钢构件组装检查记录
- 格式:doc
- 大小:62.00 KB
- 文档页数:2
钢构件组装工程检验批质量验收记录钢构件是一种广泛应用于建筑和工程领域的材料,其组装工程是确保施工质量和安全性的关键环节。
为了确保钢构件组装工程的质量,进行检验批质量验收是必不可少的。
以下是一份钢构件组装工程检验批质量验收记录,用于记录和评估组装工程的质量。
工程名称:XXX大楼钢构件组装工程施工单位:XXX建筑工程有限公司监理单位:XXX监理有限公司验收单位:XXX工程质量检测中心一、检验批概况:本次检验批共包括XX根不同规格和型号的钢构件,总计约XXX吨。
具体情况如下:1.钢构件规格及型号:(详细列举)2.钢构件数量及重量:(详细列举)二、检验批验收基础1.钢构件组装施工图纸及技术要求;2.监理单位提供的施工检验批计划和质量控制要求;3.钢构件制造商提供的产品合格证书和相关测试报告;4.监理单位提供的钢构件制造过程监测记录;5.施工单位提供的检验批施工记录。
三、检验批验收内容及标准1. 钢构件尺寸和几何形状检查:按照施工图纸要求进行测量和检查,误差控制在±5mm以内。
2.钢构件表面质量检查:检查钢构件表面是否有明显的裂纹、氧化、锈蚀等缺陷。
3.钢构件焊缝质量检查:检查焊缝的焊接质量,包括焊缝的坡口形状、焊缝的宽度、焊缝的均匀性等。
4.钢构件连接件检查:检查连接件的型号、规格是否符合要求,连接是否紧固可靠。
5.钢构件防腐处理检查:检查钢构件的防腐处理是否达到要求,如喷涂厚度、防腐涂层附着力等。
6.钢构件竖直度和垂直度检查:检查钢构件在安装过程中的垂直度和竖直度是否符合要求。
四、检验批验收结果根据以上检查内容及标准进行检查,现对本次检验批的验收结果进行总结如下:1.钢构件尺寸和几何形状检查:合格/不合格;2.钢构件表面质量检查:合格/不合格;3.钢构件焊缝质量检查:合格/不合格;4.钢构件连接件检查:合格/不合格;5.钢构件防腐处理检查:合格/不合格;6.钢构件竖直度和垂直度检查:合格/不合格。
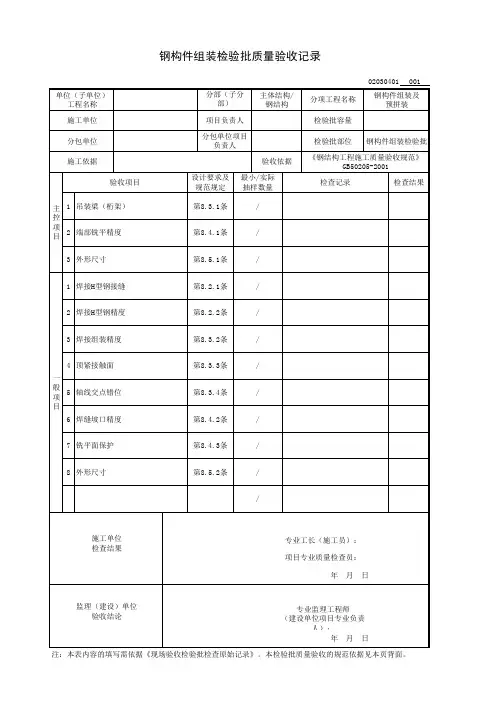
钢构件组装工程查验批质量查收记录
0 20406□□
单位(子单位)工程名称
分部(子分部)工程名称查收部位
施工单位项目经理
分包单位分包项目经理
施工履行标准名称及编号
施工质量查收规范的规定施工单位检查评定记录监理 ( 建设 ) 单位查收记录主 1 吊车梁(桁架)第条
