产品设计_十字分析
- 格式:ppt
- 大小:2.44 MB
- 文档页数:42
产品设计实习报告(精选10篇)产品设计实习报告篇1光阴似箭人,日月如梭。
一转眼,为期三个星期的广告策划实习就过了。
通过这个三个拜的实习让我对广告策划这门课程有了更加深入的了解。
广告策划,,是在市场调查研究基础上,对广告整体活动或某一方面活动的预先设想和策划。
在广告活动中,策划工作的重要性日益凸显,有人说广告更多是策划来的,不无道理。
策划工作不是无本之木,它是策划人员通过对宏观和微观市场的把握,经过充分酝酿,调研创造出的新的市场机会。
一、实习目的广告策划的目的就是帮助企业提高销售量,但一般不把具体销售量作为广告目标。
因为销售量只是广告结果测定的一个参考数值,它们还会受商品的包装、价格、质量、服务等因素的影响。
要通过广告提高产品的销售量就唤起消费者对广告的注意。
如何运用技巧唤醒人们对广告的注意,是广告人必须要注意的。
二、实习内容这次实习,在我们组长的英明领导下,首先我们进行了明确的分工,以确保今后工作的顺利开展。
在这次实习中我和马灝辰鲁学欢首先担任了市场部的工作主要负责市场调查与分析。
市场调查是广告策划的重要基础。
进行充分的市场资料收集与整理。
组织,实施广告策划工作中的市场调查活动,做出分析并提出有效建议。
紧接着又和张亚静马灝辰担任了我们主要负责广告策划书的草拟和制定,并对广告表现策略加以细化和决策。
然后,又配合马尧戚雅龙负责了媒体部的工作。
我们主要负责主要负责广告策划书的草拟和制定,并对广告表现策略加以细化和决策我们主要参加了成城房地产公司的德国印象项目。
德国印象是安联集团进驻邢台的的首个项目,为了保证该公司以后的长期受益,该楼盘的质量有一定的保障,而且该楼盘处于未来邢台市重点发展的桥西区,交通便利,靠近邢台市西部长途客运站,且是9路、20路公交终点站,附近有银行、医院等生活建筑设施,还有各种公园和中小学,占地面积高达74114平方米(约111亩),建筑面积为175000平方米,容积率:2.2,建筑密度:20%,绿化率达到了40%。
生产物流分析基础:纲领设计、产品设计、工艺过程设计生产纲领:指的是在规定时期内制造的主要产品的品种、规格及数量。
生产纲领决定着企业的专业方向、生产性质、规模等级、工厂组成和工艺技术要求。
选定代表产品要考虑的三个因素:①代表产品与被代表产品应是同类产品,基本结构应尽可能相似②选定的代表产品应是该工业设施建成后生产数量较多的产品,同类产品中如果年产量相差不多时,应选中等尺寸者为代表产品③选定代表产品后须将被代表产品的数量折合成代表产品的当量数,以作为设计的依据通常情况下,工业企业生产的产品品种越少,品种的相似性越大,产品的产量越大,则生产的专业化程度越高,生产过程的机械化、自动化水平也就越高。
三种基本生产类型(生产的成批性):①大量生产:产量大而品种少,生产条件稳定,生产重复性程度高②成批生产:产量比大量生产的少,品种较多③单件生产:生产的产品品种繁多,而每种产品的产量都不大,生产的稳定性和专业化程度很低爆炸装配图:一般按比例画出,用于表示零件之间的装配关系,但省去了说明和尺寸。
零件图:应该提供足够充分的说明信息和尺寸信息,让加工工人看到零件图就可以加工出相应的零件。
活性系数α:物料搬运的难易程度称为活性,用活性系数来衡量。
所需的人工越多,活性就越低;反之,所需的人工越少,则活性越高,但相应的投资费用也越高。
①散放:0 ②集中:1 ③搬起:2 ④升起:3 ⑤运走:4物料流动分析:是确定物料在生产过程中每个必要的工序之间移动的最有效顺序及其移动的强度和数量。
