齿轮检测常用的标准检测代号
- 格式:pdf
- 大小:138.76 KB
- 文档页数:2
齿轮精度等级1、齿轮精度主要是控制齿轮在运转时齿轮之间传递的精度,比如:传动的平稳性、瞬时速度的波动性、若有交变的反向运行,其齿侧隙是否达到最小,如果有冲击载荷,应该稍微提高精度,从而减少冲击载荷带给齿轮的破坏。
2、如果以上这些设计要求比较高,则齿轮精度也就要定得稍高一点,反之可以定得底一点3、但是,齿轮精度定得过高,会上升加工成本,需要综合平衡4、你上面的参数基本上属于比较常用的齿轮,其精度可以定为:7FL,或者7-6-6GM精度标注的解释:7FL:齿轮的三个公差组精度同为7级,齿厚的上偏差为F级,齿厚的下偏差为L级7-6-6GM:齿轮的第一组公差带精度为7级,齿轮的第二组公差带精度为6级,齿轮的第三组公差带精度为6级,齿厚的上偏差为G级,齿厚的下偏差为M级5、对于齿轮精度是没有什么计算公式的,因为不需要计算,是查手册得来的。
6、精度等级的确定是工程师综合分析的结果,传动要求精密、或者是高负载、交变负载……就将精度等级定高一点7、精度等级有5、6、7、8、9、10级,数值越小精度越高8、(齿厚)偏差等级也是设计者综合具体工况给出的等级,精密传动给高一点,一般机械给低一点,闭式传动给高一点,开式传动给低一点。
9、(齿厚)偏差等级有C、D、E、F、G、H、J、K、L、M、N、P、R、S 级,C级间隙最大,S级间隙最小。
10、不管是精度等级,还是偏差等级,定得越高,加工成本也越高,需要综合分析之后再具体的给出一个恰当的精度等级和偏差等级。
11、对于齿轮的常规检验项目,分为3组检验项目,分别如下:12、第一组检验项目主要是保证传递运动的准确性,其项目包括:切向综合公差Fi'、周节累积公差Fp、k个周节累积公差Fpk、径向综合公差Fi"、齿圈径向跳动公差Fr、公法线长度变动公差Fw13、第二组检验项目主要是保证传递运动的平稳性、噪声、振动,其项目包括:切向一齿综合公差fi'、基节极限偏差fpb、周节极限偏差fpt、径向一齿综合公差fi"14、第三组检验项目主要是保证载荷分布的均匀性,其项目包括:齿向公差Fβ、接触线公差Fb、轴向齿距极限偏差Fpx15、齿轮的齿坯公差的精度等级为:5、6、7、8、9、10级16、齿轮中间的孔公差、及其形位公差:IT5、IT6、IT7、IT8级17、齿轮轴的尺寸公差、及其形位公差:IT5、IT6、IT718、顶圆直径公差:IT7、IT8、IT919、基准面的径向跳动、基准面的端面跳动:根据直径的大小,按照5、6、7、8、9、10级查表20、需要说明一下:我给出的·第一组、第二组、第三组检验项目是比较全的,但是,在实际中,在实际的图纸上,我们列出的检验项目没有这么多,太多了不但给检验带来麻烦,还增加制造成本,所以,在图纸上只检验其中的几项即可,你可以参看一下专业的齿轮图纸,也可以在《机械设计手册》上看看例题,在此给你列出常规要检查的、在图纸上要列出来的项目:21、小齿轮的检验项目:21、根据你上面给出的参数,小齿轮的精度等级可以定为7FL,接下来级,就是按照精度等级差手册:22、周节积累公差Fp:0.06323、周节极限偏差fpt:0.01824、在图纸上标注的齿坯公差:内孔按照IT7级:在手册上按照孔径大小查《标准公差表》25、顶圆的径向跳动:按照外径尺寸大小查《标准公差表》26、大齿轮的检验项目:27、周节积累公差Fp:0.09028、周节极限偏差fpt:0.02029、在图纸上标注的齿坯公差:内孔按照IT7级:在手册上按照孔径大小查《标准公差表》30、顶圆的径向跳动:按照外径尺寸大小查《标准公差表》本网络手册中的圆柱齿轮精度摘自(GB10095—88),现将有关规定和定义简要说明如下:(1) 精度等级齿轮及齿轮副规定了12个精度等级,第1级的精度最高,第12级的精度最低。
注:主传动齿轮或重要的传动,偏上限选择;辅助传动或一般传动,居中或偏下限选择。
表2各类机器所用齿轮传动的精度等级范围机器类别机器类别精度等级精度等级汽轮机金属切削机床航空发动机轻型汽车载重汽车3 ̄63 ̄84 ̄85 ̄87 ̄9拖拉机通用减速器锻压机床起重机农业机械6 ̄86 ̄86 ̄97 ̄108 ̄11表3常用精度等级齿轮的加工方法及应用范围精度等级5级(精密级)6级(高精度级)7级(比较高的精度级)8级(中等精度级)9级10级(低精度级)加工方法齿面最终精加工齿面粗糙度Ra/μm应用范围效率(%)③在周期性误差非常小的精密齿轮机床上展成加工精密磨齿。
大型齿轮用精密滚齿滚切后,再研磨或剃齿0.8在高精度的齿轮机床上展成加工精密磨齿或剃齿在高精度的齿轮机床上展成加工不淬火的齿轮推荐用高精度的刀具切制。
淬火的齿轮需要精加工(磨齿、剃齿、研磨、珩齿)精密的分度机构用齿轮;用于高速、并对运转平稳性和噪声有比较高的要求的齿轮;高速汽轮机用齿轮;8级或9级齿轮的标准齿轮①①用于在高速下平稳地回转,并要求有最高的效率和低噪声的齿轮;分度机构用齿轮;高速减速器的齿轮;飞机、汽车和机床中的重要齿轮②①用于高速、载荷小或反转的齿轮;机床的进给齿轮;需要运动有配合的齿轮;中速减速器的齿轮;飞机、汽车制造中的齿轮②①对精度没有特别要求的一般机械用齿轮;机床齿轮(分度机构除外);特别不重要的飞机、汽车拖拉机齿轮;起重机、农业机械、普通减速器用齿轮、用于对精度要求不高,并且在低速下工作的齿轮99(98.5)以上99(98.5)以上98(97.5)以上97(96.5)以上96(95)以上用展成法或仿型法加工用任意的方法加工不磨齿。
必要时剃齿或研磨不需要精加工12.5253.2 ̄6.31.600.8注:本表不属国家标准,仅供参考。
①Ⅱ组精度可以降低1级;②Ⅰ组精度可以降低1级;③括号内的效率是包括轴承损失的数值。
表4齿轮圆周速度与最低精度(Ⅱ组)的关系直齿斜齿(平行轴)最低精度Ⅱ组等级()ν≥1515>ν≥1010>ν≥66>ν≥22>ν≥3030>ν≥1515>ν≥1010>ν≥44>ν56789圆周速度ν/(m/s)注:本表不属国家标准,仅供参考。
齿轮标准大全(精度部分)1 、 GB/T 2821-92齿轮几何要素代号(已作废)(注:已有GB/T 2821-2003 在标准参考资料<十二> 中)2 、 GB1356-88 渐开线圆柱齿轮基本齿廓(已作废)(注:已有GB/T 1356-2001 在标准汇编中)3 、 GB1357-87 渐开线圆柱齿轮模数(已作废)(注:已有“GB/T 1357-2008 通用机械和重型机械用圆柱齿轮模数”在标准汇编第九部分中)4 、 GB1356-88 渐开线圆柱齿轮基本齿廓、GB1357-87 渐开线圆柱齿轮模数编制说明5 、 GB10095-88 渐开线圆柱齿轮精度(已作废)6 、 GB10095-88 渐开线圆柱齿轮精度编制说明(注:已有GB/T 10095.1.2-2001 在标准参考资料<九>中)7 、 GB10096-88 齿条精度8 、 GB10096-88 齿条精度编制说明9 、 GB6443-86 渐开线圆柱齿轮图样上应注明的尺寸数据10 、 GB6443-86 渐开线圆柱齿轮图样上应注明的尺寸数据编制说明11 、 GB/T13924-94 渐开线圆柱齿轮精度检验规范12 、 GB/T13924-94 渐开线圆柱齿轮精度检验规范编制说明(注:已有GB/T 13924-2008渐开线圆柱齿轮精度检验细则在标准参考资料<九>中)13 、 JB/T53441-94 渐开线圆柱齿轮产品质量分等通则(注:标准出版社出版标准汇编中没有)14 、 JB/T53441-94 渐开线圆柱齿轮产品质量分等通则编制说明(蜗轮蜗杆部分)1 、GB10085-88圆柱蜗杆传动基本参数2 、GB10085-88圆柱蜗杆传动基本参数编制说明3 、GB10086-88圆柱蜗杆传动、蜗轮术语及代号4 、GB10087-88圆柱蜗杆基本齿廓5 、GB10087-88圆柱蜗杆基准齿形编制说明6 、GB10088-88圆柱蜗杆模数和直径7 、GB10088-88圆柱蜗杆模数和直径编制说明8 、GB10089-88圆柱蜗杆、蜗轮精度9 、GB10089-88圆柱蜗杆、蜗轮精度编制说明10 、 GB/T12760-91圆柱蜗杆、蜗轮图样上应注明的尺寸数据(圆弧齿轮部分)1 、 GB 1840-89圆弧圆柱齿轮模数2 、 GB 1840-89圆弧圆柱齿轮模数修订说明3 、 GB12759=91双圆弧圆柱齿轮基本齿廓4 、 GB12759=91双圆弧圆柱齿轮基本齿廓编制说明5 、 GB/T13799-92双圆弧圆柱齿轮承载能力计算方法6 、、 GB/T13799-92双圆弧圆柱齿轮承载能力计算方法编制说明7 、 GB/T14348.1-93双圆弧齿轮滚刀型式和尺寸(注:标准出版社出版标准汇编中没有)8 、 GB/T14348.2-93双圆弧齿轮滚刀技术条件(注:标准出版社出版标准汇编中没有)9 、 GB/T14348.1-93双圆弧齿轮滚刀型式和尺寸、GB/T14348.2-93双圆弧齿轮滚刀技术条件编制说明10 、 GB/T 15752-1995圆弧圆柱齿轮基本术语11 、 GB/T 15752-1995圆弧圆柱齿轮基本术语编制说明12 、 GB/T 15753-1995圆弧圆柱齿轮精度13 、 GB/T 15753-1995圆弧圆柱齿轮精度编制说明(锥齿轮部分)1 、 GB10062-88锥齿轮承载能力计算方法(已作废)(注:已有GB/T 10062.1.2.3-2003在标准参考资料<十一 > 中)2 、 GB10062-88锥齿轮承载能力计算方法编制说明3 、 GB11365-89锥齿轮和准双曲面齿轮精度4 、 GB11365-89锥齿轮和准双曲面齿轮精度编制说明5 、 GB11367-89锥齿轮胶合承载能力计算方法(注:标准出版社出版标准汇编中没有)6 