通用刀具明细
- 格式:doc
- 大小:22.00 KB
- 文档页数:1
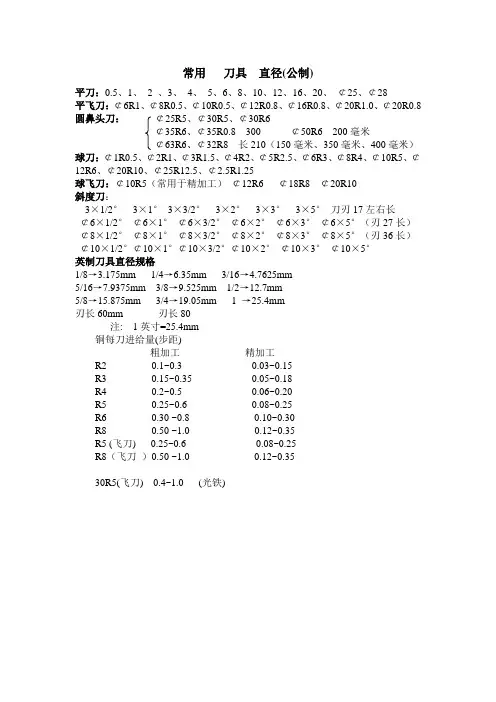
常用刀具直径(公制)平刀:0.5、1、 2 、3、4、5、6、8、10、12、16、20、¢25、¢28平飞刀:¢6R1、¢8R0.5、¢10R0.5、¢12R0.8、¢16R0.8、¢20R1.0、¢20R0.8 圆鼻头刀:¢25R5、¢30R5、¢30R6¢35R6、¢35R0.8 300 ¢50R6 200毫米¢63R6、¢32R8 长210(150毫米、350毫米、400毫米)球刀:¢1R0.5、¢2R1、¢3R1.5、¢4R2、¢5R2.5、¢6R3、¢8R4、¢10R5、¢12R6、¢20R10、¢25R12.5、¢2.5R1.25球飞刀:¢10R5(常用于精加工)¢12R6 ¢18R8 ¢20R10斜度刀:3×1/2°3×1°3×3/2°3×2°3×3°3×5°刀刃17左右长¢6×1/2°¢6×1°¢6×3/2°¢6×2°¢6×3°¢6×5°(刃27长)¢8×1/2°¢8×1°¢8×3/2°¢8×2°¢8×3°¢8×5°(刃36长)¢10×1/2°¢10×1°¢10×3/2°¢10×2°¢10×3°¢10×5°英制刀具直径规格1/8→3.175mm 1/4→6.35mm 3/16→4.7625mm5/16→7.9375mm 3/8→9.525mm 1/2→12.7mm5/8→15.875mm 3/4→19.05mm 1 →25.4mm刃长60mm 刃长80注: 1英寸=25.4mm铜每刀进给量(步距)粗加工精加工R2 0.1~0.3 0.03~0.15R3 0.15~0.35 0.05~0.18R4 0.2~0.5 0.06~0.20R5 0.25~0.6 0.08~0.25R6 0.30 ~0.8 0.10~0.30R8 0.50 ~1.0 0.12~0.35R5 (飞刀) 0.25~0.6 0.08~0.25R8(飞刀)0.50 ~1.0 0.12~0.3530R5(飞刀) 0.4~1.0 (光铁)数控铣床刀具(数控加工中心刀具)一、按直径分类①公制(mm)刀常用直径为:0.5、1 、1.5 、2 、2.5、3 、4 、5 、6、8 、10 、12 、16 、20、25、28 、30 、32 、35、40、50 、63②英制(INCh)刀常用直径为:1/8、1/4、1/2、3/16、5/16、3/8、5/8、3/4、1、1.5 、2二、按刀具材料分类(1)高速工具钢刀具最常见刀具,价格便宜,购买方便但易磨损,损耗较大。

加工高温合金的硬质合金刀具1.加工高温合金的硬质合金刀具材料,宜选择超细微粒硬质合金YS2,YG8W,YG813,YG643,YM052,YM051和钨钴类YG8及钨钛钽(铌)钴类YG8N,YW3,YW4等.其中,YS2,YG8W用于粗加工,其他用于精加工.不宜选择YT类.(进口刀具材料各品牌的编号不一样,要查清楚需要他们材料供应商提供一些资料,难度大些,我手上资料不够,以后有了再介绍).2.刀具合理几何参数选择:前角应选正值,后角稍大些,前面宜磨成圆弧断屑槽形,刃区一般不磨负倒棱.主偏角根据工艺系统刚性来定,刚性好取小些,反之取大些.3.合理选择切削用量.背吃刀量粗加工取1-6mm,精加工0.2-0.5.进给取0.1-0.5mm/r.根据被切削材料查一下切削速度.根据切削温度原理,以700-1000度为宜.4.选择切削液,可选择压力切削油,尽量不选择含硫的切削液.实际加工时,要多做测试和调整,自己的经验比较保险.硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2 ;硬度HRA/用途1、YG3x/ K01/ 1420; 92.5 /适于铸铁.有色金属及合金.