工程品质管理表HW-1
- 格式:pdf
- 大小:306.39 KB
- 文档页数:6
文控中心文件管理办法文件编号:版本/次:发布:实施:1、目的:确保质量/环境/安全管理体系的所有文件、资料均能保持其有效性和适用性,并且能够安全有效地被管理与使用。
2、适用范围:凡本公司质量、环境、职业健康安全管理体系文件、技术文件、作业指导书,外来资料与文件均适用。
3、职责:4.1品质部负责文控室及文控资料的管理工作。
4.2各部门负责人负责本部门受控文件的草拟、审核、修订和提报工作。
4.3管理部负责各部门文件的复核工作,总经理、管理者代表负责审批工作。
4、定义公司各部门受控文件集中保管、集中管理和使用。
5、管理规定5.1文控中心的主要职责:a.制订和组织实施公司有关于文件、资料工作的规章制度。
b.负责公司文件和有关资料的收集、整理、分类、鉴定、保管、保护、统计等工作。
c.严格执行保密,做好文件资料密级划控和守密、解密工作。
d.开展文件、资料宣传、咨询活动,做好文件、资料开发和利用工作,主动为公司各项工作和员工服务。
e.开展文件资料编研工作和信息开发交流工作,发挥文件资料的信息源作用。
f.发挥文件资料的教育功能,将文控中心办成公司培训、教育基地之一。
g.每年对文件资料进行一次清理,清除不必要保存的材料;对破损和褪色的材料进行修补和复制。
h.资料外借需填写《文件资料借阅登记表》,并办理登记手续,按时归还,归还时需确认是否残缺。
5.2文件材料的管理工作5.2.1文件资料材料的收集:a.确立归档范围、归档时间、保管期限(保管期限分永久保存、保存10年、3年、1年等);注明文件的版本号或编号。
b.对遗缺不全的文件资料,采取不同措施,积极收集齐全。
c.及时催办理完毕的文件上交回收,在检查齐全后整理立卷归档。
5.2.2文件资料的归档、建档与管理:a.区分全宗,确定定档单位。
b.分类:依据文件资料来源、时间、题目、内容、字母顺序分成若干层次和类别。
份类除按大类外,同时按部门、是否保密、保密程度来分。
1)大类分为:一级文件:QES;二级文件:QP;三级文件(规范、制度、标准):QW;WI:作业指导书;四级文件:QR。
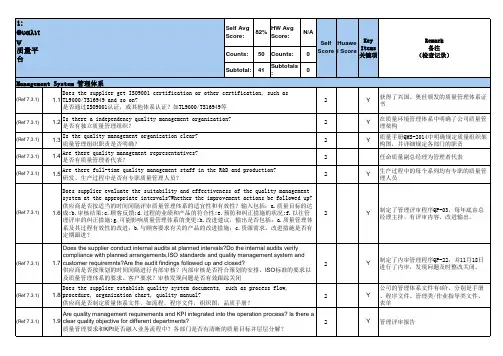
华为技术有限公司计划工作手册文件编号:Q-OP-MD-016 1. 目的:对整个计划工作进行文件规范化,使每个计划工程师按标准程序办事,提高工作效率,方便新员工培训。
2. 适用范围:指导计划工程师的日常工作。
3. 职责3.1物流统筹部计划主任、主管、经理负责对计划工程师日常工作进行监督。
4. 程序4.1 客户CO4.1.1 客服部收到CO, 由商务负责人确认定单单价等无误后由定单录入员入系统。
新加坡项目新加坡负责录入四班,深圳项目深圳负责录入四班,一个工作日完成。
4.2 CO—PO ----MO(自产自销部分)4.2.1 计划工程师在CO入四班后根据CO的数量、交期、定额产能、一个工作日内在SZMIS系统完成MPS的编排工作,具体编排和操作见《SZMIS操作手册》。
4.2.2 计划工程师在MPS排好后次日,从狐狸头里提取缺料报告,路径:计划\缺件报告\执行\产品系列……4.2.3 根据缺料报告结果,同时结合四班SDAL模块界面分析,在PR系统中提交PR, 注意:PR中字段蓝色部分为当天必须提交采购需求,其他材料可酌情提交。
PR提交操作参见程序《PR系统概念规划与操作手册》。
4.2.4 计划文员于当天Import PR进四班并打印PO。
4.2.5 计划工程师于第二天确认PO是否有Import进四班,如果没有,计划工程师需要重新提交。
4.2.6 计划主管及经理一个工作日内完成PO审批、签字。
4.2.7 总经理于计划经理签字次日完成PO审批、签字。
4.2.8 计划文员传真PO给供应商,并确认回传。
4.2.9 供应商3天未回传,计划工程师打电话跟踪供应商回传。
4.2.10 计划工程师根据生产计划跟料,包括进料后IQC检验及材料确认,如果有MRB材料,则需召集相关项目成员(PIE\QE)给处理意见。
4.2.11 料齐且经检验OK后于开工前一天通知仓库发料并将材料上线。
4.2.12 如果属于SMT计划,计划工程师需要通知SMT计划文员排小时计划,ME部程序组排完Z位后方可通知仓库发料。
