数控车床实训图纸—国际象棋图纸全套
- 格式:doc
- 大小:338.00 KB
- 文档页数:3


数控车削编程与操作训练》《国际象棋棋子的车削加工》上课教师:上课班级:13 数控专业班上课教室:数控实训车间授课主题:用G 指令加工国际象棋--- 兵授课学时: 1 学时授课日期:2014.05.20、学情分析1、学生分析:上课的学生是高中2 年级学生,共有36 人,经过一年半的学习,已学习了钳工、车工、铣工基本知识和操作技能,能看懂一般的加工图纸,能分析一般零件的加工工艺,会使用一些编程指令,如:G71、G90 等但没有学习G73 指令。
2、授课条件分析:教学使用数控车8 台,编程及加工所用的操作方法基本相同。
二、教学目标:1.知识目标:1)、进一步掌握数控车床G 指令格式的运用及编程步骤。
2)、根据刀具材料、工件材料、加工工艺系统刚性合理选用切削三要素。
3)、会分析一般零件的加工工艺路线,正确填写零件加工工艺卡、刀具卡。
2.能力目标:培养学生灵活运用指令编程加工零件并对零件质量进行综合分析的能力。
3.德育目标:1)、培养学生敬业乐业的工作作风。
2)、培养学生谦虚好学、勤于思考、做事认真的工作态度。
3)、培养学生的质量、安全、文明生产意识。
4)、培养学生沟通及团队协作精神、创造精神。
三、教学重点及难点:1、重点:掌握以零件加工工艺为基础,工艺分段编程法的使用和零件编程加工。
2、难点:工艺分段编程法在零件编程上的应用。
四、教学方法介绍:以项目教学法为主,在项目实施过程中再灵活运用讲授、提问、讨论、演示、巡回指导等教学方法达到教学目的。
同时采用竞技互动的形式,提高学生的学习兴趣,激发学习热情,能够使学生更好地掌握技能。
五、项目规划1、本次实习内容为《国际象棋棋子的车削加工》,学生车床操作的熟练程度已经满足这次实习的要求,因此在实习开始前简要的复习一下所要需要的知识即可。
2、教师课前做好学生分组的准备工作,根据机床数量分为6 个学习小组,每组5-6 人。
分组时按照学生成绩互补原则,同时考虑他们性格的差异等问题。


《数控车削编程与操作训练》《国际象棋棋子的车削加工》上课教师:上课班级:13数控专业班上课教室:数控实训车间授课主题:用G指令加工国际象棋---兵授课学时:1学时授课日期:2014.05.20一、学情分析1、学生分析:上课的学生是高中2年级学生,共有36人,经过一年半的学习,已学习了钳工、车工、铣工基本知识和操作技能,能看懂一般的加工图纸,能分析一般零件的加工工艺,会使用一些编程指令,如:G71、G90等但没有学习G73指令。
2、授课条件分析:教学使用数控车8台,编程及加工所用的操作方法基本相同。
二、教学目标:1.知识目标:1)、进一步掌握数控车床G指令格式的运用及编程步骤。
2)、根据刀具材料、工件材料、加工工艺系统刚性合理选用切削三要素。
3)、会分析一般零件的加工工艺路线,正确填写零件加工工艺卡、刀具卡。
2.能力目标:培养学生灵活运用指令编程加工零件并对零件质量进行综合分析的能力。
3.德育目标:1)、培养学生敬业乐业的工作作风。
2)、培养学生谦虚好学、勤于思考、做事认真的工作态度。
3)、培养学生的质量、安全、文明生产意识。
4)、培养学生沟通及团队协作精神、创造精神。
三、教学重点及难点:1、重点:掌握以零件加工工艺为基础,工艺分段编程法的使用和零件编程加工。
2、难点:工艺分段编程法在零件编程上的应用。
四、教学方法介绍:以项目教学法为主,在项目实施过程中再灵活运用讲授、提问、讨论、演示、巡回指导等教学方法达到教学目的。
同时采用竞技互动的形式,提高学生的学习兴趣,激发学习热情,能够使学生更好地掌握技能。
五、项目规划1、本次实习内容为《国际象棋棋子的车削加工》,学生车床操作的熟练程度已经满足这次实习的要求,因此在实习开始前简要的复习一下所要需要的知识即可。
2、教师课前做好学生分组的准备工作,根据机床数量分为6个学习小组,每组5-6人。
分组时按照学生成绩互补原则,同时考虑他们性格的差异等问题。
综合能力强的为组长。
毕业设计说明书题目国际象棋“象”数控加工工艺分析与编程目录第一章绪论………………………………………………………………………第二章零件图分析………………………………………………………………2.1 零件的特征……………………………………………………………2.2 数值计算……………………………………………………………第三章工件的定位与装夹………………………………………………………3.1加工精度要求………………………………………………………3.2 定位基准的选择……………………………………………………3.3 装夹方式……………………………………………………………3.4 工艺过程制定………………………………………………………第四章车削工艺分析……………………………………………………………4.1 选择夹具……………………………………………………………4.2 