淬火钢合金钢小切削断面高速精加工.2、YG6/ K20 /1900; 90.5 /适于铸铁.有色金属及合金.非金属材料中等到切削速度下半精加工和精加工.3、YG6x /K15/ 1800; 92.0/ 适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金钢的中小切削断面高速精加工.半精加工.4、YG6A/ K10/ 1800 ;92.0 /适于冷硬铸铁.球墨铸铁.灰铸铁.耐热合金的中小切削断面高速精加工5、YG8/ K30/ 2200 ;90.0/ 适于铸铁.有色金属及合金.非金属材料低速粗加工.6、YG8N/ K30/ 2100; 90.5 /适于铸铁.白口铸铁.球墨铸铁以及铬镍不锈钢等合金材料的高速切削.7、YG15/ K40/ 2500 ;87.0 /适于镶制油井.煤炭开采钻头.地质勘探钻头.8、YG4C/ 1600; 89.5/ 适于镶制油井.煤炭开采钻头.地质勘探钻头.9、YG8C/ 1800; 88.5 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.10、YG11C/ 2200 ;87.0 /适于镶制油井.矿山开采钻头一字.十字钻头.牙轮钻齿.潜孔钻齿.11、YW1/ M10/ 1400; 92.0 /适于钢.耐热钢.高锰钢和铸铁的中速半精加工.12、YW2/ M20/ 1600; 91.0 /适于耐热钢.高锰钢.不锈钢等难加工钢材中.低速粗加工和半精加工.13、GE1/ M30/ 2000; 91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件.14、GE2 /2500; 90.0 /硬质合金顶锤专用牌号.15、GE3/ M40/ 2600; 90.0 /适于制造细径微钻.立铣刀.旋转挫刀等.16、GE4/ 2600; 88.0/ 适于打印针.压缸及特殊用途的管. 棒.带等.17、GE5 /2800 ;85.0 /适于轧辊.冷冲模等耐冲击材料.。
常见刀具型号及用途1、常用合金刀片牌号、性能及用途:YD05专用于加工各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金材料。
YT726红硬性高,耐磨性好。
适于冷硬铸铁、合金铸铁、淬火钢的车削、铣削。
YT767耐磨性高、抗塑性变形能力好。
适于高锰钢、不锈钢的连续或部断切削。
YT758高温硬度好,耐磨性好。
适于超高强度钢的连续或间断切削。
YT798韧性好,具有很高的抗热震裂和抗塑性变形能力。
适于铣削合金结构钢、合金工具钢,也适于高锰钢、不锈钢的加工。
YT535耐磨性、红硬性高于YT540 并有较高的使用强度。
适于铸、锻钢的连续粗车、粗铣。
ZP10耐磨性及使用强度较高,红硬性好,适合于钢铸钢、可锻铸铁、连续球墨铸铁的精加工和音精加工,还可用于仿形、螺纹车削及铣削加工。
ZP20使用强度和抗冲击性较高,适合于钢、铸钢可锻铁和球墨铸铁的半精加工和浅粗加工。
ZK10SF结晶粒合金,具有较高耐磨性,强度高,抗冲击性好,适合各种铸铁、有色金属及非金属材料的加工,是整体硬质合金孔加工刀具的理想材料。
ZK10SF-1具有良好的耐磨,适合于铸铁、有色金属、非金属材料及淬火钢的精加工,是整体硬直金孔加工刀具的理想材料。
ZK30SF强度高,抗冲击性好,适合于各种铸铁的粗加工和强力切削。
ZK30SF-1结晶粒合金,耐磨性好,使用强度高,通用性好。
适用于在较高速度下粗,精加工各种钢、铸铁、碳钢,高速和快速进给更佳。
ZK10UF适用于各种铸铁及有色金属的精加工和半精加工,也是制作整体硬质合金孔加工工具的理想材料。
ZK10UF-1适合于铸铁的精加工和半精加工,亦可用于合金铸铁、青铜、黄铜、铝及其合金的加工。
ZK20适合于铸铁、冷硬铸铁、低合金铸铁,有色金属及非金属材料的半精加工和浅粗加工。