、 GB11367-89锥齿轮胶合承载能力计算方法编制说明7 、 GB12368-90锥齿轮模数8 、 GB12368-90锥齿轮模数编制说明9 、 GB12369-90直齿及斜齿锥齿轮基本齿廓10 、 GB12369-90直齿及斜齿锥齿轮基本齿廓编制说明11 、 GB12370-90锥齿轮和准双曲面齿轮术语12 、 GB12371-90锥齿轮图样上应注明的尺寸数据13 、 GB12371-90锥齿轮图样上应注明的尺寸数据编制说明(齿轮装置部分)1 、 GB6404-86齿轮装置噪声声功率级测定方法(已作废)(注:已有 GB/T 6404.1-2005/ISO8579-1:2002 (代替 GB/T 6404-1986 )齿轮装置的验收规范第1 部分:空气传播噪声的试验规范在最新标准中)2 、 GB6404-86 齿轮装置噪声声功率级测定方法编制说明3 、 GB8542-87 透平齿轮传动装置技术条件4 、 GB8542-87 透平齿轮传动装置技术条件编制说明5 、 GB8543-87 验收试验中齿轮装置机械振动的测定(已作废)(注:已有GB/T 6404.2-2005/ISO 8579-2:2002 (代替 GB/T 8543-1987 )齿轮装置的验收规范第2 部分:验收试验中齿轮装置机械振动的测定在最新标准中)6 、 GB8543-87 验收试验中齿轮装置机械振动的测定编制说明7 、 GB/T14231-93 齿轮装置效率测定方法8 、 GB/T14231-93 齿轮装置效率测定方法编制说明9 、 JB/T5076-91 齿轮装置噪声评价10 、 JB/T5076-91 齿轮装置噪声评价编制说明11 、 JB/T5077-91 通用齿轮装置型式试验方法12 、 JB/T5077-91 通用齿轮装置型式试验方法编制说明13 、 JB/T6078-92 齿轮装置质量检验总则14 、 JB/T6078-92 齿轮装置质量检验总则编制说明15 、 JB/T7929-95 齿轮传动装置清洁度16 、 JB/T7929-95 齿轮传动装置清洁度编制说明17 、 JB/T8831-1999 工业齿轮润滑油选用方法(已作废)(注:已有JB/T8831-2001在标准出版社出版标准汇编中)18 、 JB/T8831-1999工业齿轮润滑油选用方法编制说明(齿轮热处理部分)1 、 GB/T3480.5-2008直齿轮和斜齿轮承载能力计算第五部分;材料的强度和质量2 、 GB/T3480.5-2008直齿轮和斜齿轮承载能力计算第五部分;材料的强度和质量编制说明3 、 GB/T17879-1999齿轮磨削后表面回火的浸蚀检验(注:标准出版社出版标准汇编中没有)4 、 GB/T17879-1999齿轮磨削后表面回火的浸蚀检验编制说明5 、 JB/T5078-91高速齿轮材料选择及热处理质量控制的一般规定6 、 JB/T7516-94齿轮气体渗碳热处理工艺及其质量控制7 、 JB/T9171-1999齿轮火焰及感应淬火工艺及其质量控制8 、 JB/T9171-1999齿轮火焰及感应淬火工艺及其质量控制标准介绍9 、 JB/T9172-1999齿轮渗氮、氮碳共渗工艺及其质量控制10 、 JB/T9172-1999齿轮渗氮、氮碳共渗工艺及其质量控制标准介绍11 、 JB/T9173-1999齿轮碳氮共渗工艺及其质量控制12 、 JB/T9173-1999齿轮碳氮共渗工艺及其质量控制标准介绍(齿轮减速器部分)1 、 JB/T8853-2001圆柱齿轮减速器2 、 JB/T7935-1999圆弧圆柱蜗杆减速器3 、 JB/T7936-1999直廓环面蜗杆减速器4 、 JB/T9050.1-1999圆柱齿轮减速器通用技术条件5 、 JB/T9050.2-1999圆柱齿轮减速器接触斑点测定方法6 、 JB/T9050.3-1999圆柱齿轮减速器加载试验方法7 、 JB/T9051-1999平面包络环面蜗杆减速器(新齿轮精度部分)1 、 GB/T10095.1-2008圆柱齿轮精度制第1部分:轮齿同侧齿面偏差的定义和允许值2 、 GB/T10095.2-2008圆柱齿轮精度制第2部分:径向综合偏差与径向跳动的定义和允许值3 、 GB/Z18620.1-2008圆柱齿轮检验实施规范第1部分:轮齿同侧齿面的检验4 、 GB/Z18620.2-2008圆柱齿轮检验实施规范第2部分:径向综合偏差、径向跳动、齿厚和侧隙的检验3 、 GB/Z18620.3-2008圆柱齿轮检验实施规范第3部分:齿轮坯、轴中心距和轴线平行度4 、 GB/Z18620.4-2008圆柱齿轮检验实施规范第4部分:表面结构和轮齿接触斑点的检验5 、 GB/T 13924-2008渐开线圆柱齿轮精度检验细则6 、 GB/T 1357-2008通用机械和重型机械用圆柱齿轮模数(齿轮刀具国标部分)1 、 GB/T 6081-2001直齿插齿刀基本型式和尺寸2 、 GB/T 6082-2001直齿插齿刀通用技术条件3 、 GB/T 6083-2001齿轮滚刀基本型式和尺寸4 、 GB/T 6084-2001齿轮滚刀通用技术条件5 、 GB/T 14333-93盘形剃齿刀6 、 GB/T 14348.1-93双圆弧齿轮滚刀型式和尺寸7 、 GB/T 14348.2-93双圆弧齿轮滚刀技术条件8 、 GB 9205-88镶片齿轮滚刀(齿轮刀具行标部分)1 、 JB/T 2494.1-94小模数齿轮滚刀基本型式和尺寸2 、 JB/T 2494.2-94小模数齿轮滚刀技术条件3 、 JB/T 3095.1-94小模数直齿插齿刀基本型式和尺寸4 、 JB/T 3095.2-94小模数直齿插齿刀技术条件5 、 JB/T 3227-1999高精度齿轮滚刀通用技术条件6 、 JB/T 4103-94剃前齿轮滚刀基本型式和尺寸7 、 JB/T 4104-94剃前齿轮滚刀技术条件8 、 JB/T 7654.1-94整体硬质合金小模数齿轮滚刀基本型式和尺寸9 、 JB/T 7654.2-94整体硬质合金小模数齿轮滚刀技术条件10 、 JB/T 7967-1999渐开线内花键插齿刀基本型式和尺寸11 、 JB/T 7968.1-1999磨前齿轮滚刀基本型式和尺寸12 、 JB/T 7968.2-1999磨前齿轮滚刀技术条件13 、 JB/T 7970.1-1999盘形齿轮铣刀基本型式和尺寸14 、 JB/T 7970.2-1999盘形齿轮铣刀技术条件15 、 JB/T 8345-96弧齿锥齿轮铣刀 1 ︰ 24 圆锥孔尺寸及公差16 、 JB/T 9990.1-1999直齿锥齿轮精刨刀基本型式和尺寸17 、 JB/T 9990.2-1999直齿锥齿轮精刨刀技术条件(锥齿轮部分)1 、 GB/T10062.1-2003/ISO10300-1:2001锥齿轮承载能力计算方法第1部分:概述和通用影响系数2 、 GB/T10062.2-2003/ISO10300-1:2001锥齿轮承载能力计算方法第2部分:齿面接触疲劳(点蚀)强度计算3 、 GB/T10062.3-2003/ISO10300-1:2001锥齿轮承载能力计算方法第3部分:齿根弯曲强度计算4 、 GB/Z6413.1-2003/ISO/TR 13989-1:2000圆柱齿轮、锥齿轮和准双曲面齿轮胶合承载能力计算方法第 1 部分:闪温法5 、 GB/Z6413.2-2003/ISO/TR 13989-1:2000圆柱齿轮、锥齿轮和准双曲面齿轮胶合承载能力计算方法第 2 部分:积分温度法1 、 GB/Z 19414-2003/ISO/TR 13593:1999工业用闭式齿轮齿轮传动装置2 、 GB/T 19406-2003/ISO 9085:2002渐开线直齿和斜齿圆柱齿轮承载能力计算方法工业齿轮应用3 、 GB/T2821-2003/ISO 701:1998齿轮几何要素代号(齿轮量仪部分)1 、 GB/T 1217-2004公法线千分尺2 、 GB 5106-85圆柱直齿渐开线花键量规3 、GB 6060.2-85表面粗糙度比较样块磨、车、镗、铣、插及刨加工表面4 、 GB 6060.5-88表面粗糙度比较样块抛(喷)丸、喷砂加工表面5 、 GB/T 6316-1996齿厚游标卡尺6 、 GB/T 6320-1997杠杆齿轮比较仪7 、 GB/T 6467-2001齿轮渐开线样板8 、 GB/T 6468-2001齿轮螺旋线样板9 、 GB 10919-89矩形花键量规10 、 JB/T 10008-1999测量蜗杆11 、 JB/T 10012-1999万能测齿仪12 、 JB/T 10013-1999万能渐开线检查仪13 、 JB/T 10019-1999齿轮齿距测量仪14 、 JB/T 10020-1999万能齿轮测量机15 、 JB/T 10021-1999齿轮螺旋线测量仪16 、 JB/T 10022-1999便携式齿轮齿距测量仪17 、 JB/T 10023-1999便携式齿轮基节测量仪18 、 JB/T 10024-1999立式滚刀测量仪19 、 JB/T 10025-1999齿轮双面啮合综合测量仪20 、 JB/T 10026-1999齿轮单面啮合整体误差测量仪。
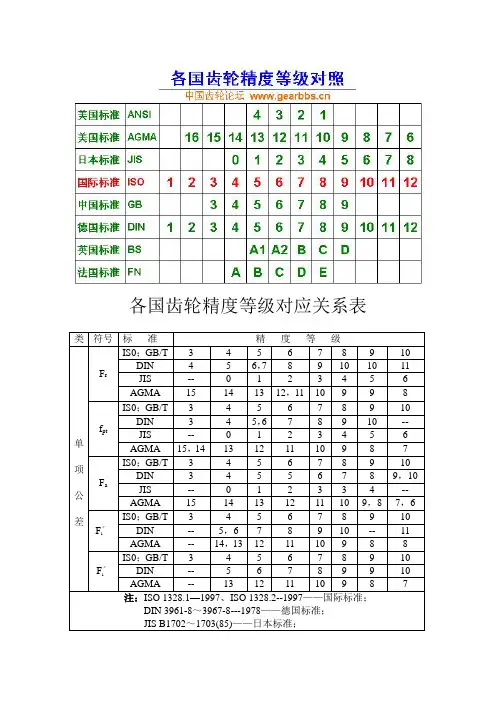