两个最小原则:经过距离最小和物流成本最小两个避免原则:避免迂回和避免十字交叉①工艺流程图:在大批量生产中,产品品种很少,用流程图例符号绘制的工艺过程图可以直观地反映工厂生产的详细情况。
②多产品工艺过程表:在品种多且批量较大的情况下,将各产品的生产工艺流程汇总在一张表上,就形成了多种产品工艺过程表。
在这张表上各产品工艺路线并列绘出,可以反映各个产品的物流途径。
塑胶产品设计常识1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
产品设计元素提取与演变的方法解释说明1. 引言1.1 概述产品设计元素提取与演变是产品设计领域中非常关键的过程,它旨在通过分析和整合产品的各个要素来实现对产品的改进和升级。
在当今竞争激烈的市场环境下,拥有一种有效的方法来提取和演变产品设计元素至关重要。
1.2 文章结构本文将首先介绍产品设计元素提取方法,包括定义和重要性以及常用的提取方法。
接着,文章将探讨产品设计元素演变过程,包括演变概述、影响因素分析和相关案例分析。
随后,我们将比较不同方法之间的优缺点,并给出选择准则以帮助读者根据需求选择适当的方法。
最后,在结论部分我们将总结本文主要观点、发现,并探讨相关研究的局限性与未来发展方向。
1.3 目的本文旨在向读者介绍产品设计元素提取与演变方法,并为他们提供一个全面理解该领域的指南。
通过深入研究并分析不同方法的优缺点,我们希望能够帮助读者在产品设计中作出明智的决策,并为他们在实践中提供一些有益的建议和注意事项。
最终,我们希望本文能够对产品设计领域感兴趣的专业人士提供有价值的参考和指导。
2. 产品设计元素提取方法2.1 定义和重要性产品设计元素提取是指通过对产品进行分析和研究,从中提取出具有重要意义和影响的设计元素。
这些设计元素包括形状、颜色、材料、纹理、功能等,它们决定了产品的外观、感知和用户体验。
产品设计元素的提取对于产品开发和市场推广具有重要意义,可以帮助设计师更好地理解用户需求,并在设计过程中做出正确的决策。
2.2 常用的提取方法2.2.1 用户调研用户调研是一种常见且有效的产品设计元素提取方法。
通过与目标用户进行交流和深入访谈,了解他们对于产品的需求、喜好和期望。
从用户的视角出发,收集并分析他们在使用产品时关注和重视的因素,如外观、功能、易用性等。
这种方法可以直接获得用户反馈信息,并将其转化为可操作的设计准则。
2.2.2 竞品分析竞品分析是通过对同类型产品进行深入研究,以寻找优秀设计元素并加以借鉴或改进的方法。

CPK製程能力分析By:Toms Huang 06/21/2007Why?疑問一:我不是品管工程師為何要學CPK?產品導入過程,經常出現的問題1.樣品OK,但量產時零件產生問題?2.產品特性都在規格內,但量產後不良品產生3.如何在零件高精度要求時,確認內外部的製程的能力?1.製程能力驗證2.加速結果分析3.不良率預估4.合理的規格要求應用範例:樣品是否合格?RD對關鍵零件進行零件承認的檢驗規格:2400 ±100工程師取樣40 pcs 樣品經量測數值如下:2410,2440,2352,2410,2345,2397,2413,2364,2413,2325,2415, 2437,2367,2310,2408,2384,2375,2433,2466,2370,2325,2368, 2328,2369,2458,2485,2343,2485,2473,2315,2498,2461,2480, 2352,2392,2418,2420,2319,2355,2419問題一:樣品是否品質是否合格?問題二:如果因為設計需求,規格需要改成2400±90有什麼影響?分析結果CPK:0.63不良率:約5.36%規格2400 ±90CPK=0.57不良率:約8.2%綜合評價:D級:應採取緊急措施,對產品加以分類,全面檢討可能因素,必要時停止生產。
