同轴度测量与调整
- 格式:ppt
- 大小:714.50 KB
- 文档页数:41
同轴度的三种测量方法
同轴度是机械产品检测中常见的一种形位公差项目。
是表示零件的轴与轴、孔与孔、轴与孔之间要求同轴,也可以理解为:控制实际轴线与基准轴线的偏离程度。
在测量中,同轴度是测量工件经常会遇到的事,在测量时,通常使用的测量设备主要是三坐标测量仪,三坐标是公认的测量空间形状误差较好的精密检测设备。
三坐标测量仪测量同轴度的测量方式有公共轴线法、直线度法、求距法,其中公共轴线法是最广泛使用的办法。
1.公共轴线法
在被测元素和基准元素上测量多个横截面的圆,再将这些圆的圆心构造一条3D直线,作为公共轴线,每个圆的直径可以不一致,然后分别计算基准圆柱和被测圆柱对公共轴线的同轴度,取其最大值作为该零件的同轴度。
这条公共轴线近似于一个模拟心轴,所以使用公共轴线法的测量效果是最接近零件的实际装配过程。
2.直线度法
在被测元素和基准元素上测量多个横截面的圆,然后选择这几个元构造一条3D直线,同轴度近似为直线度的两倍。
被收集的圆在测量时最好测量其整圆,如果实在一个扇形上测量,则测量软件计算出的偏差可能很大。
3.求距法
同轴度为被测元素和基准元素轴线间最大距离的两倍。
即用关系
计算出被测元素和基准元素的最大距离后,将其乘以2即可。
求距法在计算最大距离时要将其投影到一个平面上来计算,因此这个平面与用作基准的轴的垂直度要好。
这种情况比较适合测量同心度。
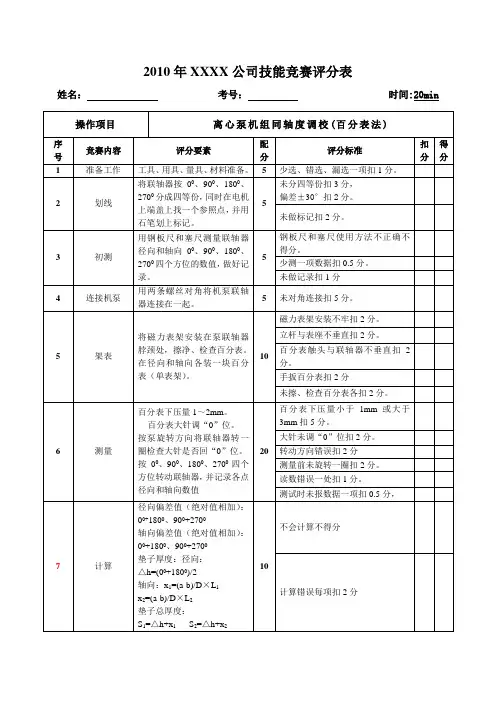
2010年XXXX公司技能竞赛评分表姓名:考号:时间:20min裁判员年月日2010年XXXX公司技能竞赛评分表姓名:考号:时间:20min找正前的准鲁工作:(1)、工机具、材料:扳手、铜锤、量具、各种调整垫片计算用工具等。
(2)、检查百分表的灵敏度、准确度、无卡涩现象.测头是否松动.表盘面刻度清晰,表针无松动现象。
(3)、表架连接牢固无松动,百分表固定紧固适度。
不可过紧或过松.以免影响测量精度。
,(4)、检查地脚螺栓及地脚接触情况,干净、无杂物。
(5)、条件允许的情况下,最好撤下原全部调整垫片以使调整工作顺利及保证垫片数量。
(6)、生产备用泵在找正前联系生产岗位人员切断电源。
关闭全部连接阀门,保证人员、设备安全。
三、找正工作注意事项:(1)、找正时,两轴不可刚性连接,以保证找正时的准确度。
(2)、注意保持(留)好两轴端距,防止热油泵热膨胀过大或轴窜量过大,一般约3-6ram。
(3)、找正所用调整垫片不应有硬性折皱、卷边、毛刺等。
(4)、找正时(前),尽可能使A2=A4;S2=S4,以使找正工作顺利,同时拧紧地脚,保证测量精度。
(5)、找正时两轴应同时进行0。
、90。
、180。
、270o、360。
旋转.(0o 与360。
的读数必须一致.否则必须找出原因并设法排除)(6)、注意旋转方向,备用机泵应尽可能按工作方向旋转。
避免机械密封断面磨合情况被破坏。
(7)、保证百分表的测头与被测面保持垂直,径向表的表杆中心线应与被测圆弧面直径同心.以保证测量精度。
(8)、找正进行调整时,应注意百分表的方位.避免百分表被卡坏、顶坏。
]。
0t_(9)、不得用铁锤直接敲打设I备,爱护设备,保证施工现场安I全.避免野蛮施工。