各国齿轮精度等级对应关系表类符号标准精度等级单项公差F rIS0;GB/T 3 4 5 6 7 8 9 10 DIN 4 5 6,7 8 9 10 10 11JIS -- 0 1 2 3 4 5 6AGMA 15 14 13 12,11 10 9 9 8 f ptIS0;GB/T 3 4 5 6 7 8 9 10 DIN 3 4 5,6 7 8 9 10 --JIS -- 0 1 2 3 4 5 6AGMA 15,14 13 12 11 10 9 8 7 F aIS0;GB/T 3 4 5 6 7 8 9 10 DIN 3 4 5 5 6 7 8 9,10JIS -- 0 1 2 3 3 4 --AGMA 15 14 13 12 11 10 9,8 7,6F〃iIS0;GB/T 3 4 5 6 7 8 9 10 DIN -- 5,6 7 8 9 10 -- 11AGMA -- 14,13 12 11 10 9 8 8F〃iIS0;GB/T 3 4 5 6 7 8 9 10 DIN -- 5 6 7 8 9 9 10AGMA -- 13 12 11 10 9 8 7注:ISO 1328.1—1997、ISO 1328.2--1997——国际标准;DIN 3961-8~3967-8---1978——德国标准;JIS B1702~1703(85)——日本标准;我国齿轮标准的演变JB179-60《圆柱齿轮传动公差》1960年由一机部颁布实施JB179-81《渐开线圆柱齿轮精度制》由一机部颁布,1981年1月1日实施JB179-83《渐开线圆柱齿轮精度》由一机部颁布,1983年7月1日实施,GB/T 10095-88《渐开线圆柱齿轮精度》〔以下简称:旧标准〕由国家技术监督局发布,1989年10月1日实施GB/T 10095《渐开线圆柱齿轮精度》〔以下简称:新标准〕由国家质量监督检验检疫总局发布2002年6月1日实施2. 新标准的主要内容2.1 GB/T 10095《渐开线圆柱齿轮精度》标准体系由标准的二部分第1部分GB/T 10095.1-2001 (等同采用了ISO 1328-1:1997)轮齿同侧齿面偏差的定义和允许值第2部分GB/T 10095.2-2001 (等同采用了ISO 1328-2:1997)径向综合偏差与径向跳动的定义和允许值和四个指导性技术文件《圆柱齿轮检验实施规范》组成。
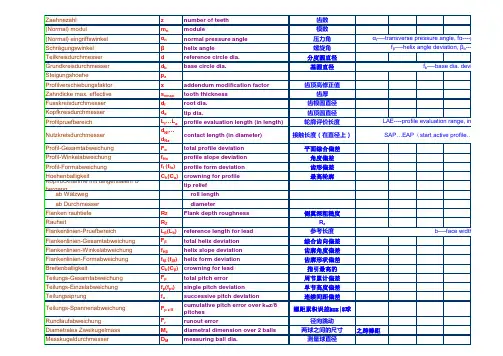
Zaehnezahlz number of teeth 齿数(Normal) modulm n module 模数(Normal) eingriffswinkelαn normal pressure angle 压力角Schrägungswinkelβhelix angle 螺旋角Teilkreisdurchmesserd reference circle dia.分度圆直径Grundkreisdurchmesserd b base circle dia.基圆直径Steigungshoehep z Profilverschiebungsfaktorx addendum modification factor 齿顶高修正值Zahndicke max. effectives vmax tooth thickness 齿厚Fusskreisdurchmesserd f root dia.齿根圆直径Kopfkreisdurchmesserd a tip dia.齿顶圆直径ProfilpruefbereichL f …L a profile evaluation length (in length)轮廓评价长度Nutzkreisdurchmesserd Nf …d Na contact length (in diameter)接触长度(在直径上)Profil-GesamtabweichungF αtotal profile deviation 平面综合偏差Profil-Winkelabweichungf Hαprofile slope deviation 角度偏差Profil-Formabweichungf f (f fα)profile form deviation 齿形偏差HoehenballigkeitC h (C α)crowning for profile 最高轮廓Kopfrücknahme mit tangentialem Übergang tip relief ab Wälzwegroll length ab Durchmesserdiameter Flanken rauhtiefeR z Flank depth roughness 侧翼深粗糙度RauheitR Z R z Flankenlinien-PruefbereichL β(L b )reference length for lead 参考长度Flankenlinien-GesamtabweichungF βtotal helix deviation 综合齿向偏差Flankenlinien-Winkelabweichungf Hβhelix slope deviation 齿廓角度偏差Flankenlinien-Formabweichungf fβ (f βf )helix form deviation 齿廓形状偏差BreitenballigkeitC b (C β)crowning for lead 指引最高的Teilungs-GesamtabweichungF p total pitch error 周节累计偏差Teilungs-Einzelabweichungf p (f pt )single pitch deviation 单节高度偏差Teilungssprungf u successive pitch deviation 连续间距偏差Teilungs-SpannenabweichungF p z/8cumulative pitch error over k=z/8 pitche 螺距累积误差k=z|8球RundlaufabweichungF r runout error 径向跳动Diametrales ZweikugelmassM e diametral dimension over 2 balls 两球之间的尺寸之跨棒距Messkugeldurchmesser D M measuring ball dia.测量球直径αt ----transverse pressure angle, fα----pressure ang b----face width SAP…EAP (start active profile…end active p LAE----profile evaluation range, inclu f b ----base dia. deviation f β----helix angle deviation, βb ----base helixWaelzfraeser-Nr.hobbing cutter No.Honradangaben honing tool No.Schneidrad-Nr.incision tool No.ling cutter No.gefraest hobbedgeschabt shapedKopfhoehe h aPO height of tooth over pitch dia.高度齿间距KopfkantenrundungsradiusρaPO radius of tip半径提示Fuss-Formhoehe h FfPO height of root根度高Kantenbrechflanken-ProfilwinkelαKPO(for tool)工具Protuberanzbetrag(input for tool)Protuberanzflanken-Profilwinkel(for tool)Teilungs-Summenabweichung F pk分配系数总偏差Teilungs-Sprung F u分配系数位移Zahndicken-Schwankung R s齿厚摆动Fuβrücknahme CαfProfil-Winkelmodifikation C HαFlankenlinien-Endabweichung (Ebene 1)Cβ1Flankenlinien-Endabweichung (Ebene 2)Cβ2Flankenlinien-Winkelmodifikation C HβDiagonalrücknahme (am Kopf)C EaDiagonalrücknahme (am Fuβ)C efProfilverschränkung SαFlankenlinienverschränkung SβProfil-Welligkeit f wαundulation height along profileFlankenlinien-Welligkeit f wβundulation height along helixlast update: Jan 19th 2009ssure angle, fα----pressure angle deviation idthart active profile…end active profile ), including active lengthb ----base dia. deviationgle deviation, βb ----base helix angle。
常用设备检测方法一、齿轮的硬度检测方法齿轮的硬度检测一般是在热处理后的齿面上进行。
由于齿面受条件的限制,用洛氏法难于测量,可用里氏硬度或E型肖氏硬度计测量。
如技术条件许可,可在齿轮两侧端面靠近齿的圆弧表面用维氏或洛氏硬度法测定。
二、弹簧的硬度检测方法弹簧制件的硬度检测一般用洛氏硬度C标尺,在每个弹簧式样上测三点,两点合格则认定合格。
测试时硬度差不得大于5个硬度单位。
对热卷弹簧硬度检测时,需磨去0.5mm,消除表面脱碳层的影响。
冷卷弹簧经淬火(不超过两次),回火后其硬度值在44-52HRC范围内。
特殊情况硬度允许到55HRC。
热卷弹簧经淬火,回火处理后硬度应在40-50HRC范围内。
