GB17962019轮胎气门嘴共7页word资料
- 格式:doc
- 大小:136.50 KB
- 文档页数:7
轮胎气门嘴压紧式内胎气门嘴1 范围GB1796的本部分规定了压紧式内胎气门嘴(以下简称气门嘴)的术语和定义、型号标记、结构型式、零部件的类型、结构尺寸及材料、外观、最大使用压力、密封性、六角螺母与嘴体的装配扭矩、试验方法、检验规则、标识、包装和贮存。
本部分适用于摩托车、力车等内胎用气门嘴。
2 术语和定义GB/T 12839界定的术语和定义适用于本文件。
3 型号标记产品的型号标记应符合GB/T 21285的规定。
本部分的型号与国外标准的型号对照参见附录A。
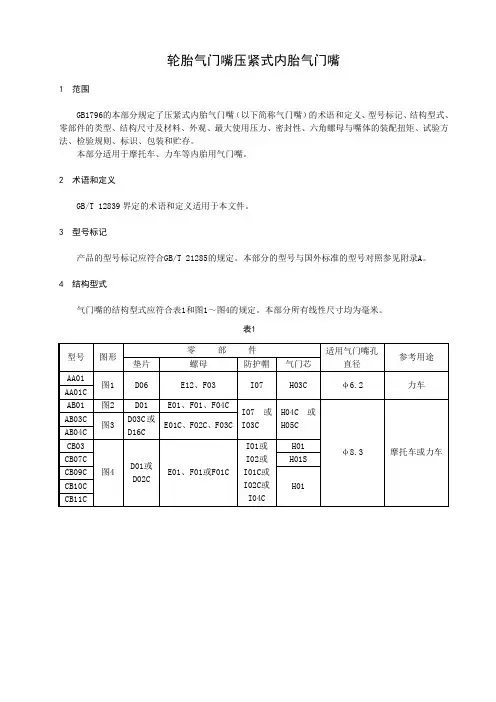
4 结构型式气门嘴的结构型式应符合表1和图1~图4的规定。
本部分所有线性尺寸均为毫米。
表11—I07型防护帽;2—H03C型气门芯;3—嘴体;4—F03型轮辋螺母;5—E12型六角螺母;6—D06型垫片。
图1 AA01,AA01C型气门嘴1—I07或I03C型防护帽;2—H04C或H05C型气门芯;3—F04C型压芯螺母;4—嘴体;5—F01型轮辋螺母;6—E01型六角螺母;7—D01型垫片。
图2 AB01型气门嘴1—I03C或I07型防护帽;2—H04C或H05C型气门芯;3—F03C型压芯螺母;4—嘴体;5—F02C型轮辋螺母;6—E01C型六角螺母;7—D03C或D16C型垫片。
图3 AB03C,AB04C型气门嘴1—I01或I02或I01C或I02C或I04C型防护帽;2—H01型气门芯;3—F01或F01C型轮辋螺母;4—嘴体;5-E01型六角螺母;6—D01或D02C型垫片。
图4 CB03, CB07C,CB09C,CB10C, CB11C型气门嘴5 零部件的类型、结构尺寸及材料5.1 嘴体嘴体的类型、结构尺寸应符合图5~图8的规定。
嘴体材料为黄铜或其他金属材料。
A—A图5 AA01、AA01C 型嘴体50°40°螺纹8CV8.86.8 0-0.362.21.654.2 0Φ+0.186.8A Aφ4.8φ5φ15φ5.5L图6 AB01型嘴体A—A图7 AB03C 、AB04C 型嘴体A A图8 CB07C 、CB03、CB09C ~CB11C 型嘴体5.2 垫片垫片应符合GB 1796.7的规定。

GB 1796—1996前言本标准是根据近几年来我国轮胎气门嘴的发展状况和GB 1796—1988的执行及用户使用情况修订的。
气门嘴的结构型式参考了TRA年鉴(1994)、JATMA年鉴(1994)和ETRTO标准指南(1993)等国外标准资料。
所引用的GB 9764—1988《轮胎气门嘴芯腔》、GB 9765—1938《轮胎气门嘴螺纹》分别非等效采用ISO 7742:1982《轮胎气门嘴1号芯腔》、ISO 4570—1:1977《轮胎气门嘴螺纹第1部分》、ISO 4570—2:1979《轮胎气门嘴螺纹第2部分》。
本标准根据GB/T 3900—1991《轮胎气门嘴系列》的规定,修订了气门嘴的产品分类与标记;增删了气门嘴的规格;在前版的基础上修词和补充了检验规则;增设了轮胎气门嘴国内外型号对照表。
本标准根据我国气门嘴的生产和使用情况,嘴体仅对金属部分作了具体规定,其胶座部分应符合GB 12835—1991《胶座气门嘴》的规定。
本标准从生效之日起,代替GB 1796—1988。
本标准的附录A是提示的附录。
本标准由中华人民共和国化学工业部提出。
本标准由全国轮胎轮辋标准化技术委员会归口。
本标准由山东气门嘴厂负责起草,沈阳橡胶机械厂参加起草。
本标准主要起草人:李峰、崔杰、刘其忠。
本标准1979年11月首次发布,1988年5月第—次修订。
本标准委托全国轮胎轮辋标准化技术委员会气门嘴标准化分技术委员会负责解释。
中华人民共和国国家标准GB 1796—1996代替GB 1796—88轮胎气门嘴Tyre valve1 范围本标准规定了轮胎气门嘴(以下简称气门嘴)的类型、结构型式、技术要求及检验规则。
本标准适用于轿车、载重汽车(包括客车、挂车及无轨电车)、工业车辆、工程机械、拖拉机与农业、林业机械、摩托车及畜力车用轮胎的内胎气门嘴,也适用于轻型摩托车及自行车用轮胎的内胎气门嘴。
本标准不适用于航空轮胎用气门嘴。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
轮胎气门嘴试验方法第2部分:胶座气门嘴试验方法1 范围GB/T 9766的本文件规定了胶座气门嘴(以下简称气门嘴)试验的术语和定义、试验设备、仪器仪表、密封性试验、橡胶与金属的粘着强度试验、附胶率的测定、胶座边缘厚度的测量。
本文件适用于工业车辆、农业车辆、工程机械、摩托车、电动车和力车等内胎用气门嘴的试验。
本文件不适用于航空轮胎气门嘴的试验。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1796.2 轮胎气门嘴第2部分:胶座气门嘴GB/T 1796.6 轮胎气门嘴第6部分:气门芯GB/T 9766.6 轮胎气门嘴试验方法第6部分:气门芯试验方法GB/T 12839 轮胎气门嘴术语及其定义3 术语和定义GB/T 12839界定的术语和定义适用于本文件。