2 端部铣平精度第条
控
项
3外形尺寸第条
目
1焊接 H型钢接缝一
2焊接H型钢精度
般 3焊接组装精度
4顶紧接触面
项
5轴线交点错位第 8.2.1 条第 8.2.2 条第 8.3.2 条第 8.3.3 条第 8.3.4 条
6焊缝坡口精度第条
目
7 铣平面保护第条
8 外形尺寸第条
专业工长(施工员)施工班组长
施工位检查评定结果
项目专业质量检查员:年月日
监理 ( 建设 ) 单位查收结论
专业监理工程师:
( 建设单位项目专业技术负责人) 年月日。
钢构件组装检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分钢构件组装工程可按钢结构制作工程检验批的划分原则划分为一个或若干个检验批。
钢零件及钢部件加工工程可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目8.3.1 吊车梁和吊车桁架不应下挠。
检查数量:全数检查。
检验方法:构件直立,在两端支承后,用水准仪和钢尺检查。
8.4.1 端部铣平的允许偏差应符合表8.4.1的规定。
检查数量:按铣平面数量抽查10%,且不应少于3个。
检验方法:用钢尺、角尺、塞尺等检查。
检查数量:全数检查。
检验方法:用钢尺检查。
8.2.1 焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。
翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300mm,长度不应小于600mm。
检查数量:全数检查。
检验方法:观察和用钢尺检查。
8.2.2 焊接H型钢的允许偏差应符合附录C中表C.0.1的规定。
检查数量:按钢构件数抽查10%,宜不应少于3件。
检验方法:用钢尺、角尺、塞尺等检查。
8.3.2 焊接连接组装的允许偏差应符合附录4中表4.0.2的规定。
检查数量:按构件数抽查10%,且不应少于3个。
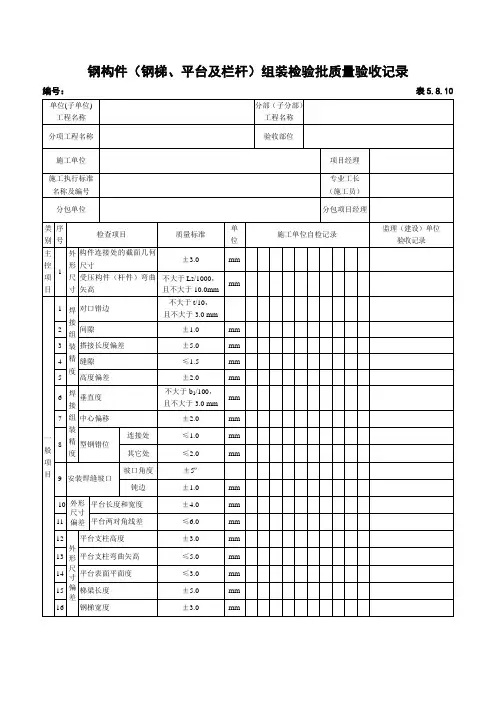
整理钢构件钢梁组装检验批质量验收记录一、前言随着现代建筑结构的不断发展和进步,钢结构的应用也日益广泛。
在钢结构制造施工过程中,组装是一个非常重要的环节。
组装质量的好坏直接关系到钢结构的使用效果和安全性。