製程能力分析目的:․衡量製程的自然公差、協助設定製程標準和規格、以及確定和消除「非自然變異」(Production)․可以協助製造前之開發活動、找出問題、設定標準與降低成本(Design)何謂製程能力?美國品質協會對製程能力的定義為:「對一指定特性的固有製程變異性的統計量測」又準又精不準不精不準而精準而不精製程能力分析的作業流程1.由製程抽取樣本,測定其特定性值建議: 生產製程普通需收集100至250個數據工程驗證的過程約30個(依統計原理,對一般樣本n≧30可獲得合理的近似常態分配,樣本數n越大,估計母體的參數越準確)2.觀察數據是否屬於常態分配點繪出的形態,計算其平均值與標準差3.計算Cp,Ca,CPK並加以判定及分析4.發掘異常現象,確定在經濟上是否值得採取措施對異常現象採取措施T=USL-LSL=規格上限-規格下限分散及集中的影響CPK vs Defective YieldCPK公式分析 雙邊規格/雙邊不對稱單邊上規格 單邊下規格CpKKC)1(P−=);(P CPLCPUMinKC=CPUKC=PCPLKC=P 建議使用此公式CPU=CPL,Ca較小明細輸入區規格輸入區結果輸出區數據輸入區CPK等級參考此格請填入機種別例:KILO此格請填入機種,半品或零件之名稱例:Top Cover此格請填入零件之料號例:911100000810此格請填入圖紙版本此格請填入發行人員此格請填入審核人員此格請填入發行日期工具版本此格請依序填入重點尺寸之編號此格請選規格形式:雙邊規格(為上下限意思如:8±0.1, ,...),單邊USL或單邊LSL如規格下限LSL為:29.9其意思為不可低於29.9此格請填入量測工具代號.如:CP(卡尺) MM(千分尺)CM(三次元)PJ(投影儀)此格請填入圖面標示重點尺寸對應圖框上之位置此格請填入圖面上所使用之單位,如mm,Inch此格請填入一模內之穴數,如一模2穴,共有3個重點尺寸(Data symbol:1,2,3),則分別填入1\1,1\2,1\3, 此格請填入規格尺寸此格請填入尺寸上限值此格請填入尺寸下限值當游標靠近紅色三角時,將顯示此項中文說明範例-4某工程師取樣30pcs 樣品經量測數值如下:2410, 2440, 2352, 2410, 2345, 2397, 2413, 2364, 2413, 2325 2415, 2437, 2367, 2310, 2408, 2384, 2375, 2433, 2466, 2370 2325, 2368, 2328, 2369, 2458, 2485, 2343, 2485, 2473, 2315請使用CPK Table,試求下列各項規格之CPK值1.規格:2400 ±1002.規格:2400 +150/-503.規格:2400+1004.規格:2400-10031_2007_0601-N檔案偏態不正常的數據:雙峰異常、單向偏移6。
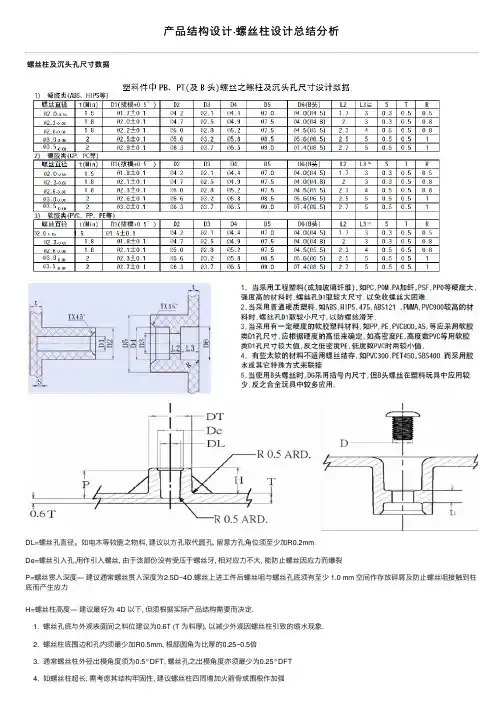
产品结构设计·螺丝柱设计总结分析螺丝柱及沉头孔尺⼨数据DL=螺丝孔直径。