4 试验设备、仪器仪表拉力试验机:负荷0 N~2 000 N,示值相对变动值为1%。
高温试验箱:箱内温度可达200℃以上,温度波动±2℃。
压力表:示值为0 kPa~2 500 kPa,精度等级为1.6级。
秒表。
专用扭矩扳手:精度等级为5%。
气门嘴密封性试验装置(见图1)。
橡胶测厚仪:分度值0.01mm。
5 外观目测、手试。
6 喉部直径和圆锥面位置及1号、3号、4号、5C 号芯腔圆锥孔角度用专用量规或通用量具测量。
7 外螺纹的中径、大径;内螺纹的中径、小径和深度尺寸用螺纹通规测量外螺纹中径、内螺纹中径和内螺纹深度,用光滑通规、光滑止规或通用量具测量内螺纹小径和外螺纹大径。
8 H08C型气门芯H08C型气门芯应按照GB/T 9766.6中H03C型气门芯的规定。
9 密封性试验在室温下,将符合GB/T 1796.6规定的气门芯,按GB/T 9766.6的规定安装在图1所示充气装置的气门嘴芯腔内,将充气装置放入水中,使气门嘴的嘴口向上,距水面不超过25mm。
轮胎气门嘴大芯腔气门嘴1 范围GB 1796的本部分规定了大芯腔气门嘴(以下简称气门嘴)的术语和定义、型号标记、结构型式、零部件的类型、结构尺寸及材料、外观、密封性、耐腐蚀、装配扭矩、试验方法、检验规则、标识、包装和贮存。
本部分适用于重型自卸车、装载机、挖掘机、铲运机、压路机和平地机等大型工程机械充气轮胎用气门嘴。
2 术语和定义GB/T 12839界定的术语和定义适用于本文件。
3 型号标记产品的型号标记应符合GB/T 21285的规定。
本部分的型号与国外标准的型号对照参见附录A。
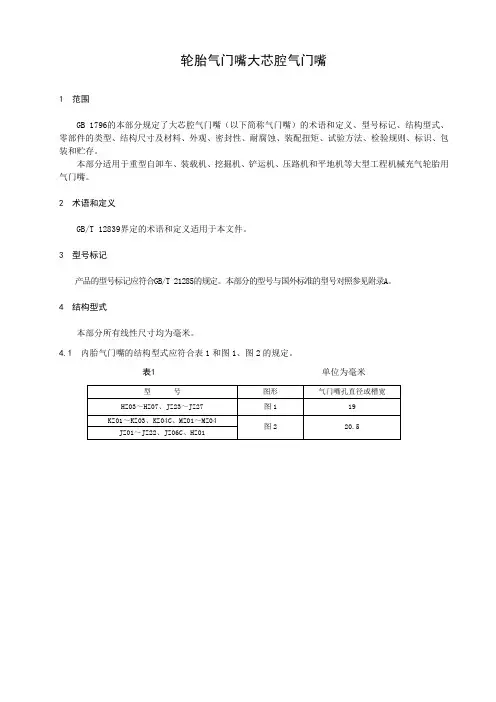
4 结构型式本部分所有线性尺寸均为毫米。
4.1 内胎气门嘴的结构型式应符合表1和图1、图2的规定。
表1 单位为毫米1—I04或I05或I06型防护帽;2—H02型气门芯;3—HZ03~HZ07、JZ23~JZ27型嘴体;4—ZK01型嘴座。
图1 HZ03~HZ07、JZ23~JZ27型内胎气门嘴1—KZ01~KZ03、KZ04C、MZ01~MZ04型嘴体; 5—HZ01型嘴体;2—JZ01~JZ22、JZ06C型嘴体; 6—L01型接套;3—I04或I05或I06型防护帽; 7—ZK01型嘴座。
4—H02型气门芯;图2 KZ01~KZ03、KZ04C、MZ01~MZ04、JZ01~JZ22、JZ06C、HZ01型内胎气门嘴组装图4.2 无内胎气门嘴的结构型式应符合表2和图3~图8的规定。
表2 单位为毫米可选嘴座注:轮辋孔处厚度应大于12.7。
1—KZ01~KZ03、KZ04C、MZ01~MZ04型嘴体; 5—HZ01型嘴体;2—JZ01~JZ22、JZ06C型嘴体; 6—Z03C型嘴座;3—I04或I05或I06型防护帽;7—ZS01型嘴座。
4—H02型气门芯;图3 KZ01~KZ03、KZ04C、MZ01~MZ04、JZ01~JZ22、JZ06C、HZ01型无内胎气门嘴组装图1—I04或I05或I06型防护帽; 4—B08型密封垫;2—H02型气门芯; 5—D15C型垫片;3—KS01、KS02型嘴体; 6—G01型螺座。
轮胎、轮辋及气门嘴标准精选(最新)轮胎、轮辋及气门嘴标准精选(最新)G518《GB518-2007摩托车轮胎》G519《GB/T519-2003充气轮胎物理性能试验方法》G521《GB/T521-2012轮胎外缘尺寸测量方法》G1190《GB/T1190-2009工程机械轮胎技术要求》G1192《GB/T1192-2008农业轮胎技术条件》G1702《GB/T1702-2008力车轮胎》G1703《GB/T1703-2008力车内胎》G1796.1《GB1796.1-2008轮胎气门嘴第1部分:压紧式内胎气门嘴》G1796.2《GB1796.2-2008轮胎气门嘴第2部分:胶座气门嘴》G1796.3《GB1796.3-2008轮胎气门嘴第3部分:卡扣式气门嘴》G1796.6《GB1796.6-2008轮胎气门嘴第6部分:气门芯》G2933《GB/T2933-2009充气轮胎用车轮和轮辋的术语、规格代号和标志》G2977《GB/T2977-2008载重汽车轮胎规格、尺寸、气压与负荷》G2978《GB/T2978-2014轿车轮胎规格、尺寸、气压与负荷》G2979《GB/T2979-2008农业轮胎规格、尺寸、气压与负荷》G2980《GB/T2980-2009工程机械轮胎规格、尺寸、气压与负荷》G2981《GB/T2981-2014工业车辆充气轮胎技术条件》G2982《GB/T2982-2014工业车辆充气轮胎规格、尺寸、气压与负荷》G2983《GB/T2983-2008摩托车轮胎系列》G3487《GB/T3487-2005汽车轮辋规格系列》G3900《GB/T3900-2012轮胎气门嘴系列》G4501《GB/T4501-2008载重汽车轮胎性能室内试验方法》G4502《GB/T4502-2009轿车轮胎性能室内试验方法》G6326《GB/T6326-2005轮胎术语及其定义》G6327《GB/T6327-1996载重汽车轮胎强度试验方法》G7036.1《GB7036.1-2009充气轮胎内胎:汽车轮胎内胎》G7036.2《GB7036.2-2007充气轮胎内胎:摩托车轮胎内胎》G7037《GB7037