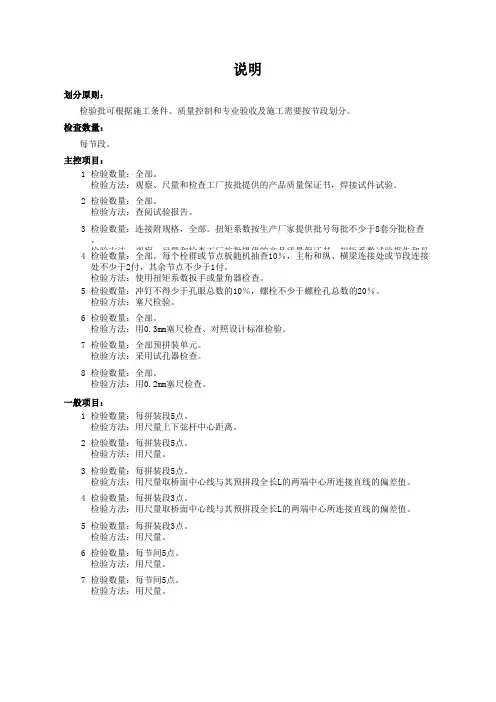
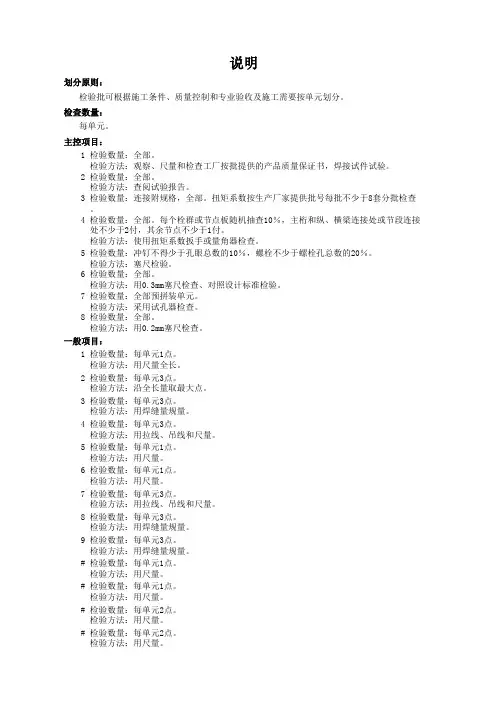
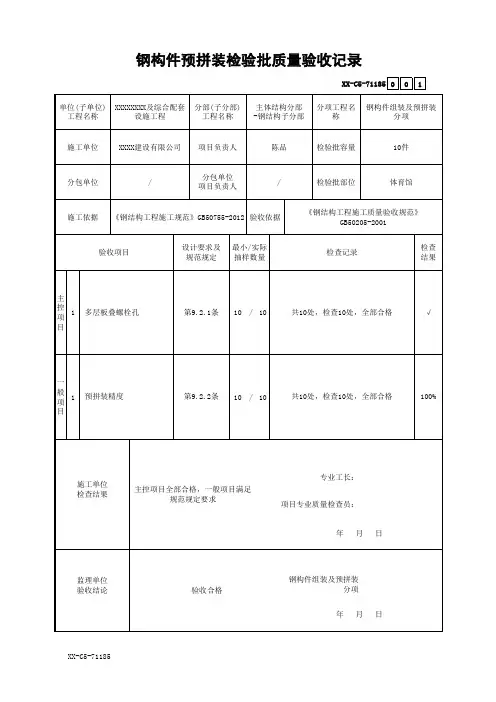
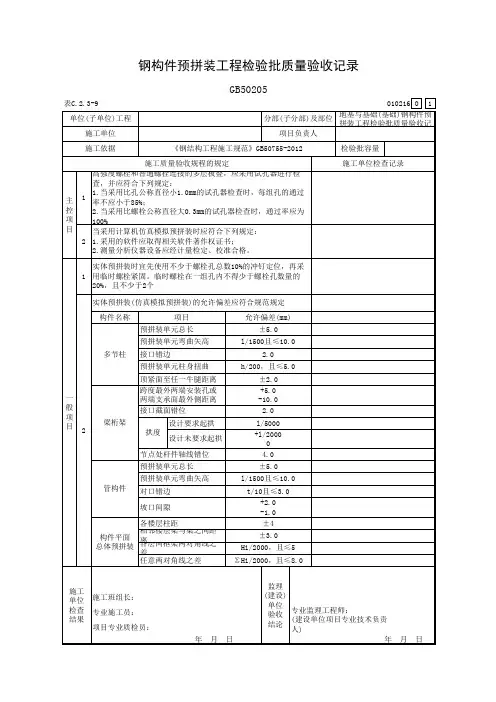
123456781234567检验数量:每节间5点。
检验方法:用尺量。
检验数量:全部预拼装单元。
检验方法:采用试孔器检查。
检验数量:全部。
检验方法:用0.2mm塞尺检查。
一般项目:检验数量:每拼装段5点。
检验方法:用尺量上下弦杆中心距离。
检验数量:每拼装段5点。
检验方法:用尺量。
检验数量:每拼装段5点。
检验方法:用尺量取桥面中心线与其预拼段全长L的两端中心所连接直线的偏差值。
检验数量:每拼装段3点。
检验方法:用尺量取桥面中心线与其预拼段全长L的两端中心所连接直线的偏差值。
检验数量:每拼装段3点。
检验方法:用尺量。
检验数量:每节间5点。
检验方法:用尺量。
检验数量:全部。
检验方法:观察、尺量和检查工厂按批提供的产品质量保证书,焊接试件试验。
检验数量:全部。
检验方法:查阅试验报告。
检验数量:连接附规格,全部。
扭矩系数按生产厂家提供批号每批不少于8套分批检查。
检验方法:观察、尺量和检查工厂按批提供的产品质量保证书。
扭矩系数试验报告和见检验数量:全部。
每个栓群或节点板随机抽查10%,主桁和纵、横梁连接处或节段连接处不少于2付,其余节点不少于1付。
检验方法:使用扭矩系数扳手或量角器检查。
检验数量:冲钉不得少于孔眼总数的10%,螺栓不少于螺栓孔总数的20%。
检验方法:塞尺检验。
检验数量:全部。
检验方法:用0.3mm塞尺检查、对照设计标准检验。
说明划分原则:检验批可根据施工条件、质量控制和专业验收及施工需要按节段划分。
检查数量:每节段。
主控项目:。
钢构件组装工程检验批质量验收记录钢构件是一种广泛应用于建筑和工程领域的材料,其组装工程是确保施工质量和安全性的关键环节。
为了确保钢构件组装工程的质量,进行检验批质量验收是必不可少的。
以下是一份钢构件组装工程检验批质量验收记录,用于记录和评估组装工程的质量。
工程名称:XXX大楼钢构件组装工程施工单位:XXX建筑工程有限公司监理单位:XXX监理有限公司验收单位:XXX工程质量检测中心一、检验批概况:本次检验批共包括XX根不同规格和型号的钢构件,总计约XXX吨。
具体情况如下:1.钢构件规格及型号:(详细列举)2.钢构件数量及重量:(详细列举)二、检验批验收基础1.钢构件组装施工图纸及技术要求;2.监理单位提供的施工检验批计划和质量控制要求;3.钢构件制造商提供的产品合格证书和相关测试报告;4.监理单位提供的钢构件制造过程监测记录;5.施工单位提供的检验批施工记录。
三、检验批验收内容及标准1. 钢构件尺寸和几何形状检查:按照施工图纸要求进行测量和检查,误差控制在±5mm以内。