电子厂bom清单模板篇一:研发交付工厂文件清单确认表研发交付生产文件清单确认表产品项目名称:评审日期: NO:文件编号:TD-002/A 保存期限:2年篇二:CQC工厂检查文件记录清单德信诚培训网CQC工厂检查文件记录清单程序文件:(一)认证标志的保管使用控制程序;需要修订(二)产品变更控制程序;(三)文件和资料控制程序;(四)质量记录控制程序;(五)供应商选择评定和日常管理程序;需要修订(六)关键元器件和材料的检验或验证程序;需要修订(七)关键元器件和材料的定期确认检验程序;需要修订(八)生产设备维护保养制度;需要修订(九)例行检验和确认检验程序;需要修订(十)不合格品控制程序;(十一)内部质量审核程序;(十二)与质量活动有关的各类人员的职责和相互关系;三阶文件:1)BOM表、工艺作业指导书(列出主要生产过程,并识别出关键工序, 如焊接、装配等)、2)检验标准:原材料检验标准、成品检验标准3)仪器设备操作规程;保养计划、点检记录4)管理制度等:车间制度、及公司规章制度记录:(一)对供应商进行选择、评定和日常管理的记录;1)供应商选择与评定程序文件或者规范,以及评定审核计划;2)完整的合格供应商目录清单,需要经过审批;3)口头上对于采购工作的询问(二)关键元器件和材料的进货检验/验证记录及供货商提供的合格证明;1)供应商提供的出厂或者出货检验报告;或者供应商获得的第三方认证机构颁发的有效证书;(三)产品例行检验和确认检验记录;记录表单(四)检验和试验设备定期进行校准或检定的记录;1)设备、仪器点检表;2)外校证书或计划(五)例行检验和确认检验设备运行检查的记录;1)设备、仪器点检表;2)校验计划;设备保养规范或者计划(六)不合格品的处置记录;1)存放区域、标识、隔离、评审、处置、记录、返修、返工、报废品2)返工返修后产品是否可追溯(七)内部审核的记录;1)内审计划(包括计划、内审报告、不符合项报告、检查记录、一致性控制、纠正措施、顾客投诉)、2)内审总结报告(八)顾客投诉及采取纠正措施的记录;1)顾客投诉清单2)纠正措施(处理方式,分析记录、回复的报告等)(九)零部件定期确认检验记录;1)程序文件要包含:检验项目、技术要求、频次、放行准则等。
类别铝合金材料检验试验规范制定日期2012-05-23技术文件页次Page 9 of 15a)弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:b)配有两支辊和一个弯曲压头的支辊式弯曲装置, 见图1c)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置, 见图2虎钳式弯曲装置, 见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定, 支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注: 此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2), 弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆, 其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3), 可以配置加力杠杆。
弯曲压头直径应按照产品标准要求, 弯曲压头宽度应大于试样宽度或直径。
8.4.试样类别铝合金材料检验试验规范制定日期2012-05-23技术文件页次Page 11 of 15F8.6.试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
如未规定具体要求, 弯曲试验后不使用放大镜观察, 试样弯曲外表面无可见裂纹应评定为合格。
8.6.2 以相关产品标准要求规定的弯曲角度作为最小值;若规定弯曲压头直径, 以规定的弯曲压头直径作为最大值。
8.7 试验报告a)试验报告至少应包括以下内容:b)本标准编号;c)试样标识(材料牌号, 取样方向)d)试样的形状和尺寸e)试样条件(弯曲压头直径, 弯曲角度)f)与标准的偏差g)试验结果评定9.铝型材管材压扁试验(GB246-2007)9.1 范围规定了测定圆形横截面金属管塑性变形能力的压扁试验方法, 包括显示其缺陷。


施工现场质量管理检查表
一、人员管理
1. 现场管理人员是否持有有效证件上岗,证件是否在有效期内。
2. 现场施工人员是否经过培训,是否熟悉施工工艺和操作规程。
3. 现场管理人员和施工人员是否遵守安全生产规定,佩戴安全防护用品。