_卜o.I(10)、对于热油泵、高温机组,在冷态对中找正时.应考虑到机泵的热膨胀或按找正曲线的要求进行找正。
(也可先进行预热后再进行找正)(11)、D的计算直径应取整数。
L1、lJ2的长度尺寸应取十进位整数。
螺纹和直径同轴度的测量
同轴度的测量通常是测量两个孔或轴线的相对位置关系,这需要使用测量工具如千分尺、内径千分尺、量规、百分表等。
如果你要测量螺纹和直径的同轴度,以下是具体的步骤:
1. 准备工作:选择适当的测量工具,例如千分尺或内径千分尺,确保它们经过校准并在有效期内。
如果是手动测量,可以使用量规或者百分表。
2. 安装工件:将你要测量的螺纹工件安装在稳定的支撑上,确保工件不会移动。
3. 测量螺纹:使用选定的测量工具,先测量螺纹的直径。
为了获得更准确的结果,可以多测量几个位置,并取平均值。
4. 测量同轴度:对于同轴度的测量,你需要一个基准。
例如,你可以使用一块平板作为基准,将工件放在平板上,然后使用测量工具来检查工件的旋转角度。
如果工件在旋转时没有偏移,则同轴度较好。
如果偏移量超过了规定的公差范围,则说明同轴度不良。
以上步骤仅供参考,建议根据实际情况进行调整。
同轴度的测量方法1. 背景同轴度是指一个物体或系统的各个部分是否在同一轴线上。
对于某些需要高度精准的工程和制造领域来说,保持物体的同轴度是非常重要的。
因此,准确测量同轴度成为了一项关键任务。
本文将介绍几种常用的同轴度测量方法,以帮助读者更好地理解和掌握这一技术。
2. 方法一:对比测量法对比测量法是同轴度测量中最常见的方法之一。
它的原理是将待测物体与一个参考物体进行对比,通过测量两者之间的偏差来判断同轴度。
具体步骤如下:- 选择一个合适的参考物体,并确保其同轴度非常高。
- 将待测物体与参考物体放置在同一轴线上。
- 使用适当的测量工具(如卡尺、激光仪等)测量待测物体和参考物体之间的距离或偏移量。
- 根据测量结果来评估待测物体的同轴度,通常可以通过计算两者之间的差异来得到一个精确的数值。
这种对比测量法简单易行,并且不需要高级的设备。
但需要注意的是,待测物体和参考物体之间应保持稳定,以避免外界因素对测量结果的影响。
3. 方法二:光学干涉法光学干涉法是一种高精度的同轴度测量方法,它利用光的干涉现象来测量物体的同轴度。
具体步骤如下:- 将光源通过一束分束器分成两束光线。
一束光线照射在待测物体上,另一束光线照射在一个参考物体上。
- 待测物体和参考物体上的光线汇集到一个相机或干涉计中。
- 干涉计通过测量光的干涉情况,得到待测物体和参考物体之间的相对径向偏差和同心程度。
- 根据干涉计的测量结果,评估待测物体的同轴度。
光学干涉法的优点是具有高精度和非接触性,可以测量微小的同轴度偏差。
但需要注意的是,该方法的设备较为复杂,且对环境的要求较高。
4. 方法三:激光干涉法激光干涉法是利用激光的干涉现象来测量同轴度的一种方法。
具体步骤如下:- 将激光光线照射在待测物体上。
- 激光光线穿过物体后被反射回来,通过干涉计来测量干涉现象。
- 干涉计通过测量光的干涉情况,得到待测物体的同轴度信息。
激光干涉法具有高精度、快速和非接触性的特点,适用于对小尺寸物体进行同轴度测量。
三坐标测量同轴度的方法引言:同轴度是指测量对象轴线与参考轴线之间的偏差程度,是衡量物体各个轴线之间配合精度的一个重要指标。