如电⽊等较脆之物料, 建议以⽅孔取代圆孔, 留意⽅孔⾓位须⾄少加R0.2mmDe=螺丝引⼊孔,⽤作引⼊螺丝, 由于该部份没有受压于螺丝⽛, 相对应⼒不⼤, 能防⽌螺丝因应⼒⽽爆裂P=螺丝贯⼊深度— 建议通常螺丝贯⼊深度为2.5D~4D.螺丝上进⼯件后螺丝咀与螺丝孔底须有⾄少 1.0 mm 空间作存放碎屑及防⽌螺丝咀接触到柱底⽽产⽣应⼒H=螺丝柱⾼度— 建议最好为 4D 以下, 但须根据实际产品结构需要⽽决定.1. 螺丝孔底与外观表⾯间之料位建议为0.6T (T 为料厚), 以减少外观因螺丝柱引致的缩⽔现象.2. 螺丝柱底围边和孔内须最少加R0.5mm, 根部圆⾓为⽐厚的0.25~0.5倍3. 通常螺丝柱外径出模⾓度须为0.5°DFT, 螺丝孔之出模⾓度亦须最少为0.25°DFT4. 如螺丝柱超长, 需考虑其结构牢固性, 建议螺丝柱四周增加⽕箭⾻或围根作加强t1=螺丝头承扥料厚— 建议为2.0~3.0mm注: 此料厚与塑料有所关系, 如PP 之类较软之塑料料, 须保持最少 3.0 mm 料厚, 以免螺丝上进⼯件后过份压扁部分塑料料减弱承托⼒位于制品内壁的凸台不要太靠近内壁,以避免凸台局部熔体充填不⾜当凸台和柱⼦(或者另⼀凸台配合时,其配合间隙通常取单边0.05~0.1的装配间隙凸台⽐较⾼时,通常在其外侧增加⼗字筋,该⼗字筋通常要做1~2°的斜度,当凸台⽤于⾃攻螺丝装配时,其内孔要⽐⾃攻螺丝单边⼩0.1~0.2,以便螺钉能锁紧。
如⽤M3.0的⾃攻螺丝装配时,BOSS的内孔通常做φ2.6~2.8螺旋凸台应该带有导⼊槽,凹槽深度0.3~0.5,这样可以减少凸台开⼝端的应⼒并防⽌开裂⽕⼭⼝:螺丝柱背后经常会遇到缩⽔问题。
解决的⽅案是加⽕⼭⼝,如图所⽰。
⽕⼭⼝之所以能够防⽌缩⽔,是因为它能使得螺丝根部的等效壁厚(内切圆2R)变⼩,假若等效壁厚与壁厚T相差不⼤,制品就不容易缩⽔.(R-r)/r<5%.⼀般就不会缩⽔因塑料件较易变形, 故设计螺丝柱时需增加倒⾓以便装配. 螺钉柱内侧也应该加倒⾓,利于螺钉安装。
服装设计说明(一)“绚影”女装设计说明服装是人类在这个世界上的第一个外壳。
服装不是传统意义上的一种服饰,而是一种文化。
消费者需要第二次设计服装。
通过相应的裁剪技术和缝纫技术,将设计思想制作成物件,使艺术美达到最高点。
追求生活和时尚是现代人生活的一种反映。
时尚从未逝去,永远在重现。
文明与视觉经典的精髓,无论冷漠或热情,奢华或简约,都在生活中展现的淋漓尽致。
一、“绚影”的设计主题本系列灵感来源于对生活的品味,在现实生活中时尚在变幻着它的角色,在复杂多彩的现实生活中上演着戏剧,融合现代时尚造型优雅、精致。
展现了对明天的憧憬,表现了对过去的追忆。
单一色彩对人的视觉赋予亲和力,接近于大自然,把服装展现的更生活化。
二、“绚影”的设计步骤(一)款式设计这一系列衣服简约新潮,线条流畅简洁。
整体服装简洁,优雅大方,简约单调,体现了服装的经典,再现了失传的简约风格。
裙子上下的划分看似简单的划分,整个重点就在这一点上。
服装整体造型体现了服装的美和美感。
局部的设计给视觉冲击带来了不一样的感觉。
该系列服装运用比例与分割、对称与平衡、多样与统一等造型艺术,达到服装的和谐与完美。
在服装用料上以单一的颜色主面料,网眼布与纱为辅料,在前胸设计上,开口在胸高点下,突出了女性的柔美,性感的一面,优雅而大方。
款式以宽松型,没有女性的曲线美,突出了整体的休闲美感。
但在服装的局部进行点缀,在前裙片的贴块上烫上烫钻,修饰了服装整体的单一,在贴块的细部用珠片再加以点缀,金色卓而不郡,点缀的部位有规律而不张扬。
身体的曲线、浪漫的细节,充分的展现出了都市之时尚精神。
(二)结构设计服装结构设计是服装的整体体现。
款式设计的构思和服装结构设计相辅相成。
服装的结构设计决定了服装的整体造型,造型的好坏取决于服装的结构设计。
这一系列衣服结构简单,上下裙摆分。
分割部分的异域风情部分被绘制成细密的褶皱,以达到整件西装的动感。
在局部用网布做补丁,表现服装的层次感。