-2007载重汽车翻新轮胎》G7377《GB/T7377-2008力车轮胎系列》G9102《GB/T9102-2003锦纶6轮胎浸胶帘子布》G9743《GB9743-2015轿车轮胎》G9744《GB9744-2015载重汽车轮胎》G9745《GB9745-2009航空轮胎》G9746《GB/T9746-2013航空轮胎系列》G9747《GB/T9747-2008航空轮胎试验方法》G9749《GB/T9749-2008力车轮胎性能试验方法》G9764《GB9764-2009轮胎气门嘴芯腔》G9765《GB9765-2009轮胎气门嘴螺纹》G9766.1《GB/T9766.1-2008轮胎气门嘴试验方法第1部分:压紧式内胎气门嘴试验方法》G9766.2《GB/T9766.2-2008轮胎气门嘴试验方法第2部分:胶座气门嘴试验方法》G9766.3《GB/T9766.3-2008轮胎气门嘴试验方法第3部分:卡扣式气门嘴试验方法》G9766.4《GB/T9766.4-2009轮胎气门嘴试验方法第4部分:压紧式无内胎气门嘴试验方法》G9766.5《GB/T9766.5-2009轮胎气门嘴试验方法第5部分:大芯腔气门嘴试验方法》G9766.6《GB/T9766.6-2008轮胎气门嘴试验方法第6部分:气门芯试验方法》G9766.7《GB/T9766.7-2009轮胎气门嘴试验方法第7部分:零部件试验方法》G9767《GB/T9767-2002轮胎气门芯试验方法》G9768《GB/T9768-2008轮胎使用与保养规程》G9769《GB/T9769-2005轮辋轮廓检测》G10823《GB/T10823-2009充气轮胎轮辋实心轮胎规格、尺寸与负荷》G10824《GB/T10824-2008充气轮胎轮辋实心轮胎技术规范》G11181《GB/T11181-2003子午线轮胎用钢帘线》G12836.2《GB12836.2-2003无内胎气门嘴第2部分:压紧式气门嘴》G12837《GB12837-1999大芯腔轮胎气门嘴》G12839《GB/T12839-2012轮胎气门嘴术语及其定义》G12939《GB/T12939-2002工业车辆轮辋规格系列》G13202《GB/T13202-2007摩托车轮辋系列》G13203《GB/T13203-2014摩托车轮胎性能试验方法》G13204《GB/T13204-2002摩托车轮胎高速性能试验方法转鼓法》G13652《GB/T13652-2004航空轮胎表面质量》G14450《GB/T14450-2004胎圈用钢丝》G14646《GB14646-2007轿车翻新轮胎》G14687《GB/T14687-1993工业车轮》G14688《GB/T14688-1993工业脚轮》G14828《GB/T14828-2003农业轮胎牵引性能试验方法》G15323《GB15323-2009航空轮胎内胎》G15324《GB/T15324-2004航空轮胎内胎物理性能试验方法》G16622《GB/T16622-2009压配式实心轮胎规格、尺寸与负荷》G16623《GB/T16623-2008压配式实心轮胎技术规范》G18505《GB/T18505-2013汽车轮胎动平衡试验方法》G18506《GB/T18506-2013汽车轮胎均匀性试验方法》G18861《GB/T18861-2012汽车轮胎和摩托车轮胎滚动阻力试验方法多点试验》G19047《GB19047-2003增强型载重汽车轮胎》G19388《GB/T19388-2003轿车轮胎滚动周长试验方法》G19389《GB/T19389-2003载重汽车轮胎滚动周长试验方法》G19390《GB/T19390-2003轮胎用聚酯浸胶帘子布》G21285《GB/T21285-2007轮胎气门嘴及其零部件的标识方法》G21286《GB/T21286-2007充气轮胎修补》G22036《GB/T22036-2008轮胎惯性滑行通过噪声测试方法》G22037《GB/T22037-2008航空有内胎轮胎胎圈密合压力试验方法电测法》G22038《GB/T22038-2008汽车轮胎静态接地压力分布试验方法》G22039《GB/T22039-2008航空轮胎激光数字无损检测方法》G22391《GB/T22391-2008实心轮胎耐久性试验方法转鼓法》G23657《GB/T23657-2009力车轮辋系列》G23663《GB/T23663-2009汽车轮胎纵向和横向刚性试验方法》G23664《GB/T23664-2009汽车轮胎无损检验方法X射线法》G24799《GB/T24799-2009轮胎用特种内胎》G26276《GB/T26276-2010工程机械子午线轮胎无损检验方法X 