为了保证钢结构的组装质量,需要对组装过程进行严格的检验和质量验收。
本文档旨在整理钢构件钢梁组装检验批质量验收记录,以供相关人员参考和使用。
二、检验内容2.1 钢材质量检验在进行钢结构组装之前,需要对各种钢材进行质量检验。
主要检验内容包括:1.规格尺寸:检查钢材外形、截面尺寸、长度等是否符合设计要求;2.表面质量:检查钢材表面有无裂纹、氧化皮、锈蚀等影响钢材使用的缺陷;3.化学成分:通过化学分析方法检测钢材的化学成分是否符合标准要求;4.机械性能:通过拉伸试验、冲击试验等方法检测钢材的机械性能是否符合标准要求。
在钢材质量检验合格后,才能进行钢结构的下一步组装工作。
2.2 钢梁组装前的检验在进行钢梁组装之前,需要进行一系列的检验。
主要内容包括:1.检查各步构件是否到位,并进行编号记录;2.检查各步构件与轴线梁是否交叉嵌合;3.检查各步构件的互相嵌合是否考虑到后续钢结构连接处;4.检查各步构件的配合是否紧密,并记录各步构件间垂直度和平行度;5.记录各步构件的编号,并与设计图进行比对,确保未发生混淆;6.确认各步构件已经按照正确的方向和方式进入相应的位置,无误差。
2.3 钢梁组装中的检验在进行钢梁组装过程中,需要进行实时的检验。
主要内容包括:1.检查钢结构的装配Hole是否满足标准要求,并合理调整;2.检查每根钢梁本身的有无变形,是否符合精度要求;3.检查钢梁是否与轴线对齐,确定是否需要调整;4.检查各种连接件的安装是否符合设计要求,并且连接件是否紧固可靠;5.确认各步骤的构件已经完整拼合,无缺失,无松动。
2.4 钢梁组装后的检验在进行钢梁组装完成之后,需要进行一系列的检验。
主要内容包括:1.检查各步骤之间钢梁的连接、刚度、位置等是否符合施工图;2.检查各种连接件的安装是否符合要求,连接部位是否存在裂纹、压痕、焊缝质量问题等;3.确认组装质量符合设计要求;4.对组装过程中出现的问题进行记录,并进行整理。
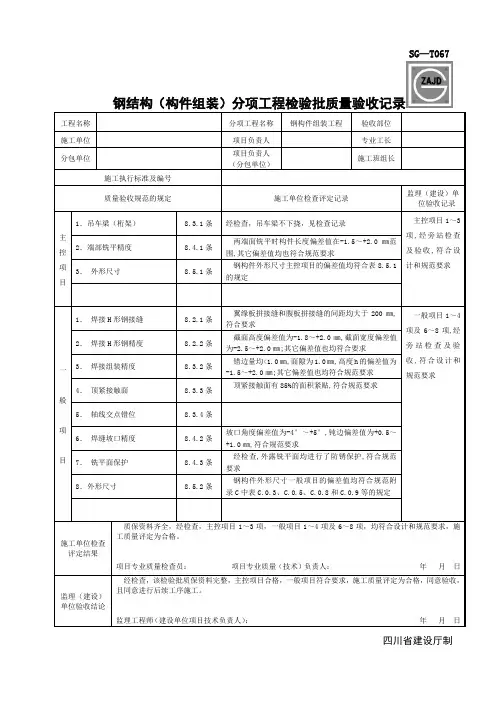
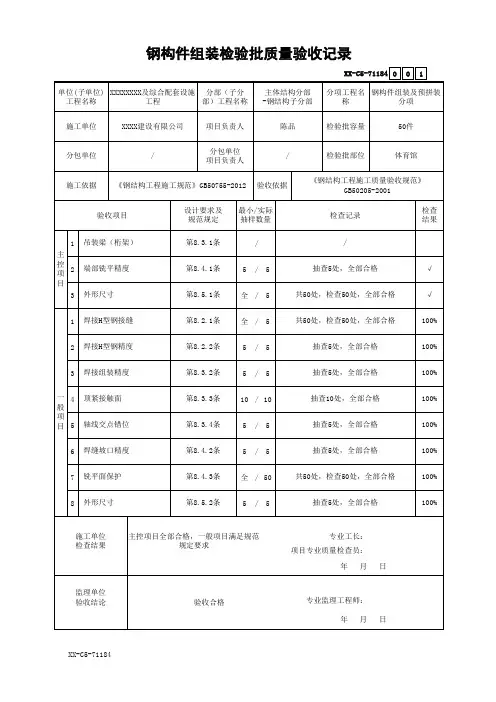