在三坐标测量中,准确、高效地测量同轴度对于保证产品质量具有重要意义。
本文将介绍三坐标测量中常用的同轴度测量方法。
1. 基础测量方法1.1 对称测量法对称测量法通过在测量对象上找出对称轴来进行同轴度测量。
首先,在测量对象上找到两个对称的特征点或特征线,以它们为基准线,分别测量它们到参考轴线的距离。
然后,计算两个测量结果之间的偏差,即可得出同轴度的数值。
1.2 比较测量法比较测量法是将两个或多个测量对象放置在同一设备上进行测量,通过比较它们之间的差异来判断同轴度。
在测量过程中,将测量对象分别放置在测量台上,依次测量它们与参考轴线的距离。
最后,比较每个测量结果与参考值之间的偏差,得出同轴度的评估结果。
2. 先进测量方法2.1 线扫描测量法线扫描测量法是利用探针在测量对象表面进行连续扫描,获取测量点的坐标信息,并分析点之间的偏差来测量同轴度。
该方法具有高精度、高效率的特点。
通过控制探针的运动轨迹,可以实现对测量对象不同轴线的同轴度测量。
2.2 激光干涉测量法激光干涉测量法利用激光干涉原理来测量物体表面的形状和偏差。
通过调整激光束的入射角度和位置,将测量对象与参考轴线进行干涉,在干涉图样中观察到干涉条纹的位置和形状,从而得到同轴度的测量结果。
2.3 数字图像测量法数字图像测量法是利用摄像机拍摄测量对象的图像,通过图像处理和分析技术来获取物体的三维坐标信息。
通过选择参考轴线和测量对象之间的特征点或线,利用三维重建算法计算出测量对象与参考轴线之间的偏差,从而得到同轴度的测量结果。
3. 应用举例3.1 机械加工中的同轴度测量在机械加工过程中,同轴度是一个重要的工艺指标,直接影响到零件的精度和配合要求。
通过三坐标测量仪进行同轴度的测量,可以及时发现工件加工过程中的偏差,并进行相应的修正,保证零件质量。
校同轴度方法范文校正同轴度是测量一个物体的轴线与参考轴线之间的偏差的过程。
此过程通常用于机械工程和制造业中,用来确保物体的几何形状和位置的精确度。
下面将介绍几种常用的校正同轴度的方法。
1.光栅法光栅法是一种非接触式的测量方法。
它利用光栅原理将激光束分成若干个相互平行的光带,然后通过测量物体上相邻光带的间距来确定同轴度。
这种方法精度高,适用于小尺寸和高精度的物体测量。
2.三坐标测量法三坐标测量法是一种精确测量三维物体形状和位置的方法。
它通过运用三个坐标轴和测量机的转动臂来确定物体的轴线,并通过测量机上的探针来获取物体表面的坐标数据。
这种方法适用于各种尺寸和形状的物体测量,精度高,但需要专门的设备和操作技巧。
3.影像测量法影像测量法是利用相机和图像处理软件进行同轴度测量的方法。
相机将物体的图像捕捉下来,并通过图像处理软件对图像进行分析,测量物体的尺寸和位置信息。
这种方法操作简单,适用于各种尺寸的物体测量,但精度相对较低。
4.检测仪器法检测仪器法是利用各种仪器设备对物体进行同轴度测量的方法。
常见的检测仪器包括同轴度测量仪、平行仪、百分表等。
这些仪器通过接触或非接触的方式对物体进行测量,可以快速准确地获得同轴度的数据。
这种方法适用于各种形状和材料的物体测量,但需要专门的仪器设备和操作技巧。
在进行同轴度测量时,需要注意以下几点:1.校准仪器:确保测量仪器的准确性和稳定性,避免错误结果的产生。