二、材料管理
1. 材料进场时是否有合格证明,是否符合设计要求。
2. 材料存放是否符合要求,是否有防潮、防尘、防锈等措施。
3. 材料使用是否符合设计要求,是否有浪费和违规使用情况。
三、设备管理
1. 设备是否符合设计要求,是否有合格证明。
2. 设备安装是否牢固,安全防护装置是否齐全有效。
3. 设备使用是否符合操作规程,是否有定期维护和保养。
四、工艺管理
1. 施工工艺是否符合设计要求,是否有工艺流程图和操作规程。
2. 施工过程是否按照工艺要求进行,是否有质量检测和控制。
3. 对于隐蔽工程,是否有验收记录和签字手续。
五、安全管理
1. 施工现场是否有安全管理制度和安全责任制。
2. 安全设施是否齐全有效,是否存在安全隐患。
3. 是否有定期进行安全检查和整改记录。
六、环境管理
1. 施工现场是否整洁有序,是否有扬尘、噪音等污染。
2. 施工废弃物是否按规定处理,是否有环保措施。
3. 是否存在违反环保规定的情况。
现场CI 管理办法(HW-XM-10)1 目的规范公司施工现场CI ,树立公司良好的企业形象。
2 适用范围本办法适用于所有公司承建的项目。
3 职责3.1 品质安全保证部3.1.1负责建立并保持本办法。
3.1.2负责现场CI 制品的制作。
3.2 项目经理部3.2.1项目经理组织现场CI 的策划。
3.2.2质安员和材料员负责现场CI 的实施。
3.2.3质安员负责现场CI 的监督和维护。
4 工作程序4.1 工作流程4.2 常用组合规范(1)简称组合规范工地大门 工地围墙现场办公室 楼面形象 人员着装 机械设备CI 管理CI 形象要点CI 形象要点 现场CI 策划现场CI 实施现场CI 监督、维护A:横式组合规范B:上下组合规范C:竖式组合规范(2)全称组合规范比例、格式同上,字数相应增加。
4.3 现场CI执行要点4.3.1 施工现场主出入口形象●图牌位置:施工现场主入口显要处应悬挂室外施工图牌,施工现场主出入口指大楼主要出入口或施工现场局部主要出入口。
●图牌内容:从左至右依次为:公司CI形象牌、公司简介、工程概况表、施工平面布置图、现场质量管理规定、安全生产管理规定、文明施工及环境保护管理规定。
●工程平面图上应标明:施工区域、办公室、仓库、现场主要出入口、卫生间、配电间、一/二级配电箱、消防灭火器、施工现场用水点和总水闸等位置。
●图牌规格:图牌为长方形,高宽比为3∶2,固定方式自定。
●图牌材料:板材为白色PVC塑胶板。
●标准组合:组合形象为单体组合,在施工图牌左侧单独设置一图牌,绘制成B 式组合规范。
底色为白色,标志和字体为蓝色,辅助图形为灰色;其他施工图牌题目为红色,内容字体颜色为蓝色。
如下图:4.3.2 现场办公室形象(1)项目经理部名牌●图牌位置:项目经理部牌应悬挂于工地办公区入口显要处。
●图牌内容:见图例。
●图牌规格:图牌为长方形,长宽比为3∶2,尺寸建议为60cm×40cm。
本规范适用于**内各类设备设施的命名编号,以确保每一设备标识的唯一性和直观性。
设备的命名编号由各设备主管依照本规范组织进行,并在设备清单中记录。
1.设备编号规则:
1.1第一部分表示设备的类别:取设备名称的汉语拼音首字母(大写,一般不超过三个),
具体规定见表1-1;
1.2第二部分表示设备的地址信息:主机设备或分布较集中的设备可不显示设备的地址信息,
末端设备或分布区域较广的设备必须显示地址信息,具体规定见表1-2; 1.3第三部分表示设备的管理等级:用小写英文字母表示,具体规定见表1-3;
1.4第四部分表示单位设备序号,用数字1,2,3……表示。
无地址编号的主机设备按区域内
设备总数依次编号;有地址编号的设备按同址内设备总数依次编号。
强电系统配电柜/箱、电机及其上级设备、空水系统管径150MM 以上闸阀及其上级设备、弱电与消防系统所有末端设备均需编号。
例:
表示:B座1层的1号控制柜,管理等级为a 级。
表1-1设备类别编号规则
设备类别
地址信息 设备序号 设备等级
表1-2地址编码规则
表1-3设备管理等级规定
2.设备标识牌
2.1标识内容
2.1.1设备名称
2.1.2设备编号:命名编号
2.1.3管理责任人:指定对本设备进行管理的责任岗位2.1.4区域:本设备供应/控制/覆盖的区域
2.2适用范围
表1-1中所有带※的设备。
2.3制作与安装
依照集团商管公司VI手册的要求统一制作。
安装在设备柜面、门面及外表面上,同类设备安装的位置应统一。