ZK30UF具有特别优越的韧性,硬度也比较高,适于各种铸铁,有色金属的精加工和强力铣削,特别是作为孔加工刀具十分理想。
ZK30适合于铸铁、铜、铝等有色金属及大理石、塑料等非金属材料的粗加工。
国标刀具规格一、通用刀具的规格(一)螺纹刀1、M1-M3螺纹刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12螺纹刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:55度;刃长:2到3毫米。
(二)穿孔刀1、M1-M3穿孔刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12穿孔刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:60度;刃长:2到3毫米。
(三)锯片1、滑锯片:180mm-200mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
2、链锯片:锯刃长度:50mm-60mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
(四)锯片安装座1、滑锯片:外径:14mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
2、链锯片:外径:16mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
刀具的名称用途和性质刀具是人类最早使用的工具之一,它被设计用于切割、剪断、削减等各种物体,广泛应用于日常生活、农业、工业、科研等领域。
刀具的名称、用途和性质千差万别,下面我将就不同类型的刀具进行介绍。
1. 菜刀:菜刀是一种常见的厨房刀具,它通常用于切割蔬菜、鱼肉等食材。
菜刀的形状比较长而宽,刀刃锋利。
菜刀的主要特点是方便操作、刀口宽大,可以快速而均匀地切割食材。
不同地区和不同用途的菜刀还存在一些细微差异,比如中国的菜刀和日本的料理刀。
2. 水果刀:水果刀是一种小型刀具,用于处理水果。
水果刀的刀刃相对较短而窄,并且经过了特殊处理,使其锋利、薄片。
水果刀的主要作用是削皮、切块和去除果核。
它通常用于切割水果、准备水果沙拉等。
3. 砍刀:砍刀是一种长而宽的刀具,广泛用于伐木、砍柴等工作。
砍刀的刀刃相对宽大而锋利,刀柄较长,以便用户空手握持。
砍刀适用于砍伐大型树木、剖解木料等。
4. 剃刀:剃刀是用于修剪胡须、腋毛、腿毛等人体毛发的刀具。
剃刀的特点是刀刃锋利而薄片,使其能够在皮肤表面顺滑地切割毛发,同时减少刮痕。
剃刀分为电动剃刀和手动剃刀两种类型,适用于不同的个人偏好和具体需求。
5. 医用手术刀:医用手术刀是用于医疗领域的刀具,主要用于切开皮肤和组织,进行手术操作。
医用手术刀的刀刃必须极其锋利并保持高度的卫生标准,以避免引起感染。
医用手术刀通常由医生或外科医生使用,用于进行各种手术,如拆线、开刀等。
6. 硬质合金刀:硬质合金刀又称硬质合金锯片,是用硬质合金制成的刀具。
硬质合金刀用于切割金属、木材、塑料等材料。
硬质合金刀的特点是刀刃硬度极高、耐磨性好,使其能够在长时间使用中保持锋利。
硬质合金刀广泛应用于机械加工、建筑建材等行业。
7. 陶瓷刀:陶瓷刀刀刃由陶瓷材料制成,通常用于切割蔬菜、水果等食材。
陶瓷刀的特点是刀刃极为锋利,且不容易生锈。
由于陶瓷刀的硬度较高且易碎,所以使用时需要注意避免过度力度和避免刀口碰撞。
各种刀具用途刀具是人类生活中非常重要的工具,它们有各种不同的用途。
下面我将介绍一些常见刀具的用途。
1. 厨房刀具:厨房刀具是我们日常生活中最常见的刀具之一。
主要包括菜刀、瓜刀、水果刀、剪刀等。
菜刀主要用于处理各种食材,如切割、剁碎、刮去表皮等。