射线法》G26277《GB/T26277-2010轮胎电阻测量方法》G26278《GB/T26278-2010轮胎规格替换指南》G26732《GB/T26732-2011轮胎翻新工艺》G29040《GB/T29040-2012汽车轮胎滚动阻力试验方法单点试验和测量结果的相关性》G29042《GB/T29042-2012汽车轮胎滚动阻力限值》G30193《GB/T30193-2013工程机械轮胎耐久性试验方法》G30195《GB/T30195-2013汽车轮胎耐撞击性能试验方法》G30196《GB/T30196-2013自体支撑型缺气保用轮胎》G30197《GB/T30197-2013工程机械轮胎作业能力测试方法转鼓法》G30198《GB/T30198-2013汽车轮胎不圆度试验方法》JT752《JT/T752-2009横向力摩擦系数系统专用测试轮胎》GJ107A《GJB107A-1995航空轮胎设计要求》GJ108A《GJB108A-1998航空轮胎试验方法静负荷、动态模拟和导静电性能试验》GJ1261A《GJB1261A-2004军用越野汽车轮胎通用规范》HG2177《HG/T2177-1998轮胎外观质量》HG2195《HG/T2195-2001航空轮胎使用与保养》HG3979《HG/T3979-2007工程机械翻新轮胎》JJF1194《JJF1194-2008轮胎强度及脱圈试验机校准规范》JJF1195《JJF1195-2008轮胎耐久性及轮胎高速性能转鼓试验机校准规范》JJF1413《JJF1413-2013轮胎压力表型式评价大纲》。
我国轮胎气门嘴标准概况及存在问题(续一)
郭秉南;杜德鑫
【期刊名称】《轮胎工业》
【年(卷),期】1998(018)011
【摘要】(接上期)2我国气门嘴国家标准概况我国气门嘴标准由下列单项标准组成:(1)GB3900轮胎气门嘴系列(2)GB1704力车内胎气门嘴(3)GB1796轮胎气门嘴(4)GB12835胶座气门嘴(5)GB12836无内胎气门嘴,第一部分:卡扣式气门嘴(6...
【总页数】6页(P655-660)
【作者】郭秉南;杜德鑫
【作者单位】青同气门嘴厂;青同气门嘴厂
【正文语种】中文
【中图分类】TQ336.1
【相关文献】
1.2004版《中国轮胎轮辋气门嘴标准年鉴》简介 [J], 徐丽红
2.我国轮胎气门嘴标准概况及存在问题 [J], 郭秉南;杜德鑫
3.我国轮胎气门嘴标准概况及存在问题(续完) [J], 郭秉南;杜德鑫
4.轮胎气门嘴芯产品要进一步加强标准计量管理 [J],
5.《中国轮胎轮辋气门嘴标准年鉴》第二届理事会成立大会暨二届一次工作会议在博鳌召开 [J], 李静萍
因版权原因,仅展示原文概要,查看原文内容请购买。

标准/市场/技术 本刊记者 陈琼27.7亿美元、对日本14.4亿美元、对韩国13.9亿美元、对泰国11.3亿美元、对加拿大8.54亿美元、对印度尼西亚6.7亿美元、对台湾4.58亿美元。
而美国对墨西哥是贸易顺差,轮胎出口11.1亿美元,进口达7.6亿美元。
PCS精度不足致丰田召回126辆汽车由于装配的PCS碰撞预测安全系统对障碍物的认知精确度不足,日前丰田汽车(中国)投资有限公司向国家质检总局备案了召回计划。
从2016年4月9日起召回部分2012-2015年款进口雷克萨斯ES350汽车,生产日期为2012年06月22日—2015年05月19日。
据该公司统计,在中国大陆地区涉及126辆。
涉及范围内车辆因设计问题,装配的PCS碰撞预测安全系统对障碍物的认知精确度不足,有可能误将路面金属接缝等判断为障碍物,导致警告音响,并有可能启动辅助制动或自动制动。
如果驾驶员进行制动操作,有可能诱发后车追尾等事故,存在安全隐患。
质检总局2015年11月发出《关于部分进口雷克萨斯汽车的风险警示通告》(2015年第4号),警示安全风险,要求责任企业采取措施,控制风险,消除隐患。
丰田汽车(中国)投资有限公司将为召回范围内的车辆免费更换为改良后的碰撞预测安全系统的控制电脑及毫米波雷达传感器,以消除安全隐患。
江森自控新材料 VOC减少90%近日,江森自控推出了第三代低挥发性聚氨酯发泡。
基于特定的测试规范,泡沫所产生的挥发性有机化合物(VOC)相比10年前最多可减少90%。
同时,江森自控还显著降低了发泡材料中杂质的含量以及由此产生的异味。
低挥发性发泡的研发主要由江森自控位于法国斯特拉斯堡的技术中心来领导。
斯特拉斯堡的团队与江森自控在美国密歇根州普利茅斯和中国上海的研发中心展开合作,为全球市场打造解决方案,其标准远超全球汽车制造商对排放的严格要求。
据了解,最新一代低挥发性发泡的生产,已经在江森自控欧洲和中国的工厂开展,并计划在美国建立第三个生产点。
轮胎气门嘴压紧式无内胎气门嘴1 范围GB1796的本部分规定了压紧式无内胎气门嘴(以下简称气门嘴)的术语和定义、型号标记、结构型式、零部件的类型、结构尺寸及材料、外观、装配扭矩、密封性、耐腐蚀、试验方法、检验规则、标识、包装及贮存。
本部分适用于摩托车、轿车、轻型载重汽车、载重汽车、客车、农业机械、工程机械无内胎轮胎用气门嘴。
本部分不适用于航空轮胎气门嘴。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 1796.6 轮胎气门嘴第6部分:气门芯GB 1796.7 轮胎气门嘴第7部分:零部件GB/T 2828.1-2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB 9764 轮胎气门嘴芯腔GB 9765 轮胎气门嘴螺纹GB/T 9766.4 轮胎气门嘴试验方法第4部分:压紧式无内胎气门嘴试验方法GB/T 12716-2011 60°密封管螺纹GB/T 12839 轮胎气门嘴术语及其定义GB/T 21285 轮胎气门嘴及其零部件的标识方法3 术语和定义GB/T 12839界定的术语和定义适用于本文件。
