夹具基础知识
- 格式:ppt
- 大小:4.27 MB
- 文档页数:100
组合夹具基本知识介绍文章目录[隐藏]• 1.组合夹具的工作原理及特点• 2.组合夹具的应用场合• 3.组合夹具的基本元件•(1)基础件。
•(2)支撑件。
•(3)定位件。
•(4)导向件。
•(5)压紧件。
•(6)紧固件。
•(7)组合件。
•(8)其他件。
组合夹具自20世纪40年代以来,在世界上一些国家中采用并得到迅速发展。
我国从50年代开始使用,目前已形成了一套完整的组合夹具体系。
它对保证产品质量,提高劳动生产率,降低成本,缩短生产周期等都起着重要的作用。
1.组合夹具的工作原理及特点组合夹具是在机床夹具零部件标准化基础上发展起来的一-种新型的工艺装备,其工作原理类似于,“搭积木”,如图1所示,它是由一套结构、尺寸已规格化、系列化和标准化的通用元件和合件,在较短的时间内组装套满足工件加工要求的专用夹具。
使用完毕后,又可拆卸成单个元件(合件不拆开),经洗净后入库存放,待再次组装新的夹具。
由此可见,组合夹具就是一种零件、部件可以多次重复使用的专用夹具。
由于它是以组装代替设计和制造,具有如下特点。
图1槽系组合钻模元件分解图1-其他件; 2-基础件; 3-合件; 4-定位件; 5-紧固件; 6-压紧件; 7-支撑件; 8-导向件(1)灵活多变,适应范围广,可大大缩短生产准备周期。
(2) 可节省大量人力物力,减少金属材料的消耗。
(3)可大大减少存放专用夹具的库房面积,简化了管理工作。
其不足之处是外形尺寸较大、笨重,且刚性较差;此外,由于所需元件的储备量大,故一次性投资费用高。
2.组合夹具的应用场合组合夹具使用上的临时性、组合性和多变适应性,使得组合夹具特别适用于生产准备周期很短的临时突击性生产任务,以及新产品的试制、产品的品种多变或单件小批量生产的情况。
但由于组合夹具应用的初始投资较大,其正常循环应用需要一定的生产规模相配合,所以在小企业中往往难以推广,一般多在固定行业的大中型企业得到较快的推广,并取得较好的长期经济效益。


夹具设计培训标题:夹具设计培训一、引言在现代制造业中,夹具作为一种重要的工艺装备,对提高生产效率、保证产品质量具有举足轻重的作用。
夹具设计培训旨在培养具备夹具设计、制造、调试和维护能力的专业人才,以满足我国制造业对夹具设计人才的需求。
本文将从夹具设计的基本概念、培训目标、课程设置、教学方法等方面进行详细阐述。
二、夹具设计基本概念1. 夹具的定义:夹具是一种用于定位、支撑、固定工件,以便进行加工、测量和装配的工艺装备。
2. 夹具的分类:根据夹具的功能和用途,可分为定位夹具、夹紧夹具、复合夹具等。
3. 夹具的组成:夹具通常由定位元件、夹紧元件、导向元件、支撑元件、连接元件和辅助元件等组成。
三、培训目标1. 掌握夹具设计的基本理论和方法。
2. 熟悉各类夹具的结构、原理和应用。
3. 具备夹具设计、制造、调试和维护的能力。
4. 能根据工件加工要求,独立完成夹具的设计和选用。
5. 了解夹具行业的发展动态和技术趋势。
四、课程设置1. 夹具设计基础知识:夹具概述、夹具分类、夹具组成、夹具设计原则等。
2. 定位元件设计:定位原理、定位误差分析、定位元件选用等。
3. 夹紧元件设计:夹紧原理、夹紧力计算、夹紧元件选用等。
4. 导向元件设计:导向原理、导向误差分析、导向元件选用等。
5. 支撑元件设计:支撑原理、支撑元件选用等。
6. 连接元件设计:连接原理、连接元件选用等。
7. 夹具控制系统设计:气动、液压、电动控制系统原理及设计。
8. 夹具制造工艺:夹具加工工艺、装配工艺、调试工艺等。
9. 夹具设计实例:各类夹具设计案例分析。
10. 夹具新技术与发展趋势:自动化、智能化夹具技术,绿色制造与可持续发展等。
五、教学方法1. 理论教学:采用课堂讲授、案例分析、专题讨论等形式,系统讲解夹具设计相关理论和方法。
2. 实践教学:设置课程实验、实习等环节,让学生动手操作,提高实际操作能力。
3. 企业实践:组织学生到企业参观实习,了解夹具在实际生产中的应用,增强学生的实践能力。