工步设计……………………………………………………………4.3刀具的选择…………………………………………………………4.4 设计走刀路线………………………………………………………4.5 零件加工工艺卡片…………………………………………………第五章切削用量的选择…………………………………………………………5.1被吃刀量……………………………………………………………5.2 进给量的选择………………………………………………………5.3 切削速度(主轴转速)的选择……………………………………第六章数控车床的对刀…………………………………………………………6.1刀位点………………………………………………………………6.2待加工毛坯的对刀…………………………………………………6.3刀偏值的测定………………………………………………………第七章编程及仿真加工…………………………………………………………7.1程序…………………………………………………………………7.2仿真加工……………………………………………………………第八章结论………………………………………………………………………摘要数控技术是用数字信息对机械运动和工作过程进行控制实现自动工作的技术, 数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征, 它广泛用于机械制造和自动化领域,较好地解决多品种、小批量和复杂零件加工以及生产过程自动化问题。
学习任务十二国际象棋兵的数控车加工学习目标:1.能利用CAXXA数控车软件绘制零件模型图;2.能根据所用数控车床型号设置CAXA数控车软件机床参数;3.能根据零件模型选择加工所用刀具并设置CAXA数控车软件刀具参数;4.能用零件模型图设置CAXA数控车加工参数并生成加工轨迹;5.能对生成的加工轨迹进行比对与修改;6.能用加工轨迹生成加工程序并传输到数控车床上;7.能用生成及传输来的程序进行零件加工;8.能正确分析生成模型、加工轨迹、程序过程出现的问题并解决。
建议课时:40学时工作情境描述某玩具公司,委托我校设计制造一批数量为200件的国际象棋兵的玩具,包工包料、工期为5天,现在学校分配给数控车教研组,由实习教师带领学生来完成设计与加工任务。
工作流程与活动:学习活动1 明确任务获取信息 (4学时)学习活动2 国际象棋兵模型的工艺分析 (6学时)学习活动3 生成程序并校验 (4学时)学习活动4 国际象棋兵模型加工 (18学时)学习活动5 检测与控制 (4学时)学习活动6 成果展示,总结评价 (4学时)学习活动1 明确任务获取信息一、明确任务1.填写生产任务单表12-1-1 生产任务单2.本生产任务如果加工周期为5天,按要求你们小组如何分配任务才能按要求完成零件的加工?二、图形分析如图所示,该零件由结构组成。
粗糙要求是;未标注的尺寸公差等级级。
图12-1-1 国际象棋兵三、收集资料1)CAXA数控车软件是一款什么样的软件?2)你还能列举出几种自动编程软件吗?四、CAXA软件认识1.根据表格中的名称,在图中填写CAXA数控车软件的界面。
图12-1-2 软件界面2.CAXA 数控车自动编程加工步骤有哪些?完成下表的填写。
3、用CAXA 数控车软件绘制国际象棋兵模型。
图12-1-31)、在图中填空:两处各是什么轮廓2)、模型图样的坐标原点应与软件坐标原点重合,为什么?4、机床类型设置图12-1-4 机床类型1)把机床类型设置为GSK机床单击菜单栏中→→菜单栏,或单击数控车工具栏的图标,系统弹出“机床类型设置”对话框。
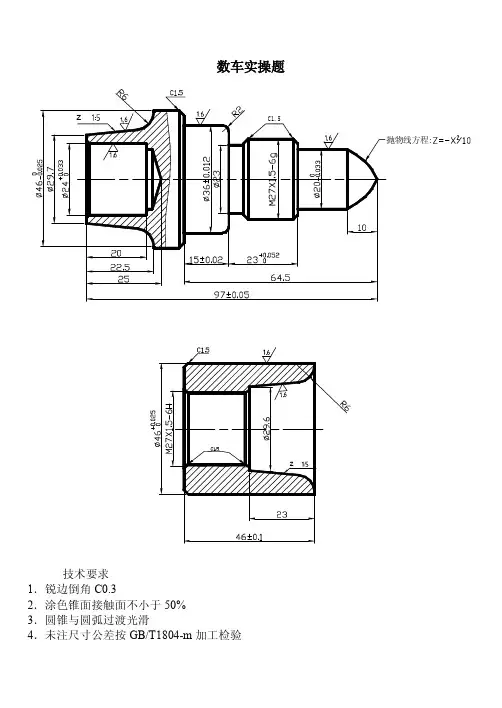
数车实操题
抛物线方程:
技术要求
1.锐边倒角C0.3
2.涂色锥面接触面不小于50%
3.圆锥与圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
技术要求:1.锐边去毛刺
2.未注倒角C1
3.圆弧过渡光滑
4.未注尺寸公差按GB/T1804-m加工检验
(件1)
其余
(件2)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
其余
(件3)
技术要求
1.件1对件2锥体部分涂色检验,接触面积>60%
2.外锐边及孔口锐边去毛刺
3.不允许使用砂布抛光。
(件1)
其余
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
其余
)
(件3
技术要求
1.件3与件1和件2端面间隙小于0.05mm
2.外锐边及孔口锐边去毛刺
3.锥面接触面积大于60%
(件1)
其余(件2)
技术要求
1.外锐边及孔口锐边去毛刺2.锥面接触面积大于60%
(件1)
其余(件2)
其余
(件3)
技术要求
1.锐边去毛倒棱,未注倒角C1
2.件3圆弧与件2配作
3.件2锥面与件1配作
技术要求:
1.螺纹配合松紧适中。
2.涂色法检查接触精度,接触面积大于60%。
其余
技术要求
1.外锐边及孔口锐边去毛刺
2.不允许使用砂布抛光。