2.适当的夹持:正确夹持物体,使其保持稳定,避免在测量过程中发生移动或晃动。
3.清洁表面:确保测量物体表面的干净和光滑,避免灰尘或污染物对测量结果的影响。
4.多次测量:对同一物体进行多次测量,以获取更准确的平均值,并检查测量结果的一致性。
5.合适的环境:选择一个适合的环境进行测量,避免温度、湿度等因素对测量结果的影响。
总结:校正同轴度是一个关键的工艺,它对机械工程和制造业中的精度要求有着重要的作用。
通过选择合适的校正同轴度方法,并遵循正确的测量程序和操作要求,可以保证物体的精确度和质量。
同轴度的检测方法和标准同轴度是指物体表面上两个平行的轴线之间的垂直度,通常用来表示物体的平行度。
同轴度的检测方法和标准在各个行业中都有应用,特别是在制造业中,对于高精度的零部件和设备的制造和装配过程中,同轴度的检测和要求是非常重要的。
同轴度的检测方法主要有以下几种:1. 使用量具测量法:这是一种比较简单和常用的方法。
通过使用一些专门的同轴度测量工具,比如同轴度测量仪、平行度尺等,将其放置在需要测量的物体表面上,根据工具上的刻度读数来确定两个轴线之间的垂直度。
2. 使用光学测量仪器:光学测量仪器可以利用光束的反射或折射原理,通过测量反射或折射光线的干涉图案来确定同轴度。
这种方法通常需要使用一些高精度的光学仪器,如干涉仪、显微镜等。
3. 使用三坐标测量仪:三坐标测量仪是一种高精度的测量仪器,可以通过测量物体上的多个点的坐标来确定物体的几何形状。
使用三坐标测量仪可以测量很多物体的同轴度,特别是对于复杂形状的零件和设备。
同轴度的检测标准通常根据具体的行业和产品来制定,例如ISO标准、国家标准等。
检测标准通常包括以下几个方面:1. 同轴度的度量单位:同轴度通常用角度单位(如度或弧度)来表示,但具体的度量单位可以根据具体的应用来确定。
2. 同轴度的定义:标准中通常会明确同轴度的定义和计算方法,可以根据测量结果和具体要求来判断物体是否满足同轴度标准。
3. 同轴度的容许范围:标准一般会规定同轴度的容许范围,即物体在同轴度测试中可以允许的误差范围。
容许范围可以根据不同物体和应用来确定,通常用数字表示。
同轴度的检测标准的制定和执行对于制造业来说非常重要,可以保证生产出的产品满足设计要求,并且可以提高产品质量和可靠性。
在实际应用中,同轴度的检测通常需要结合其他几何参数的检测来进行,例如平行度、垂直度等。
同时,定期对检测设备进行校准和维护也是确保同轴度检测结果准确和可靠的重要环节。
总之,同轴度的检测方法和标准在制造业中具有广泛的应用,可以通过量具测量法、光学测量仪器、三坐标测量仪等方法来进行。
内径同轴度的测量方法
以下是几种常用的内径同轴度测量方法:
1.利用传统的测量仪器测量:这种方法通常使用卡尺或微米卡尺等工具来测量内径的直径,并将不同截面上的测量值进行比较,就可以得到同轴度的偏差。
2.利用同心测量仪测量:同心测量仪是一种专门用于测量圆形物体同轴度的设备。
它包括一个加工精细的测量夹具和一组旋转探头。
将被测件放置在测量夹具上,并旋转探头沿着内径的轴向移动,当测量到的值在预定范围内时即可确定同轴度的偏差。
3.利用激光干涉测量仪测量:激光干涉测量仪是一种非接触的高精度测量设备。