特殊情况可到55HRC。
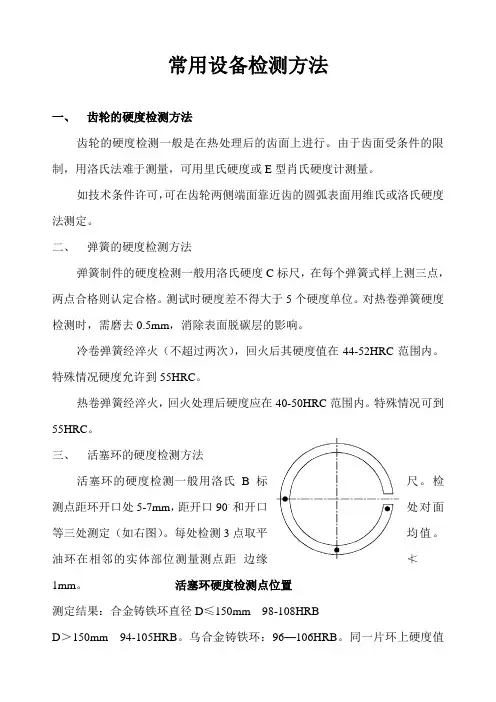
三、活塞环的硬度检测方法活塞环的硬度检测一般用洛氏B标尺。
检测点距环开口处5-7mm,距开口90。
和开口处对面等三处测定(如右图)。
每处检测3点取平均值。
油环在相邻的实体部位测量测点距边缘≮1mm。
活塞环硬度检测点位置测定结果:合金铸铁环直径D≤150mm 98-108HRBD>150mm 94-105HRB。
乌合金铸铁环:96—106HRB。
同一片环上硬度值差≯3 HRB。
四、焊接接头的硬度检测方法焊接接头及堆焊金属的硬度实验GB2654-89规定:焊接件硬度可用布氏、洛氏、维氏硬度试验方法检测。
试样检测面与支承面应经加工磨平。
厚度小于3mm的焊接接头允许在其表面测定硬度。
测定位置按下图焊接件硬度的测定位置标线进行。
测试时应注意避开焊接缺陷处。
焊接件硬度的测定位置标线五、金属覆盖层检测方法金属覆盖层主要有电沉积层,自催化气度层、喷涂层(包括爆炸喷涂和等离子喷涂层)以及铝材阳极氧化腹膜层等。
1、检测方法覆盖层硬度检测通常是应用显微和小负荷维氏硬度检测方法。
压头除维氏压头外,有时还应选用努普氏压头。
2、检测技术要求检测力大小应慎重选用,因为覆盖层一般都比较薄,如果检测力过大硬度值会受基体材料硬度的影响;如果检测力选用过小,容易引入较大误差,都会影响检测的准确性。
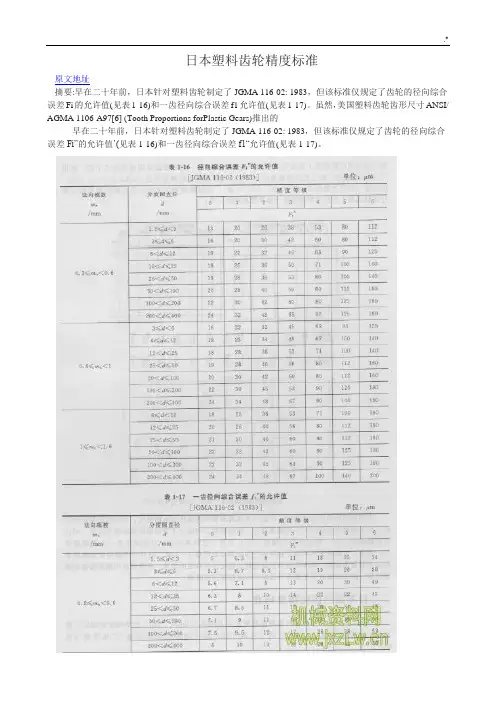
日本塑料齿轮精度标准原文地址摘要:早在二十年前,日本针对塑料齿轮制定了JGMA 116-02: 1983,但该标准仅规定了齿轮的径向综合误差Fi的允许值(见表1-16)和一齿径向综合误差f1允许值(见表1-17)。
虽然,美国塑料齿轮齿形尺寸ANSI/ AGMA 1106-A97[6] (Tooth Proportions forPlastic Gears)推出的早在二十年前,日本针对塑料齿轮制定了JGMA 116-02: 1983,但该标准仅规定了齿轮的径向综合误差Fi”的允许值’(见表1-16)和一齿径向综合误差f1“允许值(见表1-17)。
虽然,美国“塑料齿轮齿形尺寸”ANSI/ AGMA 1106-A97[6] (Tooth Proportions forPlastic Gears)推出的AGMA PT (PT为Plastic Gearing Toothform的缩写)为适应动力型传动用塑料齿轮设计的基本齿条齿廓,但AGMA PT并未涉及有关塑料齿轮的精度标准.在日本塑料齿轮生产企业中,注射模塑成型齿轮的精度评价,一直是参照日本JIS B 1702:1979以及JGMA 116-02: 1983,由供需双方自行选择使用。
这一状况直到最近才有所改变,经日本工业标准调查会审议,由日本标准协会发布的」IS B 1702-3: 2008渐开线圆桂齿轮—精度等级第3部分:轮齿同侧齿面偏差和注射模塑齿轮的径向综合偏差与径向跳动的定义和允许值.JIS B 1702-3: 2008圆柱齿轮—精度等级(第3部分:关于注塑成型塑料齿轮轮齿同侧齿面偏差及径向综合偏差的定义与精度允许值)是在JIS B 1702-1: 1998圆柱齿轮—精度等级(第1部分:有关齿轮轮齿同侧齿面偏差的定义及精度允许值)和JIS B 1702-2,1998圆柱齿轮—精度等级(第2部分:径向综合偏差及径向跳动偏差的定义及精度允许值)的基础上,专门针对注塑成型圆柱渐开线齿轮的性能、制造方法以及特征所制定的日本工业标准[15]目前,尚无与JIS B 1702-3相对应的其他国际标准.此标准的发布,使塑料齿轮长期无标准可循的状况有所改变。
齿轮标准,齿轮国家标准齿轮标准GB/T2821-2003/ISO701.1998齿轮标准给出了用于标记齿轮参数的几何代号。
它由两个表格组成:主代号,由单个基本字母组成(图1);下标,用来限定主代号(见图2、图3和图4),几何代号的组合规则主要规则如下:a) 代号由一个主代号或一个主代号加上一个或多个下标、或一个上标组成。
b) 主代号可以是单独的大写字母或小写字母。
字母应是斜体的拉丁文字母或斜体的希腊字母。
c) 数字下标为整数、小数或由罗马体印刷的罗马数字。
一个代号仅能有一个数字下标。
d) 所有下标均应标在同一线上,并低于主代号。
e) 划线条的符号(上面或下面划了线条)、除指数外的上标、前置下标、前置上标、二次下标、二次上标以及破折号均应避免使用。
齿轮国家标准1 渐开线圆柱齿轮标准1.1 渐开线圆柱齿轮基本齿廓标准引用GB1356-88标准,其有关参数可从化学产业出版社出版的《机械设计手册》第三版第三卷第十四篇第一章节中所列表14-1-1中选用。
1.2 渐开线圆柱齿轮模数标准引用GB1357-88标准,其有关参数可从化学产业出版社出版的《机械设计手册》第三版第三卷第十四篇第一章节中所列表14-1-2中选用。
1.3 渐开线圆柱齿轮传动的参数选择标准,引用化学产业出版社出版的《机械设计手册》第三版第三卷第十四篇第一章节中表14-1-3中所列参数来作为标准。
1.4 渐开线圆柱变位齿轮变位系数的选择标准,引用化学产业出版社出版的《机械设计手册》第三版第三卷第十四篇第一章节中表14-1-4至表14-1-7中所列参数来作为标准。
1.5 渐开线圆柱齿轮传动的几何计算公式标准,引用化学产业出版社出版的《机械设计手册》第三版第三卷第十四篇第一章节表14-1-8至表14-1-14中所列几何计算公式和基本参数来作为标准。
1.6 渐开线圆柱齿轮精度标准引用GB10095-88标准,适用于轴心线平行的、法向模数mn≥1mm、基本齿廓按GB1356-88的渐开线圆柱齿轮及其齿轮副,其有关参数可从化学产业出版社出版的《机械设计手册》第三版第三卷第十四篇第一章节中所列表14-1-29至表14-1-4 8中选用。
日本工业标准JIS标准—代号名称对照表【中文版】招聘(广告)管理提醒:本帖被tuzi123 执行锁定操作(2007-05-12)JIS B0001 ERRATUM 1-2000 机械工程技术制图(勘误1)JIS B0001-2000 机械工程技术制图JIS B0002-1-1998 技术制图.螺纹和螺纹部件.第1部分:通用规范JIS B0002-2-1998 技术制图.螺纹和螺纹部件.第2部分:螺纹嵌镶件JIS B0002-3-1998 技术制图.螺纹和螺纹部件.第3部分:简化表示JIS B0003-1989 齿轮的制图室实施规范JIS B0004-1995 技术制图.弹簧画法JIS B0005-1-1999 技术绘图.滚动轴承.第1部分:一般简化图解JIS B0005-2-1999 技术绘图.滚动轴承.第2部分:细节简化图解JIS B0006-1993 技术制图.花键和锯齿形花键的画法JIS B0011-1-1998 技术制图.管道的简化表示法.第1部分:通则和正交表示法JIS B0011-2-1998 技术制图.管道的简化表示法.第2部分:等角投影JIS B0011-3-1998 技术制图.管道的简化表示法.第3部分:通风和排水系统终端部件JIS B0021-1998 产品几何量技术规范(GPS).几何公差.形状、方向、位置和偏转公差JIS B0022-1984 几何公差的基准及基准系统JIS B0023-1996 技术制图.几何公差.最大和最小的实体公差要求JIS B0024-1988 技术制图.公差表示的基本原则JIS B0025-1998 机械制图.几何公差.位置公差JIS B0026-1998 技术制图.尺寸和公差.非钢性部件JIS B0027-2000 技术制图.剖面的尺寸和公差表示JIS B0028-2000 技术制图.尺寸和公差表示.锥形JIS B0029-2000 技术制图.方向和位置的公差表示.突出公差带JIS B0031-2003 产品几何量技术规范(GPS).技术产品文献表面结构标注方法JIS B0041-1999 技术绘图.中心孔简化图解JIS B0090-10-2001 光学元件和系统图的绘制.第10部分:表示透镜元件数据的表JIS B0090-11-2001 光学元件和系统图的绘制.第11部分:不包含公差的数据JIS B0090-1-2001 光学元件和系统图的绘制.第1部分:总则JIS B0090-12-2001 光学元件和系统图的绘制.第12部分:非球型表面JIS B0090-2-2001 光学元件和系统图的绘制.第2部分:材料缺陷.应力双折射JIS B0090-3-2001 光学元件和系统图的绘制.第3部分:材料缺陷.起泡和杂质JIS B0090-4-2001 光学元件和系统图的绘制.第4部分:材料缺陷.不均匀和擦痕JIS B0090-5-2001 光学元件和系统图的绘制.第5部分:表面形式公差JIS B0090-6-2001 光学元件和系统图的绘制.第6部分:中心校正公差JIS B0090-7-2001 光学元件和系统图的绘制.第7部分:表面缺陷公差JIS B0090-8-2001 光学元件和系统图的绘制.第8部分:表面结构JIS B0090-9-2001 光学元件和系统图的绘制.第9部分:表面处理和涂覆JIS B0100-1984 阀门术语JIS B0101-1994 螺纹和紧固件.词汇JIS B0102-1999 齿轮术语.与几何有关的定义JIS B0103-1996 弹簧词汇JIS B0104-1991 滚动轴承.词汇JIS B0105-1993 机床.设计.词汇JIS B0106-1996 机床.部件及操作方法.词汇JIS B0107-1991 单刃刀具.词汇JIS B0108-1-1999 往复式内燃机,词汇.第1部分:引擎设计和操作术语JIS B0108-2-1999 往复式内燃机.词汇.