4 型号标记型号标记应符合GB/T 21285的规定。
本部分的型号与国外标准的型号对照参见附录A。
5 结构型式本部分中所有线性尺寸均为毫米。
结构型式应符合表1和图1~图21的规定。
表11——I01或I02或I01C型防护帽;2——H01型气门芯;3——嘴体;4——E04型六角螺母;5——DO3或D04型垫片;6——B04或B05型密封垫。
图1 CQ08、CR03型气门嘴1——I01或I02或I01C型防护帽;2——H01型气门芯;3——嘴体;4——E05型六角螺母;5——DO2型垫片;6——B03型密封垫。
图2 CR04~CR11、DR04~DR08型气门嘴1——E06型六角螺母;2——B06型密封垫;3——嘴体;4——H01型气门芯;5——I01或I02或I01C型防护帽。
轮胎气门嘴试验大芯腔气门嘴试验1 范围GB/T 9766 的本部分规定了大芯腔气门嘴(以下简称气门嘴)试验的术语和定义、试验设备、仪器仪表、密封性试验、耐腐蚀试验、装配扭矩试验。
本部分适用于重型自卸车、装载机、挖掘机、铲运机、压路机和平地机等大型工程机械充气轮胎用气门嘴的试验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1796.5 轮胎气门嘴第5部分:大芯腔气门嘴GB1796.6 轮胎气门嘴第6部分:气门芯GB/T 10125—2012 人造气氛腐蚀试验盐雾试验GB/T 12716—2011 60°密封管螺纹GB/T 12839 轮胎气门嘴术语及其定义3 术语和定义GB/T 12839界定的术语及其定义适用于本文件。
4 试验设备、仪器仪表4.1 高温试验箱:箱内温度可达200℃以上,温度波动±2℃。
4.2 低温试验箱:箱内温度可达-40℃以下,温度波动±2℃。
4.3 压力表:示值为(0 ~2 500)kPa,精度等级为1.6级。
4.4 秒表。
4.5 专用扭矩扳手:精度等级为5%。
4.6 气门嘴的密封性试验装置(见图1)。
4.7 气门嘴与气门嘴孔密封性试验装置(见图2)。
4.8 盐雾试验箱:箱内温度为(10~50)℃,盐雾沉降率:(1~2)mL/(80cm2·h)。
5 密封性试验5.1 气门嘴的密封性试验5.1.1 气门嘴的室温密封性试验在室温下,用专用扭矩扳手将符合GB 1796.6的H02型气门芯,以0.34N·m~0.56N·m的扭矩安装在图1所示试验装置的试验气门嘴芯腔内,将试验装置放入水中,使嘴座轴线和气门芯的轴线保持在同一水平位置,距水面不超过30mm,通入(35±5)kPa的压缩空气,在60s内,观察并记录嘴体或芯套与气门芯、嘴体与嘴座、芯套或接套与嘴座的连接处是否有气泡逸出。

GBT2933-1995充气轮胎用车轮和轮辋的术语规格代号和标志-2019年文档中华人民共和国国家标准充气轮胎用车轮和轮辋的术语、 GB/T 2933一2019规格代号和标志代替GB2933一82 Wheels/rims for pneumatic tyres—Nomenclature,designation and marking1 主题内容与适用范围本标准规定了车轮和轮辋的术语、规格代号和标志。
术语和附图主要用来定义基本的车轮和轮辋名词。
本标准适用于充气轮胎使用的车轮和轮辋。
2 定义2.1 车轮介于轮胎和车桥之间承受负荷的旋转件。
通常由两个主要部件组成:a.轮辋;b.轮辐。
轮辋和轮辐可以是整体的、永久连接的或可拆卸的。
2.1.1 轮辋车轮上安装和支承轮胎的部件。
2.1.2 轮辐车轮上介于车桥和轮辋之间的支承部件。
2.1.3 单式车轮在车桥的一端只能单轮安装并支承一个轮胎的车轮(见图l)。
2.1.4 双式车轮一个象图2所示那样的车轮,或一个具有足够内偏距和必要轮廓形状的车轮,当两个这样的车轮彼此安装在一起时,在车桥的一端能支承两个轮胎。
结构为轮辋中心平面位于轮辐安装平面内侧的车轮。
内偏距是轮辐安装平面到轮辋中心平面的距离(见图1a)。
2.1.6 零偏距车轮结构为轮辋中心平面和轮辐安装平面重合的车轮(见图 1 b)。
2.1.7 外偏距车轮结构为轮辋中心平面位于轮辐安装平面外侧的车轮。
外偏距是轮辐安装平面到轮辋中心平面的距离(见图1c)。
2.1.8 双轮中心距车轮成对安装时,构成所要求的双胎间距的两轮辋中心平面之间的距离(见图2、图5和图6)。
2.2 车轮类型2.2.1 辐板式车轮轮辋和轮辐永久结合的车轮(见图1和图2)。
2.2.2 对开式车轮轮辋由两个主要部件组成的车轮,两部件上的轮辋部位宽度可以相等,也可以不相等,把它们紧固在一起就形成了一个具有两个固定轮缘的轮辋(见图3)。
2.2.3 辐条式车轮轮辋由若干辐条联接到轮毂上的车轮(见图4)。
气门嘴是一种独立的阀体装置,用于轮胎或内胎中,以控制气体的进出。
当气门嘴打开时,气体可以进入轮胎或内胎的空间,然后气门嘴会自动关闭并密封,以保存气体并产生气压,从而防止气体从轮胎或内胎中逸出。
气门嘴国标是指符合中国国家标准的气门嘴规格和要求。
在中国,气门嘴的标准制定和管理由国家标准化管理委员会负责。
气门嘴国标通常包括气门嘴的尺寸、形状、材料、性能等方面的要求,以确保气门嘴的质量和安全性。
其中,GB/T 3900-2020是中国最新的气门嘴国家标准,该标准规定了气门嘴的分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存等方面的要求。