首先,将被测件固定在测量台上,然后将激光束投射到被测件的内径上,激光干涉测量仪会测量激光束的干涉图案并分析干涉条纹,从而确定同轴度的偏差。
4.利用光学投影仪测量:光学投影仪是一种广泛应用于工业测量领域的高精度测量仪器。
在测量内径同轴度时,将被测件放置在光学投影仪的工作台上,然后通过光学投影仪的成像系统观察被测件的内径,并将不同截面上的内径进行比较,就可以确定同轴度的偏差。
以上是几种常用的内径同轴度测量方法。
根据实际需求和测量精度的要求,可以选择合适的测量方法来进行测量。
在测量过程中,需要注意使用合适的测量工具,避免外力干扰,并保持被测件的表面清洁和平整,以获得准确的测量结果。
水泵机组同轴度的测量与校正状元水厂项慧均摘要:本文主要是根据状元水厂的水泵机组的特点,叙述联轴器的配合偏差、机泵同轴度测量误差产生的原因及解决方法、主要以叙述水泵机组同轴度的测量和校正方法为主。
关键词:配合偏差,同轴度,联轴器,轴向窜动,径向偏差,轴向偏差,不同心度,不平行度。
前言:水泵机组的同轴度是指水泵轴和电机轴的装配偏差,而联轴器是电机和水泵传动的联接部件,机泵的配合偏差也就是联轴器的配合偏差,联轴器装配后都存在着配合偏差,联轴器的配合偏差过大会造成水泵机组的振动增大,是影响轴承、联轴器损坏的主要原因,因此,为了减少水泵机组的振动,就必须减少联轴器的配合偏差,把偏差调整到允许的范围内,才能有效地保证机组的机械寿命,在机泵的运行过程中,因机组自身的振动或基础与管路的沉降等等原因都会造成联轴器配合偏差变化,所以定期对水泵机组同轴度的测量与校正是机泵维护中的重要项目。
一. 联轴器配合偏差的介绍。
联轴器配合的偏差有三种:径向偏差、轴向偏差、角向偏差,径向偏差是指联轴器的两个圆心之间的偏差,可用不同心度来表示,轴向偏差是指两配合面之间的距离与标准配合距离之间的偏差,同轴度测量中用联轴器的间距来表示,间距的测量较简单,用游标尺可直接测量出来,由于轴向偏差的精度要求较低(误差为±3mm),且基座的沉降或设备的振动基本上不影响间距的变化,即使偏差超值校正也简单,所以在同轴度测量中以测量径向偏差和角向偏差为主,角向偏差是指联轴器两端面与平行端面的角度偏差,角向偏差可用机泵轴心的不平行度来表示,定义为在轴向的一米的距离上的与基准轴中心线的偏差值。
由于习惯上把联轴器的角向偏差称为机泵同轴度中的轴向偏差,所以此本文也依照习惯在接下来叙述中把联轴器的角向偏差称为“轴向偏差”,联轴器的轴向偏差用联轴器的间距来表示。
二. 机泵同轴度测量的误差原因分析状元水厂以前测同轴度的方法是习惯上用一只百分表对联轴器的径向和轴向进行测量,往往在同一时间里多次测量的值都存在较大的偏差,而且数值有时为正偏差有时为负偏差,即使后来用激光校正仪来测,在同一时间里多次测量的值都存在偏差,因测量值不准,就无法校正机泵的同轴度。
同轴度的检测方法和标准1. 使用同轴量规进行测量,并确保量具的放置位置垂直于被测物体的表面。
2. 使用同轴卡尺进行测量,并确保卡尺的接触面与被测物体的表面垂直。
3. 使用同轴仪进行测量,并确保仪器的探头与被测物体的表面正交。
4. 使用激光扫描仪进行同轴度测量,并确保仪器与被测物体之间的距离和角度符合要求。
5. 使用三坐标测量机进行同轴度测量,并确保仪器的探针与被测物体的表面正交。