第2部分:引擎维护术语JIS B0109-1-1999 往复式内燃机.元件和系统词汇.第1部分:结构和外壳JIS B0109-2-1999 ?词侥谌蓟?元件和系统词汇.第2部分:主要运行齿轮JIS B0109-3-1999 往复式内燃机.元件和系统词汇.第3部分:阀门,凸轮轴驱动和起动机械JIS B0109-4-1999 往复式内燃机.元件和系统词汇.第4部分:增压和空气/排气管道系统JIS B0109-5-1999 往复式内燃机.元件和系统词汇.第5部分:冷却系统JIS B0109-6-1999 往复式内燃机.元件和系统词汇.第6部分:润滑系统JIS B0109-7-1999 往复式内燃机.元件和系统词汇.第7部分:控制系统JIS B0109-8-1999 往复式内燃机.元件和系统词汇.第8部分:起动系统JIS B0109-9-1999 往复式内燃机.元件和系统词汇.第9部分:控制和检测系统JIS B0110-1999 往复式内燃机.特殊元件词汇JIS B0111-1997 印刷机械.词汇JIS B0112-1994 锻压.词汇JIS B0113-1989 工业用燃烧装置术语JIS B0114-1997 木材加工机械.词汇JIS B0115-1991 电子式现金收入记录机术语JIS B0116-1978 填料和密封垫术语JIS B0117-1991 办公机械术语JIS B0119-1992 水轮机及双向泵水轮机.词汇JIS B0121-1999 国际齿轮符号表示法.几何数据符号JIS B0122-1978 金属加工工艺符号JIS B0123 ERRATUM 1-2000 螺纹命名体系(勘误1)JIS B0123-1999 螺纹标识系统JIS B0124-1994 滚动轴承.量值符号JIS B0125-1-2001 液压气动系统及元件.图形符号和电路图.第1部分:图形符号JIS B0125-2-2001 液压气动系统及元件.图形符号和电路图.第2部分:电路图JIS B0126-1994 火力发电厂术语汇编.锅炉和附属装置JIS B0127-2004 火力发电厂术语汇编.火力和地热发电厂的汽轮机和辅助设备JIS B0128-1995 火力发电厂.燃气轮机和附属装置.词汇JIS B0130-1989 火力发电术语.通用术语JIS B0131-2002 涡轮泵术语集JIS B0132-1984 鼓风机和压缩机术语JIS B0134-1998 工业操作机器人.词汇JIS B0137-1985 复印机术语JIS B0138-1996 工业机器人.机械结构的图形符号顶端Posted: 2007-03-24 08:34 | [楼主]tintyjin小中大引用推荐编辑只看复制级别: 学徒工精华: 0发帖: 35威望: 5 点金钱: 317 机械币贡献值: 0 点注册时间:2006-11-0 8最后登录:2009-05-2 3 招聘(广告)JIS B0139-2000 复印机图形符号JIS B0140-1993 输送机的相关术语汇编.输送机的种类JIS B0141-1993 输送机的相关术语汇编.零部件、组件及其它JIS B0142-1994 液压和气动设备的相关术语汇编JIS B0143-1985 螺钉各部尺寸名称及符号JIS B0144-2000 PCB(印制电路板组装机器人.词汇JIS B0146-1-2000 起重机.词汇.第1部分:通则JIS B0146-2-2000 起重机.词汇.第2部分:汽车起重机JIS B0147-2004 埋头铆钉.术语和定义JIS B0148-1998 提升设备.术语JIS B0149-1990 发动机的术语和定义总汇.发电机组JIS B0151-2001 铁管和钢管配件.词汇JIS B0152-1997 离合器及制动器.词汇JIS B0153-2001 机械振动和冲击的术语汇编JIS B0154-1996 圆锥的词汇JIS B0155-1997 工业流程测量和控制.术语和定义JIS B0160 ERRATUM 1-2000 齿轮.齿轮齿的磨损.术语(勘误1) JIS B0160-1999 齿轮.齿轮齿的磨损和损害.术语JIS B0161-1999 园周滑动轴承.词汇JIS B0170-1993 切削工具.词汇.基本术语JIS B0171-1997 麻花钻.词汇JIS B0172-1993 铣刀术语汇编JIS B0173-2002 铰刀.词汇JIS B0174-1991 齿轮铣刀.词汇JIS B0175-1996 拉刀.词汇JIS B0176-1-2002 螺纹加工刀.词汇.第1部分:丝锥JIS B0176-2-2002 螺纹加工刀.词汇.第2部分:螺纹切削模JIS B0176-3-2002 螺纹加工刀.词汇.第3部分:槽JIS B0176-4-2002 螺纹加工刀具.词汇.第4部分:滚丝模JIS B0181-1998 工业自动化系统.机械的数值控制.词汇JIS B0182-1993 机床.试验代码.词汇JIS B0185-2002 智能机器人.词汇JIS B0186-2003 移动式遥控装置.词汇JIS B0190-1986 压力容器制造用术语总汇JIS B0191-1986 日本文字处理机的相关术语汇编JIS B0201-1973 微型螺纹JIS B0202-1999 圆柱管螺纹JIS B0203-1999 锥管螺纹JIS B0205-1-2001 ISO通用米制螺纹.第1部分:基本轮廓JIS B0205-2-2001 ISO通用米制螺纹.第2部分:总图JIS B0205-3-2001 ISO通用米制螺纹.第3部分:螺钉、螺栓和螺母的选择尺寸JIS B0205-4-2001 ISO通用米制螺纹.第4部分:基本尺寸JIS B0206-1973 统一粗牙螺纹JIS B0208-1973 统一细牙螺纹JIS B0209-1-2001 ISO通用米制螺纹.公差.第1部分:原则和基本数据JIS B0209-2-2001 ISO通用米制螺纹.公差.第2部分:通用外部和内部螺纹规格的限值.中等质量JIS B0209-3 ERRATUM 1-2002 ISO通用米制螺纹.公差.第3部分:结构螺纹的偏离(勘误1)JIS B0209-3-2001 ISO通用米制螺纹.公差.第3部分:结构螺纹的偏离JIS B0209-4-2001 ISO通用米制螺纹.公差.第4部分:与电镀后公差级为H或G的内部攻丝螺纹配合的热浸电镀外部螺纹的规格的限值JIS B0209-5 ERRATUM 1-2002 ISO通用米制螺纹.公差.第5部分:与电镀前最大公差级为h的热浸电镀外螺纹相配合的内螺纹的尺寸限值(勘误1)JIS B0209-5-2001 ISO通用米制螺纹.公差.第5部分:与电镀前最大公差级为h的热浸电镀外部螺纹配合的内部螺纹规格的限值JIS B0210-1973 统一粗牙螺纹的允许极限尺寸与公差JIS B0212-1973 统一细牙螺纹的允许极限尺寸与公差JIS B0216-1987 米制梯形螺纹JIS B0217-1980 米制梯形螺纹公差体系JIS B0218-1980 米制梯形螺纹的允许极限尺寸与公差JIS B0225-1960 自行车螺纹JIS B0251-1998 米制粗牙螺纹极限量规JIS B0253-1985 锥形管螺纹量规JIS B0254-1985 圆柱管螺纹量规JIS B0255-1998 统一粗牙螺纹极限量规JIS B0261-2004 平行螺纹量规.量规的测量方法JIS B0262-1989 锥形螺纹量规的检验方法JIS B0271-2004 螺纹测量用三线法和螺纹测量用四线法JIS B0401-1-1998 公差和配合的ISO系统.第1部分:公差、偏差和配合的基础JIS B0401-2 ERRATUM 1-2002 限值和配合的ISO体系.第2部分:孔和轴的标准公差等级和极限偏差表(勘误1)JIS B0401-2-1998 公差和配合的ISO系统.第2部分:孔和轴的标准公差级和极限偏差表JIS B0403-1995 铸件.尺寸公差和机械加工余量体系JIS B0405-1991 普通公差. 第1部分:无单个公差指示的线性及角度尺寸公差JIS B0408-1991 金属板冲压加工件一般尺寸公差JIS B0410-1991 金属板剪切件一般公差JIS B0411-1978 无公差指示的金属烧结件尺寸的允许偏差JIS B0415-1975 钢模锻件的尺寸公差(锤锻及压锻加工)JIS B0416-1975 钢模锻件的尺寸公差(镦锻加工)JIS B0417-1979 气割钢板未标注的可允许尺寸偏差JIS B0418-1999 自由锻造件的加工余量JIS B0419-1991 一般公差.第2部分:未标注公差零件的几何公差JIS B0601-2001 产品几何量技术规范.表面结构:轮廓法.术语、定义和表面结构参数JIS B0610-2001 产品几何量技术规范.表面结构:轮廓法.展成圆波纹度的定义和名称与符号顶端Posted: 2007-03-24 08:35 | 1 楼tintyjin级别: 学徒工精华: 0发帖: 35威望: 5 点金钱: 317 机械币贡献值: 0 点注册时间:2006-11-0 8最后登录:2009-05-2 3 小中大引用推荐编辑只看复制招聘(广告)JIS B0612-2002 产品几何量技术规范.圆锥度和刃角系列JIS B0613-1976 中心距的允许偏差JIS B0614-1987 圆锥公差系统JIS B0615-2002 产品几何量技术规范.棱体的角度及斜度系列JIS B0616-1996 圆锥配合体系JIS B0621-1984 几何偏差的定义及名称和符号JIS B0631-2000 几何产品规范(GPS).表面纹理:断面法.花纹图案参数JIS B0632-2001 产品几何量技术规范(GPS).