文化与传承098 / INDUSTRIAL DESIGN 工业设计作者简介陈玫琼/1993年生/女/广东汕头人/硕士在读/研究方向为传统竹工艺设计(广东广州510000)现代竹型材产品的设计特征分析ANAL YSIS OF THE DESIGN FEATURES OF MODERN BAMBOO MATERIALS广东工业大学艺术与设计学院 陈玫琼特征。
平压板是由等宽竹片平铺排列拼压而成。
竹片一般宽度为2厘米,厚度为0.5厘米,压制时竹片并不会发生巨大的形变,所以平压板具有竹节纹路平整明显,竹纤维疏松且清晰的优点。
但是由于其横向胶合面积较小,单层平压板易发生沿着垂直竹纤维方向的弯曲形变,并且承受力不大。
因此,竹平压板适用于面积较小或承重需求不高的产品上。
侧压板是由等宽竹片侧向竖起排列平压而成的。
竹片一般宽度为2厘米,厚度为0.5厘米。
当在竹片侧面上方施加压力时,竹片就会由宽变窄,此时的竹片发生了较大的形变。
从板面上看,侧压板的纹路也很清晰,但是比较密集,竹节的纹路稍微扭曲。
与平压板相反,侧压板横向胶合面积较大,所以其强度大,不易形变,且适于承重。
相比平压板,侧压板的使用领域更广。
平压板和侧压板是竹集成材最基础的两种型材。
而将这两种拼压方式组合又可以衍生出多种不同特性的混合拼压板。
例如十字平压板就是多层平压板排列而成的板材,相邻两层平压板以十字交错形式排布。
这种板材既保留了平压板纹路清晰的优点,又增大了板材的强度;工字板则是由上下平压板,芯板是侧压板和平压板交替排列的竹板材。
这种型材的强度在十字平压板的基础上又增大了,并且板材侧面的肌理也成为了一种装饰。
依照类似的组合方式,竹集成材还有更多厚度、纹理的可能性,满足了不同形态产品的生产。
Teori 的设计擅于灵活地利用竹集成材的纹路做出令人惊奇的效果。
Nuts 坚果盘(如图1)是由一块多层竹平压板,经裁切、磨削、打磨加工而成。
将多层碳化程度不尽相同的竹片横向拼合在一起,纵向侧面形成由颜色深浅不一的矩形组成的格状纹理。
产品营销方案设计思路为了保障事情或工作顺利、圆满进行,通常需要预先制定一份完整的方案,方案是书面计划,是具体行动实施办法细则,步骤等。
下面是小编为大家收集的关于产品营销方案设计思路五篇。
希望可以帮助大家。
产品营销方案设计思路1一、目的打响知名度,树立品牌形象——企业宣传和推广是提高企业知名度,树立企业品牌形象的重要途径。
迅速引起市场的关注和兴致——通过宣传,成为网络上最受关注的亮点项目,达到一定的销售意向,为企业寻找和定位目标客户,储备一定意向客户群,为企业利润的增长打好坚实的基础。
二、中国目前网络及网民的现状分析目前中国网民达4.2亿人,手机网民用户达2.77亿人,网络推广和营销已经成为各大企业继户外广告、电视广告和软文广告后,传播速度最快、效率最高的一个重要途径。
所以通过网络对于华光企业和项目进行宣传和销售将能起到一个事半功倍的效果。
三、项目网络推广方式认知1、网络推广的优势在现代网络信息发达的今天,相对于其他媒体推广方式,网络营销推广开始兴起,显示出极强的生命力,网络推广的优势主要体现在以下几个方面:○1传播范围广网络广告的传播不受时间和空间的限制,通过国际互联网络把推广信息可以在24小时不间断地传播到世界各地。
只要具备上网条件,任何人,在任何地点都可以阅读。
这是传统媒体无法达到的。
2、项目特性与网络推广特点通过分析研究,房地产项目和网络推广环境都有着自身的特点,二者有机结合需要考虑到各自的一些特有因素,具体如下:○1房地产项目的不动产特性房地产项目作为不动产,具有非常鲜明的区域性,同时作为非旅游地产项目,--的目标客群的区域性特征更为明显,这与现有的网络推广中的产品基本面向全国客户的特点有着明显区别。
以上为房地产网络营销策略方案的部分内容,更多内容请下载后查看。