SG—T067钢结构(构件组装)分项工程检验批质量验收记录工程名称分项工程名称钢构件组装工程验收部位施工单位项目负责人专业工长分包单位项目负责人(分包单位)施工班组长施工执行标准及编号质量验收规范的规定施工单位检查评定记录监理(建设)单位验收记录主控项目1.吊车梁(桁架)8.3.1条经检查,吊车梁不下挠,见检查记录主控项目1~3项,经旁站检查及验收,符合设计和规范要求2.端部铣平精度8.4.1条两端面铣平时构件长度偏差值在-1.5~+2.0㎜范围,其它偏差值均也符合规范要求3.外形尺寸8.5.1条钢构件外形尺寸主控项目的偏差值均符合表8.5.1的规定一般项目1.焊接H形钢接缝8.2.1条翼缘板拼接缝和腹板拼接缝的间距均大于200㎜,符合要求一般项目1~4项及6~8项,经旁站检查及验收,符合设计和规范要求2.焊接H形钢精度8.2.2条截面高度偏差值为-1.8~+2.0㎜,截面宽度偏差值为-2.5~+2.0㎜;其它偏差值也均符合要求3.焊接组装精度8.3.2条错边量均<1.0㎜,面隙为1.0㎜,高度h的偏差值为-1.5~+2.0㎜;其它偏差值也均符合规范要求4.顶紧接触面8.3.3条顶紧接触面有85%的面积紧贴,符合规范要求5.轴线交点错位8.3.4条6.焊缝坡口精度8.4.2条坡口角度偏差值为-4°~+5°,钝边偏差值为+0.5~+1.0㎜,符合规范要求7.铣平面保护8.4.3条经检查,外露铣平面均进行了防锈保护,符合规范要求8.外形尺寸8.5.2条钢构件外形尺寸一般项目的偏差值均符合规范附录C中表C.0.3、C.0.5、C.0.8和C.0.9等的规定施工单位检查评定结果质保资料齐全,经检查,主控项目1~3项,一般项目1~4项及6~8项,均符合设计和规范要求,施工质量评定为合格。
项目专业质量检查员:项目专业质量(技术)负责人:年月日监理(建设)单位验收结论经检查,该检验批质保资料完整,主控项目合格,一般项目符合要求,施工质量评定为合格,同意验收,且同意进行后续工序施工。
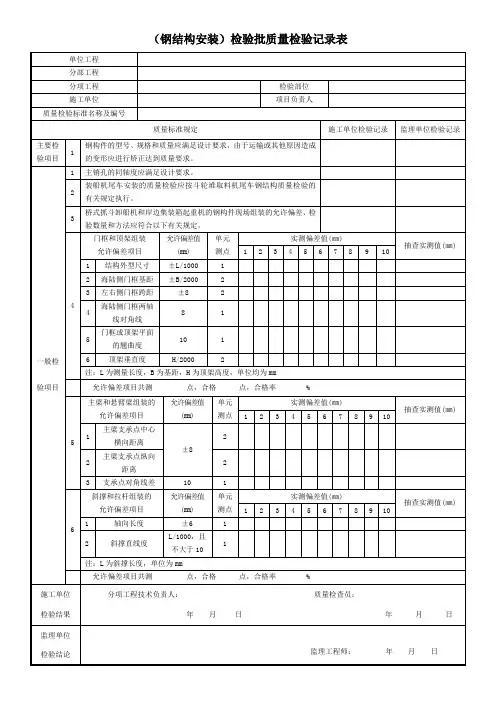
钢构件预拼装检验批质量验收记录一、工程名称:二、单位名称:三、拼装构件名称:四、生产单元/生产厂家名称:五、检验单位名称:六、检验日期:七、检验人员:八、质量验收记录:1.前期准备工作在进行钢构件预拼装之前,质量检验人员要先进行前期准备工作的检查记录。
包括确认预拼装所用的钢构件材料的质量证明书和检测报告的完整性和准确性,检查构件的型号、规格、批次和数量是否与合同要求一致,检查钢构件的表面是否有裂缝、变形、氧化和锈蚀等缺陷,以及检查焊接接头是否牢固、无明显的裂纹和缺陷等情况。