表面结构:轮廓法.相位校正过滤器的计量特征JIS B0633-2001 产品几何量技术规范(GPS).表面结构:轮廓法.表面特征评估规则和程序JIS B0641-1-2001 产品几何量技术规范(GPS).通过工件测量进行检验和测量设备.第1部分:判定是否符合技术要求的规则JIS B0651 ERRATUM 1-2002 产品几何量技术规范(GPS).表面结构:轮廓法.触针式仪器的标称特征(勘误1)JIS B0651-2001 产品几何量技术规范.表面结构:轮廓法.触针式仪器的标称特性JIS B0652-1973 光波干涉式表面粗糙度测定仪JIS B0659-1-2002 产品几何量技术规范(GPS).表面结构:轮廓法.测量标准.第1部分:材料测量JIS B0670-2002 产品几何量技术规范(GPS).表面结构:轮廓法.触针式仪器的校正JIS B0671-1-2002 产品几何量技术规范(GPS).表面结构:轮廓法.有分层功能特性的表面.第1部分:过滤和一般测量条件JIS B0671-2-2002 产品几何量技术规范(GPS).表面结构:轮廓法.有分层功能特性的表面.第2部分:利用线性材料比率曲线表征高度JIS B0671-3-2002 产品几何量技术规范(GPS).表面结构:轮廓法.有分层功能特性的表面.第3部分:利用材料概率曲线表征高度JIS B0672-1-2002 产品几何量技术规范(GPS).几何特性.第1部分:一般术语和定义JIS B0672-2-2002 产品几何量技术规范(GPS).几何特性.第2部分:圆柱体和圆锥体的提取中心线、提取中心面和提取要素的中心尺寸JIS B0701-1987 切削加工件的圆度和倒棱JIS B0702-1977 冲压件的倒圆角JIS B0703-1987 铸件的圆度JIS B0706-1987 锻件的棱和圆角(热壳和温壳锻件)JIS B0711-1976 磨削余量JIS B0712-1969 精整切削的机械加工留量JIS B0901-1977 轴的直径JIS B0902-2001 发动和从动机旋转轴高度JIS B0903-2001 圆柱形轴端JIS B0904-2001 锥度比例1:10的圆锥形轴端JIS B0905-1992 旋转电机.刚性转子的平衡质量要求JIS B0906-1998 机械振动.用非旋转部件上的测量法评定机械振动.一般导则JIS B0907-1989 转动机械及往复式机械的振动.振动强度测定器的要求JIS B0908-1991 振动及冲击传感器的校准方法.基本概念JIS B0909-1993 冲击和振动测量.地震拾波器特性JIS B0910-1999 非往复机器的机械振动.旋转轴的测量和评估标准.一般指南JIS B0911-2000 机械振动.不平衡设备的敏感度和灵敏性JIS B0951-1962 滚花JIS B0952-1999 机床工具台.T型槽和相应螺栓JIS B1001-1985 螺栓和螺纹用通孔与沉孔的直径JIS B1002-1985 螺钉头、螺母的对边宽度尺寸JIS B1003-2003 紧固件.ISO米制外螺纹部件端头JIS B1004-1975 螺纹底径JIS B1005-2003 一般用途的螺栓和螺钉.米制系列.端头半径JIS B1006-1985 外螺纹紧固件螺纹尾部长度与退刀槽JIS B1007-2003 攻丝螺钉螺纹JIS B1008-1988 螺栓、螺钉和螺柱的开口销槽和金属丝孔JIS B1009-1991 螺栓、螺钉和螺柱.一般用途螺栓的公称长度及螺纹长度JIS B1010-2003 紧固件的名称与符号体系JIS B1011-1987 中心孔JIS B1012-1985 螺钉头十字槽JIS B1013-1994 埋头螺钉.头部外形和量规JIS B1014-1994 埋头法兰头螺钉.第2部分:十字凹槽贯穿深度JIS B1015-2001 螺栓和螺钉的六小叶片内推进特性JIS B1021-2003 紧固件公差.第1部分:螺栓、螺钉、螺柱和螺母.产品等级A、B和C级JIS B1022-1999 紧固件公差.第3部分:螺栓,螺钉和螺母的垫圈.A级和C级产品JIS B1041-1993 紧固件.表面缺陷.第1部分:普通要求用螺栓、螺钉和螺柱JIS B1042-1998 紧固件.表面不连续性.第2部分:螺母JIS B1043-1993 紧固件.表面缺陷.第3部分:特殊要求用螺栓、螺钉和螺柱JIS B1044-2001 紧固件.电镀覆层JIS B1045-2001 紧固件.氢蚀致脆探测的预加负荷试验.滑动轴承表面法JIS B1051 ERRATUM 1-2001 碳素钢和合金钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱(勘误1)JIS B1051-2000 碳素钢和合金钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱JIS B1052-1998 钢制螺母的机械性能JIS B1053-1999 用碳钢和合金钢制成的紧固件的机械特性.不超过拉伸强度的紧固螺纹和类似螺纹紧固件JIS B1054-1-2001 耐腐蚀不锈钢紧固件的机械特性.第1部分:螺栓、螺钉和螺柱JIS B1054-2-2001 耐腐蚀不锈钢紧固件的机械特性.第2部分:螺母JIS B1054-3-2001 耐腐蚀不锈钢紧固件的机械特性.第3部分:无拉伸应力的定位螺钉和类似紧固件JIS B1055-1995 自攻螺钉.机械性能JIS B1056-2000 有效力矩型钢制六角头螺母.机械和操作性能JIS B1057-2001 有色金属紧固件的机械性能JIS B1058-1995 紧固件的机械特性.第7部分:扭力试验和标称直径为1mm-10mm的螺栓和螺钉的最小转力JIS B1059-2001 带自攻螺钉螺纹的钻孔螺钉.机械和功能特性JIS B1060-2003 表面淬火和回火的米制螺纹轧制螺钉的机械和性能要求JIS B1071-1985 紧固件几何尺寸的测定方法JIS B1081 ERRATUM 1-2000 螺纹紧固件.轴向负荷疲劳试验.试验方法和结果评定(勘误1)JIS B1081-1997 螺纹紧固件.拉伸疲劳试验方法.试验方法和结果评定JIS B1082-1987 紧固件的应力面积和支撑面积JIS B1083-1990 螺纹紧固件的紧固通则JIS B1084-1990 螺纹紧固件的紧固试验方法JIS B1085-1995 螺母的圆锥装载试验JIS B1086-1998 螺母的加宽试验JIS B1087-2004 埋头铆钉.机械试验JIS B1091-2003 紧固件.验收检验JIS B1101-1996 槽头螺钉JIS B1107-2004 Hexalobular凹头螺钉JIS B1111-1996 十字槽螺钉JIS B1112-1995 十字槽木螺钉JIS B1115-1996 槽头自攻丝螺钉JIS B1116-1980 精密仪器用槽头机螺钉JIS B1117-1995 有槽定位螺钉JIS B1118-1995 方头定位螺钉JIS B1119-1995 眼镜框架用小螺钉和螺母JIS B1122-1996 十字槽自攻丝螺钉JIS B1123-1996 六角头自攻丝螺钉JIS B1124-2003 带攻丝螺钉螺纹的钻孔螺钉JIS B1125-2003 自钻孔自攻丝螺钉JIS B1126-1995 带垫圈六角头自攻螺钉JIS B1127 ERRATUM 1-2001 六角法兰头自攻螺钉(勘误1) JIS B1127-1995 六角自攻螺钉边缘JIS B1128-2004 Hexalobular凹头攻丝螺钉JIS B1129-2004 带平垫圈的攻丝螺钉垫圈组件JIS B1135-1995 有槽木螺钉JIS B1136-2004 Hexalobular内六角螺钉JIS B1163-2001 方螺母JIS B1166-1995 T型槽螺栓JIS B1167-2001 T型槽螺母JIS B1168-1994 吊环螺栓JIS B1169-1994 吊环螺母JIS B1170-2001 带槽六角螺母JIS B1171-1996 半圆头方颈螺栓顶端Posted: 2007-03-24 08:38 | 2 楼tintyjin级别: 学徒工精华: 0发帖: 35威望: 5 点金钱: 317 机械币贡献值: 0 点注册时间:2006-11-0 8 小中大引用推荐编辑只看复制招聘(广告)JIS B1173-1995 螺柱JIS B1174-2000 六角凹头螺钉JIS B1175-1988 六角凹头有肩螺钉JIS B1176-2000 六角凹头平头螺钉JIS B1177-1997 六角凹头紧定螺钉JIS B1178-1994 地脚螺钉JIS B1179-1994 平头螺钉JIS B1180-2004 六角头螺栓和螺钉JIS B1181-2004 六角螺母和六角薄螺母JIS B1182-1995 方头螺栓JIS B1183-2001 六角盖形螺母JIS B1184-1994 蝶形螺栓JIS B1185-1994 蝶形螺母最后登录:2009-05-2 3 JIS B1186-1995 摩擦连接用高强度六角螺栓、六角螺母及带垫圈平头螺钉系列JIS B1187-1995 带系紧垫圈的六角螺钉JIS B1188-1995 带系紧垫圈的十字槽螺钉JIS B1189-1999 六角法兰螺栓JIS B1190-1999 带法兰的六角螺母JIS B1192-1997 滚珠丝杠JIS B1193-2004 滚珠花键JIS B1194 ERRATUM 1-2000 六角套节埋头螺钉(勘误1)JIS B1194-2000 六角套节埋头螺钉JIS B1195-1994 焊接螺栓JIS B1196-2001 焊接螺母JIS B1198-1995 带头的螺柱JIS B1199-1-2001 一般扭矩型螺母.