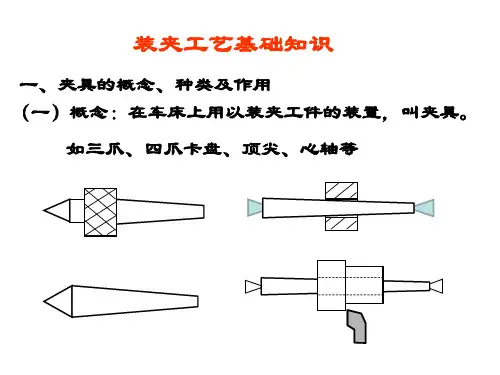
夹具(工件)定位基础知识一、夹具简述夹具的主要作用:定位和夹紧。
夹具的组成:定位元件,夹紧装置,顶出装置,夹具体。
常用的夹具体为铸造结构,锻造结构和焊接结构。
夹具的分类:通用夹具,专用夹具,可调夹具,组合夹具,自动线夹具等五类。
焊装夹具是装配夹具和焊接夹具的组合,它属专用夹具,专用夹具的定义:针对某一工件某一工序的加工要求而专门设计和制造的夹具。
专用夹具常用于产品大批量生产。
夹具的设计要求:1、保证工件的正确定位;2、保证操作方便、安全;3、要有一定的使用寿命;4、要满足生产节拍;5、夹紧力要适当,既能使工件在焊接时不产生移动,又要保证工件不被夹变形;还有其他方面的一些要求。
二、工件的自由度一个工件共有六个自由度,分别是:沿X 、Y 、Z 轴有不同位置(即沿X 、Y 、Z 轴的移动,分别用X 、Y 、Z 表示),也可以绕X、Y 、Z轴回转方向有不同位置(即绕X 、Y 、Z表示),见下面示意图。
三、工件的定位原则六点定位原则,即3(面)、2(线)、1(点)定位原则。
见下图:当工件与A 面(1、2、3点)接触时,限制自由度Z 、三个自由度;与B 面(4、5点)接触时,限制X 、两个自由度;与C 面(6点)接触时,限制Y 一个自由度。
(其中A 面称为定位基面、B 面称为导向基面、C 面称为定程基面)。
3、2、1定位法称为完全定位法。
四、常见定位方式1、完全定位,刚好限制6个自由度;2、不完全定位(限制自由度少于6个,也称欠定位,定位不足);造成的后果是工件定位不稳定,焊接后尺寸不稳定;3、过定位(一个自由度被重复限制);会造成三个后果:工件变形、在夹具上上下件都很困难、定位元件损坏或松动;五、典型单一定位形态的特点六、主定位和辅定位起主要定位作用的是主定位元件(销),一般是圆形销或是主基准面;起辅助定位作用的是辅定位元件(销),一般是菱形销或辅基准面。
主定位销可以同时限制多个自由度,而辅定位销一般只限制一到两个自由度。
工装夹具、模具基础知识及结构夹具基本知识A、工装种类工装在焊装车间有夹具、工位器具、吊具、上位机吊具(涂装)、模具、焊接辅具等。
B、夹具一、组成夹具分为手动和气动,包括电气控制的夹具夹具一般由基准面、角座、规制板、夹爪、定位销、定位面、轴承、夹钳、气缸及气动元件组成。
主要通过定位面、定位销、夹爪进行定位和夹紧,从而确保工件的位置精度。
气动部分由气缸、难燃管、快速接头、控制阀、气动三联件、气压表、三通、球阀组成。
气缸一般有夹紧(CK系列)、薄型(CQ2系列)、轻型(CG1系列)、标准型(CA1系列)等型号。
控制阀有限流阀、手动式、按钮式、滚轮杠杆型、二位五通型、电磁阀等。
快速接头分带螺纹和不带螺纹的,有L、Y、T等型。
二、作用与原理作用:夹具主要作用是夹紧和定位1、工件夹紧原理为使工件在定位件上所占有的规定位置在加工过程中保持不变,就要用夹紧装置将工件夹紧。
才能保证工件的定位基准与夹具上的定位表面可靠地接触,防止在加工过程中移动、振动或变形。
由于工件的夹紧装置是和定位紧密联系的,因此,夹紧方法的选择应与定位方法的选择一起考虑。
在设计夹紧装置时,应考虑夹紧力的选择,夹紧机构的合理设计及其传动方法的确定。
关于夹紧力的选择应包括方向、作用点及大小这三个要素的确定。
夹紧装置选择合适,不仅可以显著地缩短辅助时间,保证产品质量,提高劳动生产率,而且还可以方便工人操作,减轻体力劳动。
夹紧力作用在具体选择时还应注意以下几点:(1)夹紧力合力的作用点一般应靠近支承表面的几何中心,也既作用于支撑三角形的中心。
这样可使夹紧力较均匀地分布在接触表面上。
(2)夹紧力作用点应尽可能靠近加工面,使加工力对于夹紧力作用点的力矩变小,这样可减少工件的转动趋势或振动。
夹紧力作用点的数目增多,能使工件夹紧均匀,提高夹紧的可靠性,减少夹紧力的变形。
2、定位1、在定位时,每个工件在夹具中的位置是不确定的,对同一批工件来说,各件的位置也将是不一致的。