6. 通过比较不同测量方法的结果,确定同轴度的测量精度。
7. 根据同轴度的要求,设定测量结果的接受标准。
8. 使用误差分析方法,确定同轴度的测量精度和误差范围。
9. 对同轴度的测量结果进行统计,并计算平均值、标准差等统计参数。
10. 采用试验比较法,将被测物体与标准物体进行比较,以确定同轴度的合格性。
11. 通过光学显微镜观察被测物体的表面形貌,评估同轴度的符合程度。
12. 使用计算机辅助设计软件进行同轴度的仿真分析,得出预测结果。
13. 采用相干干涉仪进行同轴度测量,并根据干涉图案来评估同轴度的合格性。
14. 使用电容传感器进行同轴度测量,并根据测量结果来评估同轴度的符合程度。
15. 采用等厚条法进行同轴度测量,并根据测量结果来评估同轴度的合格性。
16. 通过改进工艺流程,减少同轴度误差的产生。
17. 对测量仪器进行定期校准,以确保同轴度测量的准确性。
18. 在同轴度测量过程中,避免外部干扰,以提高测量结果的可靠性。
19. 使用高精度材料制造被测物体,以提高同轴度测量的准确性。
20. 建立同轴度测量的标准作业程序,以确保测量结果的一致性。
21. 对同轴度测量结果进行数据分析,以确定其符合程度。
22. 根据同轴度测量结果,对被测物体进行修正或调整,以提高其同轴度。
23. 使用光学影像测量仪进行同轴度测量,以得出精确的测量结果。
24. 使用远心光束干涉仪进行同轴度测量,以评估被测物体的同轴度合格性。
25. 通过变焦显微镜观察被测物体的微观结构,以评估同轴度的符合程度。
同轴度的测量方法
同轴度是指同一轴线上不同距离的两个点之间的距离差,用于评价物体的轴线的直线度。
同轴度通常由精密仪器测量,以下是一些常见的测量方法:
1. 调节螺丝法:将测量物体安装在同一个轴线上,通过调节螺丝调整两个点之间的距离,使其最小化。
这种方法适用于较小的物体或需快速测量的情况。
2. 光学测量法:利用激光、投影仪或显微镜等设备,对两个点进行测量,并通过比较测量结果得出同轴度。
3. 运动控制测量法:利用电机控制物体在同一轴线上做微小的移动,通过传感器实时监测两个点的位置,从而确定同轴度。
4. 摆线测量法:在测量物体的两个点上各安装一个摆线传感器,通过测量传感器输出的信号来确定两个点的距离差,进而计算出同轴度。
以上是常见的同轴度测量方法,根据具体的需求和测量对象的大小、精度要求等选择适合的方法进行测量。
水泵机组同轴度的测量与校正水泵机组同轴度的测量与校正状元水厂项慧均摘要:本文主要是根据状元水厂的水泵机组的特点,叙述联轴器的配合偏差、机泵同轴度测量误差产生的原因及解决方法、主要以叙述水泵机组同轴度的测量和校正方法为主。
关键词:配合偏差,同轴度,联轴器,轴向窜动,径向偏差,轴向偏差,不同心度,不平行度。
前言:水泵机组的同轴度是指水泵轴和电机轴的装配偏差,而联轴器是电机和水泵传动的联接部件,机泵的配合偏差也就是联轴器的配合偏差,联轴器装配后都存在着配合偏差,联轴器的配合偏差过大会造成水泵机组的振动增大,是影响轴承、联轴器损坏的主要原因,因此,为了减少水泵机组的振动,就必须减少联轴器的配合偏差,把偏差调整到允许的范围内,才能有效地保证机组的机械寿命,在机泵的运行过程中,因机组自身的振动或基础与管路的沉降等等原因都会造成联轴器配合偏差变化,所以定期对水泵机组同轴度的测量与校正是机泵维护中的重要项目。