第1部分:带非金属螺孔塞的六角螺母JIS B1199-2-2001 一般扭矩型螺母.第2部分:全金属六角螺母JIS B1199-3-2001 一般扭矩型螺母.第3部分:带非金属螺孔塞的凸缘六角螺母JIS B1199-4-2001 一般扭矩型螺母.第4部分:全金属凸缘六角螺母JIS B1213-1995 冷成型铆钉JIS B1214-1995 热成型铆钉JIS B1215-1976 半管型铆钉JIS B1251 ERRATUM 1-2001 弹簧垫圈(勘误1)JIS B1251-2001 弹簧垫圈JIS B1256 ERRATUM 1-2002 普通垫圈(勘误1)JIS B1256-1998 平垫圈JIS B1301-1996 键及其键槽JIS B1351-1987 开口销JIS B1352-1988 圆锥销JIS B1353-1990 开口圆锥销JIS B1354-1988 平行销JIS B1355-1990 定位销(硬化平行销)JIS B1358-1990 锥形螺纹销JIS B1359-1990 内螺纹平行销JIS B1451-1991 法兰盘式刚性联轴器JIS B1452-1991 法兰盘式挠性联轴器JIS B1453-1988 齿轮形联轴器JIS B1454-1988 球形万向接头JIS B1455-1988 橡胶联轴器JIS B1456-1989 滚子链轮联轴器JIS B1501-1988 滚珠轴承用钢球JIS B1506-1991 滚柱轴承用滚柱JIS B1509-1987 滚动轴承的定位卡环JIS B1511-1993 滚动轴承.通则JIS B1512-2000 滚动轴承.主要尺寸JIS B1513-1995 滚动轴承.名称和符号JIS B1514-2000 滚动轴承.公差JIS B1515-1988 滚动轴承的测量方法JIS B1516-1987 滚动轴承和包装件的标记JIS B1517-1984 滚动轴承的包装JIS B1518-1992 滚动轴承的额定动力荷载及额定寿命JIS B1519-1989 滚动轴承的额定静负荷JIS B1520-1995 滚动轴承的径向游隙JIS B1521-1993 滚动轴承.深沟滚珠轴承JIS B1522-1993 滚珠轴承.角接触滚球轴承JIS B1523-1993 滚动轴承.自位滚珠轴承JIS B1532-1993 滚动轴承.平底止推滚珠轴承JIS B1533-1993 滚动轴承.圆柱滚柱轴承JIS B1534-1993 滚动轴承.圆锥滚柱轴承JIS B1535-1993 滚动轴承.自位滚柱轴承JIS B1536-1999 滚针轴承.针滚动轴承.尺寸和公差JIS B1539-1993 滚动轴承.自位止推滚柱轴承JIS B1548-1995 滚动轴承声压级测定方法JIS B1551-1995 滚动轴承配件.轴台轴承箱JIS B1552-1993 滚动轴承.接头组件和紧固套JIS B1554-1993 滚动轴承.防松螺母、锁紧垫圈和锁片JIS B1556-1993 滚动轴承.转接套和螺母JIS B1557-1995 滚动轴承.插入式轴承装置JIS B1558-1995 滚动轴承.插入式轴承JIS B1559-1995 滚动轴承.插入式轴承用铸造外壳和加压箱JIS B1566-1989 滚动轴承的安装尺寸和配合JIS B1575 ERRATUM 1-2001 油脂枪喷嘴(勘误1)JIS B1575-2000 油脂枪喷嘴JIS B1582-1996 轴颈轴承用轴衬JIS B1583-1999 滑动轴承.表面变化和损害原因及特性和术语JIS B1601-1996 带有定心孔的圆柱形轴用直边花键.尺寸、公差及检验JIS B1603-1995 渐开线花键的直线轨迹.适合边缘.概要、尺寸和检验顶端Posted: 2007-03-24 08:42 | 3 楼tintyjin小中大引用推荐编辑只看复制招聘(广告)JIS B1701-1-1999 一般和重型机械用圆柱型齿轮.第1部分:标准基本齿条齿刨面图JIS B1701-2-1999 一般和重型机械用圆柱型齿轮.第2部分:模数级别: 学徒工精华: 0发帖: 35威望: 5 点金钱: 317 机械币贡献值: 0 点注册时间:2006-11-0 8最后登录:2009-05-2 3 JIS B1702-1-1998 圆柱齿轮.准确度的ISO体系.第1部分:齿轮啮合对应齿根面相应偏差的容许值和定义JIS B1702-2-1998 圆柱齿轮.准确度的ISO体系.第2部分:有关放射要素偏差度和输出信息相应偏差度的容许值和定义JIS B1704-1978 锥齿轮的准确度JIS B1705-1973 锥齿轮的齿隙JIS B1706-1-1999 一般机械用直伞型齿.第1部分:基本齿条JIS B1706-2-1999 一般和重型机械用直锥齿轮.第2部分:模数和直径齿节JIS B1723-1977 圆柱蜗轮尺寸JIS B1751-1976 检验用标准圆柱齿轮JIS B1753-1999 齿轮验收.由齿轮单元发出的空气传播的声音强度级别的测定JIS B1754-1998 齿轮验收规程.第2部分:验收试验过程中齿轮装置机械振动的测定JIS B1755-1999 斜齿轮和正齿轮的负载容量的计算.材料的强度和质量JIS B1801-1997 短齿距传动精度传动滚子链及套筒链JIS B1803-1998 输送机用双节距精密滚子链条JIS B1804-1993 片状链JIS B1810-1999 滚动链选择指南JIS B1852-1980 平带传动皮带轮JIS B1854-1987 老式V型皮带用带槽的皮带轮JIS B1855-1991 窄V型皮带用带槽皮带轮JIS B1856-1993 同步皮带传动.皮带轮JIS B1857-1-2001 通用电力传输用曲线式锯齿形同步皮带驱动系统.第1部分:皮带JIS B1857-2-2001 通用电力传输用曲线式锯齿形同步皮带驱动系统.第2部分:皮带轮JIS B2001-1987 阀门的公称直径和孔径JIS B2002-1987 阀门的结构尺寸JIS B2003-1994 阀门检查通则JIS B2004-1994 阀门的标志通则JIS B2007-1993 工业过程控制阀.检验和常规试验JIS B2011 AMD 1-2004 青铜闸阀、球阀、角阀和止回阀(修改件1) JIS B2011-2003 球形、直角形青铜阀和单向阀JIS B2031-1994 灰口铸铁阀JIS B2032-1995 圆片形橡胶板蝶阀JIS B2051-1994 10K可锻铸铁螺纹式阀JIS B2061-2004 龙头、球形旋塞和冲洗阀JIS B2062-1994 水管用闸阀JIS B2071-2000 钢阀JIS B2205 ERRATUM 1-2001 管法兰的计算基础(勘误1)JIS B2205-1991 管法兰的计算标准JIS B2206-1995 铝合金管法兰的计算标准JIS B2207-1995 具有全密封垫铝合金管法兰的计算基础JIS B2220-2004 钢管法兰JIS B2239-2004 铸铁管法兰JIS B2240-1996 铜合金管法兰通则JIS B2241-1986 铝合金管法兰基本尺寸JIS B2290-1998 真空技术.法兰尺寸JIS B2291-1994 21 MPA液压用松套焊接管法兰JIS B2292-1-2000 液压传动.正排量泵和发动机.法兰和轴端装配的尺寸和识别代码.第1部分:用米制单位表示的英寸系列JIS B2292-2-2000 液压传动.正排量泵和发动机.法兰和轴端装配的尺寸和识别代码.第2部分:两孔和四孔法兰及轴端.米制系列JIS B2292-3-2000 液压传动.正排量泵和发动机.法兰和轴端装配的尺寸和识别代码.第3部分:多边法兰(包括圆形法兰)JIS B2293-2000 真空技术.管道配件.装配尺寸JIS B2301-2004 螺纹式可锻铸铁管接头JIS B2302-1998 螺旋式钢管配件JIS B2303-1995 螺纹连接式排水管接头JIS B2308-2002 不锈钢螺纹配件JIS B2311 AMD 1-2001 一般用途钢制对焊管配件(修改件1)JIS B2311-1997 一般用途钢制对焊管配件JIS B2312 AMD 1-2001 钢制对焊管配件(修改件1)JIS B2312-1997 钢制对焊管配件JIS B2313 AMD 1-2001 钢板制对焊管配件(修改件1)JIS B2313-1997 钢板制对焊管配件JIS B2316-1997 钢制套筒式焊接管配件JIS B2321-1995 铝及铝合金对焊接管接头JIS B2351-1 ERRATUM 1-2000 液动和通用金属管接头.第1部分: 24度SIGN压合配件(勘误1)JIS B2351-1 ERRATUM 2-2002 液压和通用金属管接头.第1部分: 24度SIGN压合配件(勘误2)JIS B2351-1-2000 液压和通用金属管接头.第1部分.24度SIGN压合接头JIS B2351-5-2000 液压和通用金属管接头.第5部分.螺纹液压接头试验方法JIS B2352-1994 波纹管式伸缩管接头JIS B2355-1-2000 液压和通用金属管接头.带ISO261螺纹和O环密封孔和螺栓.第1部分:平头处有O环密封的孔JIS B2355-2-2000 液压和通用金属管接头.带ISO261螺纹和O环密封孔和螺栓.第2部分:重负载螺栓端.尺寸设计试验方法和要求JIS B2355-3-2000 液压和通用金属管接头.带ISO261螺纹和O环密封孔和螺栓.第3部分:轻负载螺栓端.尺寸设计试验方法和要求JIS B2356-1-2001 液动和通用接头.