如果您对我们的资料感到满意,请关注,谢谢支持!产品营销方案设计思路2“酒香也怕巷子深”,这是古老的营销话题。
网络,是个信息快速更迭的地方,而-团购网要想快速崛起,就必须做好信息的传递和更新,也就是宣传推广工作。
文化创意产品设计项目可行性分析报告一、项目背景随着人们生活水平的提高和消费观念的转变,对于具有文化内涵和创意设计的产品需求日益增长。
文化创意产品不仅能够满足人们对于美的追求,还能够传递文化价值和情感认同。
在这样的市场背景下,我们提出了文化创意产品设计项目,旨在开发一系列具有独特创意和文化特色的产品,满足消费者的需求,同时推动文化的传承和发展。
二、市场分析(一)市场需求通过对市场的调研发现,消费者对于文化创意产品的需求呈现出多样化和个性化的特点。
他们不再满足于传统的文化产品形式,而是更倾向于具有创新性、实用性和艺术性的产品。
例如,结合传统文化元素设计的时尚饰品、家居用品和办公用品等,受到了广大消费者的喜爱。
(二)市场规模近年来,文化创意产业发展迅速,市场规模不断扩大。
据相关数据显示,全球文化创意产业市场规模已经达到了数万亿美元,并且还在以较快的速度增长。
在国内,文化创意产业也成为了经济发展的新引擎,市场潜力巨大。
(三)竞争态势目前,市场上已经存在一些文化创意产品品牌和企业,但大多数规模较小,产品同质化严重,缺乏创新和品牌影响力。
我们的项目将通过独特的创意设计和品牌营销,打造差异化竞争优势,提高市场竞争力。
三、产品设计(一)产品定位我们的文化创意产品定位于中高端市场,目标客户为具有一定文化素养和消费能力的年轻群体,如白领、学生和文化爱好者等。
(二)产品类型产品类型包括但不限于以下几种:1、文化主题饰品,如项链、手链、耳环等,将传统文化元素与现代时尚设计相结合,展现独特的魅力。
2、创意家居用品,如抱枕、地毯、灯具等,以文化元素为灵感,营造温馨舒适的家居氛围。
3、文化办公用品,如笔记本、文件夹、书签等,既实用又具有文化内涵,满足办公场景的需求。
(三)产品特色1、独特的创意设计,深入挖掘传统文化内涵,结合现代设计理念,打造具有创新性和艺术性的产品。
2、高品质的材料和制作工艺,保证产品的质量和使用寿命。
3、个性化定制服务,根据客户的需求和喜好,提供个性化的产品定制,满足消费者的个性化需求。
产品设计实习报告产品设计实习报告(通用10篇)实习生活又即将告一段落了,回顾这段时间的实习经历,收获的不仅岁月,还有成长,需要好好地写一份实习总结了。
很好奇实习总结是怎么写的吧,下面是小编为大家整理的产品设计实习报告,仅供参考,大家一起来看看吧。
产品设计实习报告篇1毕业实习能够使我们在实践中了解社会,让我们学到了很多在产品造型设计专业课堂上根本就学不到的知识,受益匪浅,也打开了视野,增长了见识,使我认识到将所学的知识具体应用到工作中去,为以后进一步走向社会打下坚实的基础,只有在实习期间尽快调整好自己的学习方式,适应社会,才能被这个社会所接纳,进而生存发展。
刚进入实习单位的时候我有些担心,在大学学习产品造型设计专业知识与实习岗位所需的知识有些脱节,但在经历了几天的适应过程之后,我慢慢调整观念,正确认识了实习单位和个人的岗位以及发展方向。
我相信只要我们立足于现实,改变和调整看问题的角度,锐意进取,在成才的道路上不断攀登,有朝一日,那些成才的机遇就会纷至沓来,促使我们成为产品造型设计专业公认的人才。
我坚信“实践是检验真理的唯一标准”,只有把从书本上学到的产品造型设计专业理论知识应用于实践中,才能真正掌握这门知识。
因此,我作为一名产品造型设计专业的学生,有幸参加了为期近三个月的毕业实习。
一、实习目的及任务经过了大学四年产品造型设计专业的理论进修,使我们产品造型设计专业的基础知识有了根本掌握。