根据该标准,气门嘴被分为不同类型,如TR418型气门嘴、TR161L金属杆气门嘴等,每种类型的气门嘴都有其适用的轮胎类型和压力范围。
此外,气门嘴还需要进行一系列的性能检测和试验,以确保其符合国家标准和质量要求。
这些检测包括气密性试验、耐腐蚀性试验、耐疲劳性试验、承载能力试验等。
只有通过这些试验的气门嘴才能被认定为符合国家标准,并被广泛应用于各种车辆和轮胎中。
总之,气门嘴国标是确保气门嘴质量和安全性的重要标准,对于
保障车辆行驶安全和轮胎使用寿命具有重要意义。
轮胎、轮辋及气门嘴标准精选(最新)G518《GB518-2007摩托车轮胎》G519《GB/T519-2003充气轮胎物理性能试验方法》G521《GB/T521-2012轮胎外缘尺寸测量方法》G1190《GB/T1190-2009工程机械轮胎技术要求》G1192《GB/T1192-2008农业轮胎技术条件》G1702《GB/T1702-2008力车轮胎》G1703《GB/T1703-2008力车内胎》G1796.1《GB1796.1-2008轮胎气门嘴第1部分:压紧式内胎气门嘴》G1796.2《GB1796.2-2008轮胎气门嘴第2部分:胶座气门嘴》G1796.3《GB1796.3-2008轮胎气门嘴第3部分:卡扣式气门嘴》G1796.6《GB1796.6-2008轮胎气门嘴第6部分:气门芯》G2933《GB/T2933-2009充气轮胎用车轮和轮辋的术语、规格代号和标志》G2977《GB/T2977-2008载重汽车轮胎规格、尺寸、气压与负荷》G2978《GB/T2978-2014轿车轮胎规格、尺寸、气压与负荷》G2979《GB/T2979-2008农业轮胎规格、尺寸、气压与负荷》G2980《GB/T2980-2009工程机械轮胎规格、尺寸、气压与负荷》G2981《GB/T2981-2014工业车辆充气轮胎技术条件》G2982《GB/T2982-2014工业车辆充气轮胎规格、尺寸、气压与负荷》G2983《GB/T2983-2008摩托车轮胎系列》G3487《GB/T3487-2005汽车轮辋规格系列》G3900《GB/T3900-2012轮胎气门嘴系列》G4501《GB/T4501-2008载重汽车轮胎性能室内试验方法》G4502《GB/T4502-2009轿车轮胎性能室内试验方法》G6326《GB/T6326-2005轮胎术语及其定义》G6327《GB/T6327-1996载重汽车轮胎强度试验方法》G7036.1《GB7036.1-2009充气轮胎内胎:汽车轮胎内胎》G7036.2《GB7036.2-2007充气轮胎内胎:摩托车轮胎内胎》G7037《GB7037-2007载重汽车翻新轮胎》G7377《GB/T7377-2008力车轮胎系列》G9102《GB/T9102-2003锦纶6轮胎浸胶帘子布》G9743《GB9743-2015轿车轮胎》G9744《GB9744-2015载重汽车轮胎》G9745《GB9745-2009航空轮胎》G9746《GB/T9746-2013航空轮胎系列》G9747《GB/T9747-2008航空轮胎试验方法》G9749《GB/T9749-2008力车轮胎性能试验方法》G9764《GB9764-2009轮胎气门嘴芯腔》G9765《GB9765-2009轮胎气门嘴螺纹》G9766.1《GB/T9766.1-2008轮胎气门嘴试验方法第1部分:压紧式内胎气门嘴试验方法》G9766.2《GB/T9766.2-2008轮胎气门嘴试验方法第2部分:胶座气门嘴试验方法》G9766.3《GB/T9766.3-2008轮胎气门嘴试验方法第3部分:卡扣式气门嘴试验方法》G9766.4《GB/T9766.4-2009轮胎气门嘴试验方法第4部分:压紧式无内胎气门嘴试验方法》G9766.5《GB/T9766.5-2009轮胎气门嘴试验方法第5部分:大芯腔气门嘴试验方法》G9766.6《GB/T9766.6-2008轮胎气门嘴试验方法第6部分:气门芯试验方法》G9766.7《GB/T9766.7-2009轮胎气门嘴试验方法第7部分:零部件试验方法》G9767《GB/T9767-2002轮胎气门芯试验方法》G9768《GB/T9768-2008轮胎使用与保养规程》G9769《GB/T9769-2005轮辋轮廓检测》G10823《GB/T10823-2009充气轮胎轮辋实心轮胎规格、尺寸与负荷》G10824《GB/T10824-2008充气轮胎轮辋实心轮胎技术规范》G11181《GB/T11181-2003子午线轮胎用钢帘线》G12836.2《GB12836.2-2003无内胎气门嘴第2部分:压紧式气门嘴》G12837《GB12837-1999大芯腔轮胎气门嘴》G12839《GB/T12839-2012轮胎气门嘴术语及其定义》G12939《GB/T12939-2002工业车辆轮辋规格系列》G13202《GB/T13202-2007摩托车轮辋系列》G13203《GB/T13203-2014摩托车轮胎性能试验方法》G13204《GB/T13204-2002摩托车轮胎高速性能试验方法转鼓法》G13652《GB/T13652-2004航空轮胎表面质量》G14450《GB/T14450-2004胎圈用钢丝》G14646