2.钢构件表面质量检查:检查钢构件表面是否有明显的裂纹、氧化、锈蚀等缺陷。
3.钢构件焊缝质量检查:检查焊缝的焊接质量,包括焊缝的坡口形状、焊缝的宽度、焊缝的均匀性等。
4.钢构件连接件检查:检查连接件的型号、规格是否符合要求,连接是否紧固可靠。
5.钢构件防腐处理检查:检查钢构件的防腐处理是否达到要求,如喷涂厚度、防腐涂层附着力等。
6.钢构件竖直度和垂直度检查:检查钢构件在安装过程中的垂直度和竖直度是否符合要求。
四、检验批验收结果根据以上检查内容及标准进行检查,现对本次检验批的验收结果进行总结如下:1.钢构件尺寸和几何形状检查:合格/不合格;2.钢构件表面质量检查:合格/不合格;3.钢构件焊缝质量检查:合格/不合格;4.钢构件连接件检查:合格/不合格;5.钢构件防腐处理检查:合格/不合格;6.钢构件竖直度和垂直度检查:合格/不合格。
钢构件预拼装检验批质量验收记录序号:___________日期:___________工程名称:___________工程地点:___________检验内容:钢构件预拼装检验批质量验收检验方法:按照相关标准和要求进行检验检验人员:___________(主检)、___________、___________、___________一、检验材料和设备1. 钢构件图纸和设计文件的查阅和对照确认。
2. 钢构件预拼装加工设备的检查,包括搭接螺栓、连接件、涂漆材料等。
3. 钢构件的检查记录、材料验收记录等相关文件。
二、检验内容及要求1. 钢构件外观检查a. 检查钢构件表面是否有明显的锈蚀、裂纹、凹陷等缺陷。
b. 检查钢构件涂层的质量,如颜色是否均匀、无起泡、剥落等。
c. 检查钢构件的尺寸和形状是否符合设计要求,是否存在明显误差。
2. 钢构件连接件的检查a. 检查连接螺栓、螺母、垫圈等是否齐全、完好,并符合设计要求。
b. 检查连接螺栓的拧紧力是否符合要求,并进行拧紧力测试预紧力控制。
c. 检查连接件与钢构件之间的嵌合度,是否牢固。
3. 钢构件的耐久性检查a. 检查钢构件的防锈处理是否符合要求,如涂层厚度、质量等。
b. 检查钢构件的腐蚀情况,是否有明显的腐蚀迹象。
c. 检查钢构件的耐候性能,如抗紫外线、耐高温等。
4. 钢构件的标识和检验记录a. 检查钢构件是否有明确的标识,包括序号、日期、工程名称等。
b. 检查钢构件的检验记录是否完整、准确并齐全。
三、检验结果1. 钢构件预拼装质量验收结果:合格 / 不合格。
2. 若发现不合格项,应记录不合格项的具体情况,并提出处理意见。
四、处理意见1. 不合格项的处理方式:重新加工、更换材料、修补等。
2. 处理方式的责任人:___________。
五、备注1. 若有其他需要记录的事项,请在此备注栏添加。
2. 检验人员签字:___________以上为钢构件预拼装检验批质量验收记录,经过检验验收,确认记录完整无误。