我们即将离开大学校园,作为大学毕业生,心中想得更多的是如何去做好自己专业发展、如何更好的去完成以后工作中每一个任务。
本次实习的目的及任务要求:1.1实习目的①为了将自己所学产品造型设计专业知识运用在社会实践中,在实践中巩固自己的理论知识,将学习的理论知识运用于实践当中,反过来检验书本上理论的正确性,锻炼自己的动手能力,培养实际工作能力和分析能力,以达到学以致用的目的。
通过产品造型设计的专业实习,深化已经学过的理论知识,提高综合运用所学过的知识,并且培养自己发现问题、解决问题的能力②通过产品造型设计专业岗位实习,更广泛的直接接触社会,了解社会需要,加深对社会的认识,增强自身对社会的适应性,将自己融合到社会中去,培养自己的实践能力,缩短我们从一名大学生到一名工作人员之间的观念与业务距离。
浅析文山壮锦传统工艺的现代文创产品设计研究摘要:壮锦,是壮族妇女的传统手工艺织品,扎根于壮族的文化土壤中,具有独特的民族风格和浓郁的乡土气息。
精美的壮锦曾是壮族妇女展示心灵手巧的标识,是壮族人们居家、婚嫁、生育、走亲的必备之物。
有趣的是,这些状态并不以其载体为转移,长久以往,这些符号化的东西始终保存着难得的稳态,且开始被越来越多的人引用和借鉴,成为现代产品诞生的几个主要途径之一。
因此,针对壮族织锦图案在现代文创产品设计中的表现问题便成为了本文研究的重点。
不同材料和表现逻辑的东西融合在一起,从而在艺术层面上得到新的生命力。
关键词:文山壮锦图案;文山壮锦工艺;产品转化;文创产品第一章文山壮锦图案的特点和分类1.1壮锦图案与考古发现从文山境内新石器时代遗址发现的圆形陶纺轮来看,说明当时人们已懂得利用植物纤维来纺线结网或织布制衣了。
壮锦就是在壮族传统纺织的基础上发展而来的提花织物,以棉、麻、丝混织为壮锦特色。
从道光《广南府志》载:壮族“男女勤耕织,贯挑棉锦”来看,说明“棉锦”有别于江南的丝织锦。
壮锦的实物难以保存,我们以现有的壮锦实物跟远古的陶器、崖画及青铜器等上的纹饰比较,发现它们在大多数纹饰的使用上有着一脉相承的历史渊源。
这些相似度极高的纹饰说明它们有着共同的源头,都是壮族先民所使用過的文化表象。
壮锦图案在民间流传的过程中有传承,有借鉴,有融合,也有发展,这与社会历史的发展变迁是相一致的。
1.2壮锦图案与原始宗教壮锦的组成图案十分生动,各种纹样的组织复杂多样,同时还具有鲜明的色彩,题材绚丽多彩。
纹样题材大致可分为人物、动物、植物、什物、几何以及文字、自然和复合等类别。
纹样的内容比较丰富,各种对比手法的运用非常强烈,具有浓艳粗犷的艺术风格。
包括自然崇拜、图腾崇拜、生殖崇拜、神灵崇拜及吉祥吉利等内容。
自然崇拜的纹样有云雷纹、涡流纹等,表示通过对自然神力的敬畏与祭祀,以祈福求安保护族类;图腾崇拜的纹样有鱼纹、鸟纹、蛇纹等,把它们当作祖先一样尊重崇拜;生殖崇拜的纹样有孕娃纹、交媾纹等,表示阴阳相交后可获得宗族的繁衍和人丁兴旺;神灵崇拜的纹样有龙纹、凤纹、蛙纹等,主要祈求生产丰收和人事平安;吉祥类纹样有繁花似锦纹、龙凤呈祥纹、如花似玉纹、鸳鸯戏水纹、蝴蝶恋花纹、凤蝶通宝纹和花开富贵纹、连年有鱼纹等,表示吉祥美好的事物和称心如意心想事成的愿望。
《产品包装设计》教学设计教学目标:知识与技能:了解产品设计的的基本概念和要素。
利用媒材特性,进行创意和设计,美化生活,形成初步的设计意识。
过程与方法:联系生活中的包装设计作品,引导学生通过欣赏感受、比较分析、交流评述等学习形式,学习产品包装设计的基础知识。
通过开放式的小组合作,完成一件包装设计作品。
情感态度与价值观:让学生感受生活与产品设计的关系,激励学生参与改造生活的设计活动的欲望。