《GB14646-2007轿车翻新轮胎》G14687《GB/T14687-1993工业车轮》G14688《GB/T14688-1993工业脚轮》G14828《GB/T14828-2003农业轮胎牵引性能试验方法》G15323《GB15323-2009航空轮胎内胎》G15324《GB/T15324-2004航空轮胎内胎物理性能试验方法》G16622《GB/T16622-2009压配式实心轮胎规格、尺寸与负荷》G16623《GB/T16623-2008压配式实心轮胎技术规范》G18505《GB/T18505-2013汽车轮胎动平衡试验方法》G18506《GB/T18506-2013汽车轮胎均匀性试验方法》G18861《GB/T18861-2012汽车轮胎和摩托车轮胎滚动阻力试验方法多点试验》G19047《GB19047-2003增强型载重汽车轮胎》G19388《GB/T19388-2003轿车轮胎滚动周长试验方法》G19389《GB/T19389-2003载重汽车轮胎滚动周长试验方法》G19390《GB/T19390-2003轮胎用聚酯浸胶帘子布》G21285《GB/T21285-2007轮胎气门嘴及其零部件的标识方法》G21286《GB/T21286-2007充气轮胎修补》G22036《GB/T22036-2008轮胎惯性滑行通过噪声测试方法》G22037《GB/T22037-2008航空有内胎轮胎胎圈密合压力试验方法电测法》G22038《GB/T22038-2008汽车轮胎静态接地压力分布试验方法》G22039《GB/T22039-2008航空轮胎激光数字无损检测方法》G22391《GB/T22391-2008实心轮胎耐久性试验方法转鼓法》G23657《GB/T23657-2009力车轮辋系列》G23663《GB/T23663-2009汽车轮胎纵向和横向刚性试验方法》G23664《GB/T23664-2009汽车轮胎无损检验方法X射线法》G24799《GB/T24799-2009轮胎用特种内胎》G26276《GB/T26276-2010工程机械子午线轮胎无损检验方法X射线法》G26277《GB/T26277-2010轮胎电阻测量方法》G26278《GB/T26278-2010轮胎规格替换指南》G26732《GB/T26732-2011轮胎翻新工艺》G29040《GB/T29040-2012汽车轮胎滚动阻力试验方法单点试验和测量结果的相关性》G29042《GB/T29042-2012汽车轮胎滚动阻力限值》G30193《GB/T30193-2013工程机械轮胎耐久性试验方法》G30195《GB/T30195-2013汽车轮胎耐撞击性能试验方法》G30196《GB/T30196-2013自体支撑型缺气保用轮胎》G30197《GB/T30197-2013工程机械轮胎作业能力测试方法转鼓法》G30198《GB/T30198-2013汽车轮胎不圆度试验方法》JT752《JT/T752-2009横向力摩擦系数系统专用测试轮胎》GJ107A《GJB107A-1995航空轮胎设计要求》GJ108A《GJB108A-1998航空轮胎试验方法静负荷、动态模拟和导静电性能试验》GJ1261A《GJB1261A-2004军用越野汽车轮胎通用规范》HG2177《HG/T2177-1998轮胎外观质量》HG2195《HG/T2195-2001航空轮胎使用与保养》HG3979《HG/T3979-2007工程机械翻新轮胎》JJF1194《JJF1194-2008轮胎强度及脱圈试验机校准规范》JJF1195《JJF1195-2008轮胎耐久性及轮胎高速性能转鼓试验机校准规范》JJF1413《JJF1413-2013轮胎压力表型式评价大纲》。
零件代号
※
121233445
5编制
审定签 字
日期
标记
处数
签 字
日期
校核
日期
1.φ表示直径。
操作规范
修改
序号1
2工
艺规
范
7/16气门咀帽 1/2气门咀帽
标记
处数
更改文件号
更改文件号
取下产品后,用气枪吹干净残留水分和铜糠,并整齐摆放入周转箱内。
操作完成后,填写质量跟踪卡,并处理不良品。
超声波
装入刀具,然后调试机器,确保工件圆心没有摆动,加工尺操作过程中,产品摆放整齐,轻拿轻放,防止阀体碰伤寸符合图纸要求。
操作时,产品需夹紧,不能有松动。
取几个产品做首检,确认合格后,再生产,并做首检记录。
刀具使用时间不能过长,需经常磨刀。
1.平头尺寸符合图纸要求。
检查机器设备是否能正常运行,夹具和刀具是否符合要求。
上道工序气门咀帽攻丝
下道工序
尺寸
※
截止阀气门咀帽气门咀帽平头
1.工件表面无裂纹、碰伤等缺陷。
2.工件内外表面清洁,无铜糠、毛刺。
内容及要求
检查项目外观
备注
共 1 页第 1 页
产品代号
产品名称零件名称工序名称三峰阀门作 业 指 导 书
第 1 页
工序号
19
备注
φ表示直径。
超声波清洗体碰伤摔伤。
GB1796—1996
前言
本标准是根据近几年来我国轮胎气门嘴的发展状况和GB 1796—1988的执行及用户使用情况修订的。
气门嘴的结构型式参考了TRA年鉴(1994)、JATMA年鉴(1994)和ETRTO标准指南(1993)等国外标准资料。