(1)钢构件的组装记录针对每个预拼装的钢构件,按照规范要求记录下每个构件的编号、批次、规格、尺寸等信息。
记录中应包括构件组装的顺序和方式,焊接接头的位置、样式和焊接工艺等信息。
同时还需要记录下组装使用的工具、设备和检测仪器的名称、型号和检定情况。
(2)结构尺寸的检测记录对预拼装的钢构件进行结构尺寸的检测。
检测过程中需要使用规定的测量工具和设备,记录下每一个测量点的尺寸和误差。
特别是对于关键连接处和焊接接头周围的尺寸,要进行精确的测量和记录。
(3)可靠性和刚度的测试记录对预拼装的钢构件进行可靠性和刚度的测试。
测试过程中要使用专业的测试仪器和设备,记录下每次测试的结果和数据。
测试结果应符合合同或规范要求,证明预拼装的钢构件具有足够的可靠性和刚度。
3.质量验收结论根据对预拼装钢构件的检测和测试结果,结合合同和规范要求,进行质量验收结论。
如果发现有明显的质量问题,如构件尺寸偏差超过规定范围、焊接接头存在缺陷等,应按照规定要求对问题进行处理,并记录下相应的处理措施和结果。
如果预拼装的钢构件达到了合同要求和规范要求,验收结论为合格,可以进行下一步的施工工序。
九、附件:1.预拼装图纸2.钢构件材质证明书和检测报告3.检测仪器和设备的检定证书4.结构尺寸的测量记录表5.可靠性和刚度的测试结果记录以上为钢构件预拼装检验批质量验收记录,共计1200字。
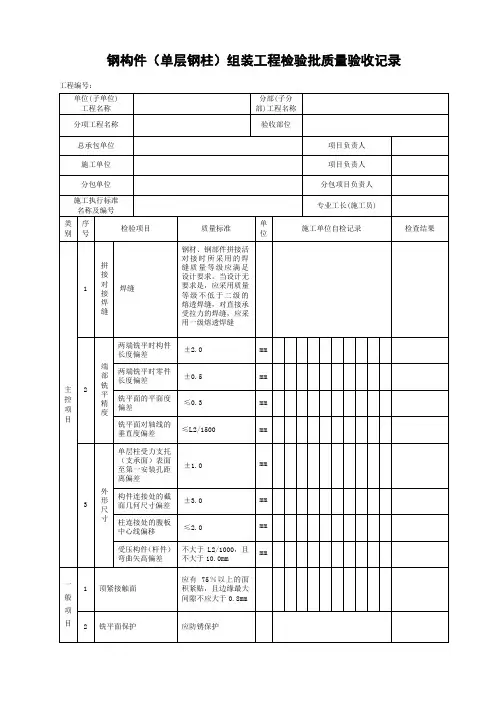
钢构件组装检查记录(多节钢柱)
注:此表按需要与其他“钢构件组装记录”表组合使用。
“钢构件组装检查记录检查记录(多节钢柱)”填写说明
钢构件外形尺寸
I 主控项目
1、钢构件外形尺寸主控项目的允许偏差应符合下表的规定
检查数量:全数检查。
检验方法:用钢尺检查。
钢构件外形尺寸主控项目的允许偏差(mm)
项目允许偏差单层柱梁桁架受力支托(支承面)表面至
第一个安装孔距离±1.0
多节柱铣平面至第一个安装孔距离±1.0
实腹梁两端最外侧安装孔距离±3.0
构件连接处的截面几何尺寸±3.0
柱梁连接处的腹板中心线偏移 2.0
受压构件(杆件)弯曲矢高L/ 1000 且不应大于 10.0
一般项目
1、钢构件外形尺寸一般项目的允许偏差应符合本规范附录C 中表 C.0.3~C.0.9 的规定。
检查数量:按构件数量抽查 10%且不应少于3 件。
检验方法:见本规范附录C 中表C.0.3~表C.0.9
图例。