提高对生活物品和自己周边环境的审美评价能力,激发美化生活的愿望。
养成事前预想和计划的行为习惯以及耐心细致、持之以恒的工作态度。
教学重难点及解决方法:重点:了解产品包装设计的相关基础知识,包装盒的设计与美化解决方法:在进行技法学习时,避免灌输式的讲解和介绍,通过教师示范与学生参与的恰当结合,让学生在教师的层层启发和引导下自己归纳、总结产品包装设计基本方法。
难点:根据自己的创意,运用色彩,造型等相关美学知识对包装容器进行美化装饰。
解决方法:通过引导学生欣赏、分析、讨论生活中各种优秀产品包装实例,感知现代设计的发展方向,开拓学生眼界和创作思路。
教学过程:一、课前准备教师教具:PPT课件、结构造型不同的纸盒学生学具:卡纸、各种装饰材料、剪刀、胶水、尺子、圆规等二、导入新课(欣赏一组插画作品,引出课题——产品包装设计)师:展示一组插画作品,提问:大家在哪里见到过这些作品?生:农夫山泉师:大家喜欢这个新包装吗?生:喜欢这就是产品包装设计的魅力,今天我们就带领大家一起学习——产品包装设计板书:产品包装设计三、讲授新课1.思考:生活中所见过的产品包装,然后说出你最喜欢的一种及理由;讨论产品包装的作用。
(学生回答)2.利用一个小故事引导学生说出原始包装的作用和材料3.对比原始包装讲解产品包装的作用:保护产品,提供方便,提供信息,促进销售产品包装所用的材料:玻璃、塑料、金属、纸质材料、木质材料等。
产品包装的分类:软质包装和硬质包装4.包装设计的概念:选用合适的材料,针对产品本身的特性以及受众的喜好等相关因素,运用巧妙地工艺制作手段,为产品进行的容器结构造型和包装的美化装饰设计。
智能座舱系列一:智能化基础平台及架构一、何为汽车智能化以智能化和网联化的技术赋能车辆,实现车辆对复杂环境的有效感知和识别,实现对车辆与驾乘人员、对其他车辆、对其他基础设施的智能化交互。
二、智能的两大核心功能:智能化和网联化智能化方面,汽车具备智能的人机交互,如语音、手势、图像及其他生物特征的交互。
如车上人员可以通过语音或者手势,向车辆发生控制、询问以及娱乐互动等信息,车辆也可以通过语音播报、回复问询和娱乐互动,并进行主动安全驾驶预警;车辆可以通过驾驶员的生物特征,做身份识别和个性化配置,通过监测驾驶状态和健康信息,进行主动安全的预警和防护等。
网联化方面,智能汽车必须支持多元异构化通信网络的数据传输和管理,为车辆提供多网络的数据接入能力,实现车辆自身数据与外界数据的融合交互。
如通过C-V2X实现车辆与云端交通生态的信息传递;利用车载WiFi/蓝牙/NB-IoT/手机投屏等实现设备互联互动。
三、智能的四大关键模块1.TBOXTBOX,即Telematics BOX,远程信息处理器,平时简称TBOX。
主要提供基础位置服务、网联服务及简单的车辆控制服务。
一般车厂提出需求,由供应商提供定制开发,也有少数公司在结合自动驾驶,开始开发新的功能。
主流的TBOX均采用通信模块、MCU、接口协议芯片组成的架构,其中通信模块是核心,要确保联网的稳定性和数据传输的有效性。
2.智能网关传统的网关+无线通信+新功能\应用=智能网关。
是车辆的数据中心,负责车内、车外的数据通信,借用互联网关MPU的计算能力,可以在车端做边缘计算,减少对云端和通信带宽的要求。
网关的智能操作系统可以集成多方应用程序,支持车身不同域之间的数据通信,包括以太网、CAN-FD、LIN网联。
支撑车辆的无线联网,提供远程互联功能,如远程诊断、OTA更新等,同时提供安全服务(入侵检测和防火墙等)。
3.交互类设备交互类设备指具备交互接口,能实现人机互动的设备或模块,如中控屏、仪表、流媒体后视镜、电子外后视镜、HUD、方控等。