弹性密封或金属间密封的有IS O 261螺纹的孔和螺柱端头.第1部分:螺纹孔JIS B2356-2-2000 液压和通用金属管接头.带ISO 261螺纹和弹性体或金属对金属密封的孔和螺栓.第2部分:带弹性密封的螺栓末端JIS B2358-1-2001 液动和通用接头.有ISO 261螺纹和O形环密封的孔和螺柱端头.第1部分:在平端罩中使用O形环密封件的孔JIS B2401 ERRATUM 1-2001 O型密封圈(勘误1)JIS B2401-1999 O型密封圈JIS B2402-1-2002 旋转轴唇形密封件.第1部分:标准尺寸和公差JIS B2402-2-2002 旋转轴唇形密封件.第2部分:词汇JIS B2402-3-2002 旋转轴唇形密封件.第3部分:储存、加工和安装JIS B2402-4-2002 旋转轴唇形密封件.第4部分:性能试验方法JIS B2402-5-2002 旋转轴唇形密封件.第5部分:视觉缺陷定义JIS B2403-1995 V型密封件JIS B2404-1999 管法兰用螺旋衬垫的尺寸JIS B2405-2003 机械密封件.一般要求JIS B2406-1991 O型密封圈装配槽.设计标准JIS B2407-1995 O型密封圈的保护圈JIS B2408-1993 液体系统.密封装置.O形环.质量验收标准JIS B2409-2002 液压传动.密封设备.油压往复设备用密封件性能评定的标准试验方法JIS B2704 ERRATUM 1-2001 螺旋压缩与拉伸弹簧.设计要求和性能试验方法(勘误1)JIS B2704-2000 螺旋压缩与拉伸弹簧.设计要求和性能试验方法JIS B2706 ERRATUM 1-2001 碟形弹簧(勘误1)JIS B2706-2001 碟形弹簧JIS B2709-2000 螺旋扭转弹簧.设计要求和性能试验方法JIS B2710-2000 片簧.设计要求和性能试验方法JIS B2801-1996 卸扣JIS B2803-1996 吊钩JIS B2804 ERRATUM 1-2001 挡圈(勘误1)JIS B2804-2001 挡圈JIS B2808-1999 垂直弹簧销.凹槽型JIS B2809-1996 钢丝绳.钢丝绳或钢丝绞合线用线夹JIS B3000-1997 工厂自动化.词汇JIS B3102-2001 螺纹极限量规用块规JIS B3301-1989 莫氏锥形量规JIS B3401-1993 计算机辅助设计术语集JIS B3402-2000 计算机辅助设计制图JIS B3410-1996 技术制图.绘图机.词汇JIS B3411-1-1998 数字控制绘图机.性能评定制图试验.第1部分:矢量绘图器JIS B3411-2-2002 数字控制绘图机.性能评定制图试验.第2部分:单色栅格绘图机JIS B3412-2002 绘图仪.特别条款JIS B3420-1993 数字转换器.特别条款JIS B3500-1990 可编程序控制器术语集JIS B3501-1997 程序控制器.通用信息JIS B3502-1997 程序控制器.设备要求和试验顶端Posted: 2007-03-24 08:46 | 4 楼tintyjin级别: 学徒工精华: 0发帖: 35威望: 5 点金钱: 317 机械币贡献值: 0 点注册时间:2006-11-0 8最后登录:2009-05-2 3 小中大引用推荐编辑只看复制招聘(广告)JIS B3503-1997 可编程序控制器.程序设计语言JIS B3511-1999 可编程序控制器.现场网络标准(1级)JIS B3512-1999 可编程序控制器.现场网络标准的试验和检定(1级) JIS B3521-2004 FA控制网络标准协议规范JIS B3551-1998 可编程序显示.词汇JIS B3600-2004 工业自动化系统.制造电文规范.第1部分:服务定义JIS B3601-2004 工业自动化系统.制造电文规范.第2部分:协议规范JIS B3651-2002 工业自动化系统和集成.生产自动化编程环境(MAP LE).功能结构JIS B3652-2002 工业自动化系统和集成.生产自动化编程环境(MAP LE).第2部分:服务和接口JIS B3700-101 Technical Corrigendum 1-2002 工业自动化系统和集成.产品数据的表示和交换.第101部分:综合应用资源:绘图(技术勘误1)JIS B3700-101-1996 工业自动化系统和集成电路.产品数据表示和信息交流.第101部分:综合应用方法:绘图JIS B3700-105-1998 工业自动化系统和集成电路.产品数据表示和交换.第105部分:综合应用方法:运动学JIS B3700-11 Technical Corrigendum 1-2002 工业自动化系统和集成.产品数据的表示和交换.第11部分:描述方法:EXPRESS语言参考手册(技术勘误1)JIS B3700-11-1996 工业自动化系统和集成电路.产品数据表示和信息交流.第11部分:描述方法:EXPRESS语言参考手册JIS B3700-1-1996 工业自动化系统和集成电路.产品数据表示和信息交流.第1部分:综述和基本原理JIS B3700-201-1997 工业自动化系统和集成电路.产品数据表示和信息交流.第201部分:应用协议:显绘图JIS B3700-202-1998 工业自动化系统和集成电路.产品数据表示和交换.第202部分:应用协议:联合制图JIS B3700-203 Technical Corrigendum 1-2002 工业自动化系统和集成.产品数据的表示和交换.第203部分:应用协议:布局受控设计(技术勘误1)JIS B3700-203-1997 工业自动化系统和集成电路.产品数据表示和信息交流.第203部分:应用协议:布局受控设计JIS B3700-21-1996 工业自动化系统和集成电路.产品数据表示和信。
齿轮几何要素的名称、代号齿顶圆:通过圆柱齿轮轮齿顶部的圆称为齿顶圆,其直径用 d a 表示。
齿根圆:通过圆柱齿轮齿根部的圆称为齿根圆,直径用 d f 表示。
齿顶高:齿顶圆 d a 与分度圆d 之间的径向距离称为齿顶高,用 h a 来表示。
齿根高:齿根圆 d f 与分度圆 d 之间的径向距离称为齿根高,用 h f 表示。
齿顶高与齿根高之和称为齿高,以h 表示,即齿顶圆与齿根圆之间的径向距离。
以上所述的几何要素均与模数 m 、齿数z 有关。
齿形角:两齿轮圆心连线的节点P处,齿廓曲线的公法线(齿廓的受力方向)与两节圆的内公切线(节点P 处的瞬时运动方向)所夹的锐角,称为分度圆齿形角,以α表示,我国采用的齿形角一般为20°。
传动比:符号i ,传动比i 为主动齿轮的转速n 1(r/min )与从动齿轮的转速n 2(r/min )之比,或从动齿轮的齿数与主动齿轮的齿数之比。
即i= n 1/n 2 = z 2/z 1中心距:符号a ,指两圆柱齿轮轴线之间的最短距离,即:a=(d 1+d 2)/2=m(z 1+z 2)/2齿轮几何参数计算压痕法是在被测齿轮的齿顶涂色后,使其在一张纸上滚动,这张纸上就留下了齿顶滚过的痕迹,根据压痕作出齿顶线的延长线及辅助线,然后用量角器测量出齿向角度,该角即为齿轮齿顶处的螺旋角β,然后再根据齿轮其它几何参数,计算出齿轮分度圆处的螺旋角β。
1) 什么是「模数」?模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。
【参考】齿距是相邻两齿上相当点间的分度圆弧长。
2) 什么是「分度圆直径」?分度圆直径是齿轮的基准直径。
决定齿轮大小的两大要素是模数和齿数、分度圆直径等于齿数与模数(端面)的乘积。
过去,分度圆直径被称为基准节径。
最近,按ISO标准,统一称为分度圆直径。
对新版ISO1328—1:2013齿轮公差标准的分析【摘要】国际标准化组织在2013年9月1日公布了新的齿轮公差标准ISO1328-1:2013,新标准在继承旧标准的原则与框架的基础上,对齿轮的公差等级、评定指标、公差计算公式、检验准则等进行了较大的修订,新标准的体系更加完整,各指标之间的关系更加清晰,具有良好的操作性与应用性。
【关键词】ISO标准;齿轮公差;分析国际标准化组织在2013年9月1日公布了新的齿轮公差标准ISO1328-1:2013,《cylindrical gears-ISO system of flank tolerance classification-part 1:definitions and allowable values of deviations relevant to flanks of gear teeth》(下面简称ISO1328-1:2013)。
这是国际标准化组织在时隔18年后对齿轮公差标准所进行的一次重大修订,新版的ISO1328-1:2013即继承了原ISO1328-1标准的原则与框架,又对原ISO1328-1标准的评定指标、公差等级、验收与评定准则等方面都做了新的规定。
1 标准名称的变化ISO1328-1:2013名称为《圆柱齿轮-ISO齿面轮廓公差等级制-第一部分:与轮齿齿面轮廓相关的偏差定义和允许值》,ISO1328-1:1995的名称为《圆柱齿轮-精度制-第一部分:轮齿同侧齿面偏差的定义和允许值》。
二者之间的区别是:新标准为齿轮公差等级制,与ISO的尺寸公差、几何公差的公差等级称呼相同;新标准的适用对象为齿轮轮廓,即适用于同侧齿面,也适用于异侧齿面,旧标准适用于同侧齿面。
2 标准的适用范围扩大ISO1328-1:2013的适用范围为5≤z≤1000,5mm≤d≤15000mm,0.5mm≤mn≤70mm,4mm≤b≤1200,β≤45°。