一. 联轴器配合偏差的介绍。
联轴器配合的偏差有三种:径向偏差、轴向偏差、角向偏差,径向偏差是指联轴器的两个圆心之间的偏差,可用不同心度来表示,轴向偏差是指两配合面之间的距离与标准配合距离之间的偏差,同轴度测量中用联轴器的间距来表示,间距的测量较简单,用游标尺可直接测量出来,由于轴向偏差的精度要求较低(误差为±3mm),且基座的沉降或设备的振动基本上不影响间距的变化,即使偏差超值校正也简单,所以在同轴度测量中以测量径向偏差和角向偏差为主,角向偏差是指联轴器两端面与平行端面的角度偏差,角向偏差可用机泵轴心的不平行度来表示,定义为在轴向的一米的距离上的与基准轴中心线的偏差值。
由于习惯上把联轴器的角向偏差称为机泵同轴度中的轴向偏差,所以此本文也依照习惯在接下来叙述中把联轴器的角向偏差称为“轴向偏差”,联轴器的轴向偏差用联轴器的间距来表示。
二. 机泵同轴度测量的误差原因分析状元水厂以前测同轴度的方法是习惯上用一只百分表对联轴器的径向和轴向进行测量,往往在同一时间里多次测量的值都存在较大的偏差,而且数值有时为正偏差有时为负偏差,即使后来用激光校正仪来测,在同一时间里多次测量的值都存在偏差,因测量值不准,就无法校正机泵的同轴度。
同轴度的测量方法同轴度是指两个或多个轴线之间的几何关系,通常用于描述机械零件的几何精度。
在工程制造中,同轴度的测量是非常重要的,因为它直接影响到零件的装配质量和工作性能。
因此,正确而有效地测量同轴度是非常必要的。
本文将介绍几种常见的同轴度测量方法。
1. 量具测量法。
量具测量法是一种简单直观的同轴度测量方法。
通常使用千分尺、内径千分尺或者同轴度量具进行测量。
首先,将被测零件放置在测量台上,然后使用量具在不同位置进行测量,记录下各个位置的测量数值。
通过比较这些数值,可以得出零件的同轴度情况。
这种方法简单易行,但是需要操作人员具有一定的测量经验和技巧。
2. 对刀测量法。
对刀测量法是一种常用的同轴度测量方法。
通常使用对刀仪进行测量。
首先,将对刀仪装配在被测零件上,然后旋转对刀仪,通过对刀仪上的指示器来观察被测零件的同轴度情况。
这种方法操作简单,测量结果直观,可以快速判断出零件的同轴度情况。
3. 光学测量法。
光学测量法是一种高精度的同轴度测量方法。
通常使用光学投影仪或者激光测量仪进行测量。
通过投影仪或者激光仪器的高精度测量,可以得到被测零件各个位置的同轴度情况。
这种方法测量精度高,但是设备成本较高,操作复杂,需要专业的操作人员进行操作。
4. 数控测量法。
数控测量法是一种现代化的同轴度测量方法。
通过数控测量设备,可以实现对被测零件的高精度测量,同时可以进行数据分析和处理。
这种方法操作简单,测量精度高,可以快速得出被测零件的同轴度情况。
但是设备成本较高,需要专业的操作人员进行操作。
总结。
同轴度的测量是工程制造中非常重要的一环,正确而有效地测量同轴度可以帮助提高零件的装配质量和工作性能。
在实际操作中,可以根据需要选择合适的测量方法,如量具测量法、对刀测量法、光学测量法和数控测量法等。
每种方法都有其特点和适用范围,需要根据具体情况选择合适的方法进行测量。
同时,操作人员需要具备一定的测量经验和技巧,以确保测量结果的准确性和可靠性。