瓜刀一般用于切开大型水果,如西瓜、哈密瓜。
水果刀则用于切开小型水果,如苹果、橙子。
剪刀用于剪开包装、修剪食材等。
厨房刀具在日常烹饪中起到至关重要的作用。
2. 医疗手术刀具:医疗手术刀具是医生在手术中使用的重要工具。
手术刀具包括手术刀、手术剪、镊子等。
手术刀主要用于开创手术切口,手术剪用于剪开皮肤和组织。
镊子可以用来夹取、拿取组织。
医疗手术刀具的精准和安全性对于一次手术的成功至关重要。
3. 美容美发刀具:美容美发刀具主要包括剃须刀、剪刀、理发刀等。
剃须刀用于男性刮胡子,剪刀用于剪发、修剪发型等。
理发刀则是专业理发师使用的工具,用于修剪、削薄和造型。
美容美发刀具的使用对于个人形象的塑造非常重要。
4. 农耕刀具:农耕刀具主要用于农田和园艺中的作业。
如锄头、镰刀、割草机等。
锄头用于翻地、松土和除草。
镰刀主要用于收割庄稼和修剪植物。
割草机适用于大片草地的修剪。
农耕刀具能够提高农业生产的效率和质量。
5. 野外刀具:野外刀具主要用于野外生存、露营和探索活动中。
如生存刀、多功能刀、折叠刀等。
生存刀具常用于切割、雕刻、钓鱼和点火等。
多功能刀则具备更多的功能,如螺丝刀、开瓶器等。
折叠刀由于便携和安全性好,被广泛应用于野外环境中。
6. 包装刀具:包装刀具主要用于打开包装盒、纸箱和包装袋等。
如开箱刀、割封刀等。
开箱刀用于快速打开纸箱和包装盒。
割封刀常用于切割封口袋和封口带。
包装刀具可以提高工作效率和安全性。
7. 军用刀具:军用刀具是军营中使用的重要工具。
如军刀、战术刀、折叠刀等。
军刀是官兵的标配武器,主要用于战斗和生存。
战术刀则是专门为特种部队和特殊行动设计的刀具,具有出色的性能和功能。

军工刀具大全军工刀具是军队和军事行业中常见的工具,它们通常被设计用于特定的军事任务,如战斗、野外生存和工程建设等。
这些刀具通常具有坚固耐用、多功能性和高性能的特点,因此备受军事人员和户外爱好者的青睐。
在本文中,我们将介绍一些常见的军工刀具大全,帮助大家更好地了解和选择适合自己需求的刀具。
1. 军刀。
军刀是军工刀具中最常见的一种,通常用于战斗和野外生存。
它们通常具有锋利的刀刃、坚固的手柄和防滑设计,以确保在恶劣环境下仍能够稳定使用。
军刀的种类繁多,有固定刀、折叠刀、多功能刀等,每种类型都有其特定的用途和优势。
2. 多功能军刀。
多功能军刀是一种集多种功能于一身的刀具,通常包括刀刃、锤头、锯齿、开瓶器、螺丝刀等工具。
这种刀具适用于各种野外生存和应急情况,可以帮助用户解决多种问题,是户外爱好者和军事人员必备的利器。
3. 戈锯。
戈锯是一种特殊的军工刀具,它结合了刀和锯的功能,通常用于野外建筑和木材加工。
戈锯的刀刃通常呈锯齿状,能够轻松锯断各种木材和绳索,是野外生存和工程建设中不可或缺的工具。
4. 匕首。
匕首是一种短小而锋利的刀具,通常用于近身格斗和刺杀。
它们通常具有精致的外观和坚固的刀刃,适合携带和使用。
匕首在军事和警察行业中广泛使用,是一种非常实用的军工刀具。
5. 弹簧刀。
弹簧刀是一种具有弹簧装置的刀具,可以快速打开和关闭刀刃。
它们通常用于战斗和自卫,具有快速响应和便携性的优势,是军事和警察人员的常备武器。
6. 格斗刀。
格斗刀是一种专门设计用于近身格斗的刀具,通常具有锐利的刀刃和坚固的手柄,适合进行各种战斗技巧和攻防动作。
格斗刀在军事和警察训练中广泛使用,是一种重要的军工刀具。
总结。
军工刀具在军事和户外领域中扮演着重要的角色,它们具有坚固耐用、多功能性和高性能的特点,能够帮助用户应对各种挑战和任务。
在选择军工刀具时,用户应根据自己的需求和用途选择合适的类型和款式,确保能够发挥最大的作用。
希望本文介绍的军工刀具大全能够帮助大家更好地了解和选择适合自己需求的刀具,为军事和户外活动提供有力支持。