钢构件组装检验批质量验收记录一、验收目的及背景本次钢构件组装检验批质量验收旨在对钢构件的组装质量进行评估,确保钢构件的组装符合设计要求和相关标准,达到安全可靠的要求。
二、验收范围本次验收涉及的钢构件组装包括但不限于梁柱连接、焊接质量、螺栓紧固、支撑稳定等。
三、验收方法和标准1.验收方法(1)现场实测实验:对钢构件进行观察和测量,包括尺寸、角度、位置等。
(2)检查记录:对钢构件的焊缝、螺栓、涂层等进行检查,记录存在的问题和不合格项。
2.验收标准(1)钢构件尺寸:符合设计要求,允许偏差应在允许范围内。
(2)焊接质量:焊缝牢固,无裂纹、夹渣、气孔等焊接缺陷。
(3)螺栓紧固:螺栓紧固力矩符合要求,紧固连接牢固不松动。
(4)支撑稳定:支撑良好,构件垂直度和水平度符合要求。
四、验收过程和结果1.验收过程(1)现场实测实验:对各个钢构件进行观察和测量,包括梁的长度、宽度和高度,柱的直径和高度等。
(2)检查记录:对焊缝进行检查,记录存在的缺陷和不合格项。
对螺栓进行检查,记录螺栓紧固力矩和连接状态。
对支撑进行检查,记录垂直度和水平度的测量结果。
2.验收结果(1)钢构件尺寸:梁柱的尺寸符合设计要求,允许偏差在允许范围内。
(2)焊接质量:焊缝牢固,无裂纹、夹渣、气孔等焊接缺陷。
(3)螺栓紧固:螺栓紧固力矩符合要求,紧固连接牢固不松动。
(4)支撑稳定:支撑良好,构件垂直度和水平度符合要求。
五、不合格项处理及改进措施1.不合格项处理(1)钢构件尺寸超出允许偏差范围的,需要进行调整或更换。
(2)焊缝有裂纹、夹渣、气孔等焊接缺陷的,需要进行修补或重做。
(3)螺栓紧固力矩不符合要求的,需要调整或更换螺栓。
(4)支撑稳定度不符合要求的,需要进行调整或加强支撑。
2.改进措施(1)加强钢构件组装前的清理工作,确保焊缝无污染物。
(2)提高焊工的焊接技术水平,减少焊接缺陷的发生。
(3)严格控制螺栓紧固力矩,确保螺栓连接牢固。
(4)加强对支撑的设计和施工,确保支撑稳定可靠。
钢构件预拼装检验批质量验收记录一、工程名称:二、单位名称:三、拼装构件名称:四、生产单元/生产厂家名称:五、检验单位名称:六、检验日期:七、检验人员:八、质量验收记录:1.前期准备工作在进行钢构件预拼装之前,质量检验人员要先进行前期准备工作的检查记录。
包括确认预拼装所用的钢构件材料的质量证明书和检测报告的完整性和准确性,检查构件的型号、规格、批次和数量是否与合同要求一致,检查钢构件的表面是否有裂缝、变形、氧化和锈蚀等缺陷,以及检查焊接接头是否牢固、无明显的裂纹和缺陷等情况。
(1)钢构件的组装记录针对每个预拼装的钢构件,按照规范要求记录下每个构件的编号、批次、规格、尺寸等信息。
记录中应包括构件组装的顺序和方式,焊接接头的位置、样式和焊接工艺等信息。
同时还需要记录下组装使用的工具、设备和检测仪器的名称、型号和检定情况。
(2)结构尺寸的检测记录对预拼装的钢构件进行结构尺寸的检测。
检测过程中需要使用规定的测量工具和设备,记录下每一个测量点的尺寸和误差。