所引用的GB 9764—1988《轮胎气门嘴芯腔》、GB 9765—1938《轮胎气门嘴螺纹》分别非等效采用ISO 7742:1982《轮胎气门嘴1号芯腔》、ISO 4570—1:1977《轮胎气门嘴螺纹第1部分》、ISO 4570—2:1979《轮胎气门嘴螺纹第2部分》。
本标准根据GB/T 3900—1991《轮胎气门嘴系列》的规定,修订了气门嘴的产品分类与标记;增删了气门嘴的规格;在前版的基础上修词和补充了检验规则;增设了轮胎气门嘴国内外型号对照表。
本标准根据我国气门嘴的生产和使用情况,嘴体仅对金属部分作了具体规定,其胶座部分应符合GB 12835—1991《胶座气门嘴》的规定。
本标准从生效之日起,代替GB 1796—1988。
本标准的附录A是提示的附录。
本标准由中华人民共和国化学工业部提出。
本标准由全国轮胎轮辋标准化技术委员会归口。
本标准由山东气门嘴厂负责起草,沈阳橡胶机械厂参加起草。
本标准主要起草人:李峰、崔杰、刘其忠。
本标准1979年11月首次发布,1988年5月第—次修订。
本标准委托全国轮胎轮辋标准化技术委员会气门嘴标准化分技术委员会负责解释。
中华人民共和国国家标准
GB 1796—1996
代替GB 1796—88
轮胎气门嘴
Tyre valve
1 范围
本标准规定了轮胎气门嘴(以下简称气门嘴)的类型、结构型式、技术要求及检验规则。
本标准适用于轿车、载重汽车(包括客车、挂车及无轨电车)、工业车辆、工程机械、拖拉机与农业、林业机械、摩托车及畜力车用轮胎的内胎气门嘴,也适用于轻型摩托车及自行车用轮胎的内胎气门嘴。
本标准不适用于航空轮胎用气门嘴。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可
能性。
GB 1795—1996 轮胎气门芯
GB/T 2828—1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T 3900—1991 轮胎气门嘴系列
GB 9764—1988 轮胎气门嘴芯腔
GB 9765—1988 轮胎气门嘴螺纹
GB/T 9766—1994 轮胎气门嘴试验方法
3 产品分类与标记
产品分类与标记应符合GB/T 3900的规定。
4 结构型式
气门嘴的结构型式应符合表1和图1~图9的规定。
表 1
5 零件的类型、结构尺寸及材料
5.1 嘴体
嘴体的类型、结构尺寸及材料应符合表2和图10~图22的规定。
表 2
mm
图10 T1-01-1~1-01-10型嘴体
5.2 垫片
垫片的类型、结构尺寸及材料应符合表3和图23~图25的规定。
表 3
5.3 螺母
螺母的类型、结构尺寸及材料应符合表4和图26、图27
的规定。
5.4 防护帽
防护帽的类型、结构尺寸及材料应符合表5和图28~图30的规定。
表 5
5.5 芯腔
嘴体芯腔应符合GB 9764的规定。
5.6 螺纹
嘴体、螺母及防护帽中螺纹的牙型、极限尺寸及公差应符合GB 9765的规定。
但8V1螺纹的极限尺寸和公差对A型防护帽不适用。
6 技术要求与试验方法
6.1 气门嘴产品应符合本标准规定。
6.2 气门嘴各零部件表面不得有油污、锈蚀、裂纹及其他影响使用性能的缺陷。
钢质零件表面应有防护镀层。
6.3 气门嘴与符合GB 1975的气门芯装配后的最大密封压力:Z1-01、Z1-03和Z1-04型为1.5MPa,Z1-02、Z1-05、Z1-06、Z1-09、Z1-10和Z1-11型为1MPa。
6.4 气门嘴的密封性试验方法应符合GB/T 9766的规定。
7 检验规则
7.1 气门嘴应由制造厂质量检验部门按本标准检验,并出具产品合格证。
7.2 产品检查的程序和检查的实施,应符合GB 2828的规定。
7.2.1 同型号、同规格的一个入库批或发货批为一个检查批。
7.2.2 本标准把不合格按质量特性的重要性分为A类不合格、B类不合格和C类不合格。
各类又分为若干个检查组,详见表6。
7.2.3 各检查组的合格质量水平(AQL)和检查水平(IL)应符合表6的规定。
7.2.4 按表6的检查分组分别实施检验,判定合格或不合格;其中C5组按零件分组分别进行检查判定。
7.2.5 批质量判定:A类不合格组数大于等于1时判为批不合格;B类不合格组数小于等于1时判为批合格,大于等于2时判为批不合格;C类不合格组数小于等于2时判为批合格,大于等于3时判为批不合格;B、C两类同时出现不合格组时判为批不合格。
7.2.6 逐批检查后的处置办法应符合GB/T 2828的规定。
7.3 气门嘴质量监督性检验按本标准7.2执行。
对检查批每次抽两个样本,第一样本检查合格判为合格;第一样本检查不合格,应按原方案对第二样本进行复查,复查合格判为合格,复查不合格判为不合格。
表 6
8 标志、包装和贮存
8.1 气门嘴嘴体上应打印制造厂标记和产品型号
注:单独提供T1-02、T1-09、T1-10型嘴体金属部分或提供T1-11型嘴体时,允许不打印制造厂标记和产品型号,
8.2 气门嘴用塑料袋、布袋或纸盒作内包装,用纸箱或木箱作外包装。
8.3 气门嘴包装箱上应有下列标志:
a)产品名称、型号及制造日期;
b)数量;
c)制造厂名称及地址。
8.4 包装箱内须附有产品合格证。
8.5 气门嘴应存放在干燥的库房内,需防晒、防腐蚀,其有效期自出厂之日起12个月。
附录A
(提示的附录)
轮胎气门嘴国内外型号对照表
表A1 轮胎气门嘴国内外型号对照表。