特别是对于关键连接处和焊接接头周围的尺寸,要进行精确的测量和记录。
(3)可靠性和刚度的测试记录对预拼装的钢构件进行可靠性和刚度的测试。
测试过程中要使用专业的测试仪器和设备,记录下每次测试的结果和数据。
测试结果应符合合同或规范要求,证明预拼装的钢构件具有足够的可靠性和刚度。
3.质量验收结论根据对预拼装钢构件的检测和测试结果,结合合同和规范要求,进行质量验收结论。
如果发现有明显的质量问题,如构件尺寸偏差超过规定范围、焊接接头存在缺陷等,应按照规定要求对问题进行处理,并记录下相应的处理措施和结果。
如果预拼装的钢构件达到了合同要求和规范要求,验收结论为合格,可以进行下一步的施工工序。
九、附件:1.预拼装图纸2.钢构件材质证明书和检测报告3.检测仪器和设备的检定证书4.结构尺寸的测量记录表5.可靠性和刚度的测试结果记录以上为钢构件预拼装检验批质量验收记录,共计1200字。
《钢构件预拼装检验批质量验收记录》表格示例及填写说明【规范名称及编号】《钢结构工程施工质量验收规范》(GB50205-2001)【条文摘录】摘录一:8.1.2 钢构件组装工程可按钢结构制作工程检验批的划分原则划分为一个或若干个检验批。
摘录二:8.2 焊接H型钢一般项目8.2.1 焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。
翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。
检查数量:全数检查。
检验方法:观察和用钢尺检查。
8.2.2 焊接H型钢的允许偏差应符合本规范附录C中表C.0.1的规定。
检查数量:按钢构件数抽查10%,宜不应少于3件。
检验方法:用钢尺、角尺、塞尺等检查。
8.3 组装主控项目8.3.1 吊车梁和吊车桁架不应下挠。
检查数量:全数检查。
检验方法:构件直立,在两端支承后,用水准仪和钢尺检查。
一般项目8.3.2 焊接连接组装的允许偏差应符合本规范附录C中表C.0.2的规定。
检查数量:按构件数抽查10%,且不应少于3个。
检验方法:用钢尺检验。
8.3.3 顶紧触面应有75%以上的面积紧贴。
检查数量:按接触面的数量抽查10%,且不少于10个。
检验方法:用0.3mm塞入面积应小于25%,边缘间隙应不应大于0.8mm.8.3.4 桁架结构杆件轴件交点错位的允许偏差不得大于3.0mm。
检查数量:按构件数抽查10%,且不应少于3个,每个抽查构件按节点数抽查10%,且不少于3个节点。
检验方法:尺量检查。
8.4 端部铣平及安装焊缝坡口主控项目8.4.1 端部铣平的允许偏差应符合表8.4.1的规定。
检查数量:按铣平面数量抽查10%,且不应少于3个。
检验方法:用钢尺、角尺、塞尺等检查。
一般项目8.4.2 安装缝坡口的允许偏差应符合表8.4.2的规定。
检查数量:按坡口数量抽查10%,且不少于3条。
检验方法:用焊缝量检查。
8.4.3 外露铣平面应防锈保护。
检查数量:全数检查。