常用电脑锣加工刀具钢料加工参数表仅供参考刀具名称刀具类型加工类型总长度50R6-1圆鼻刀/刀杆开粗/半精/精27050R6-2圆鼻刀/刀杆开粗/半精/精17050R6-3圆鼻刀/刀杆开粗/半精/精10050R5-1圆鼻刀/刀杆开粗/半精/精1050R5-2圆鼻刀/刀杆开粗/半精/精7550R5-3圆鼻刀/刀杆开粗/半精/精16040R6圆鼻刀/刀杆开粗/半精/精160-25035R6圆鼻刀/刀杆开粗/半精/精160-25035R5圆鼻刀/刀杆开粗/半精/精160-25030R5-1圆鼻刀/刀杆开粗/半精/精25030R5-2圆鼻刀/刀杆开粗/半精/精16025R5圆鼻刀/刀杆开粗/半精/精160-20020R4圆鼻刀/刀杆半精/精16016R4圆鼻刀/刀杆半精/精16012R4圆鼻刀/刀杆半精/精16050R0.8飞刀/刀杆开粗/半精/精40045R0.8飞刀/刀杆开粗/半精/精40035R0.8飞刀/刀杆开粗/半精/精30026R0.8飞刀/刀杆开粗/半精/精25025R0.8飞刀/刀杆开粗/半精/精25021R0.8-1飞刀/刀杆开粗/半精/精20021R0.8-2飞刀/刀杆开粗/半精/精16020R0.8-1飞刀/刀杆开粗/半精/精16017R0.8-1飞刀/刀杆开粗/半精/精16016R0.8飞刀/刀杆开粗/半精/精16013R0.8飞刀/刀杆开粗/半精/精13012R0.8飞刀/刀杆开粗/半精/精13010R0.8飞刀/刀杆开粗/半精/精13025R0白钢刀开粗/半精/精100-160(总长)20R0白钢刀开粗/半精/精100-14018R0白钢刀开粗/半精/精100-15016R0白钢刀开粗/半精/精10012R0钨钢刀开粗/半精/精10010R0钨钢刀开粗/半精/精1008R0钨钢刀开粗/半精/精1006R0钨钢刀开粗/半精/精505R0钨钢刀开粗/半精/精504R0钨钢刀开粗/半精/精403R0钨钢刀开粗/半精/精302.5R0钨钢刀开粗/半精/精302R0钨钢刀开粗/半精/精201R0钨钢刀开粗/半精/精100.5R0钨钢刀开粗/半精/精1020R10球头刀/刀杆开粗/半精/精20016R8球头刀/刀杆开粗/半精/精20012R6钨钢刀/刀杆开粗/半精/精10010R5钨钢刀/刀杆开粗/半精/精1008R4钨钢刀/刀杆开粗/半精/精1006R3钨钢刀开粗/半精/精505R2.5钨钢刀开粗/半精/精504R2钨钢刀开粗/半精/精403R1.5钨钢刀开粗/半精/精302R1钨钢刀开粗/半精/精201R0.5钨钢刀开粗/半精/精10总长度强力立铣刀夹头-1刀头长度70强力立铣刀夹头-2刀头长度70直柄ER加长小刀杆-1总长度200直柄ER加长小刀杆-1总长度200整体加长小刀头-2总长度105整体加长小刀头-3总长度80加工参数表纯属个人常用加工参数表,仅供参考,请根据自己的实际加工情况而定转 速 (S)加工长度最大直径粗半精铣面250-260100010002000150-160100010002000 90100010002000 250-261100010002000150-161100010002000 90100010002000 100-190120012002400100-190150015002200100-190150015002200150-170160016002400 100160016002400 100-1401800180025001002200220095240024006010001000300120012002000300130013002000220170017002000 160-175180018002000 170190019002000 105-12020002000200090-11020002000200085-10021002100200075-902200220020009024002400200070250025002000652600260020006028002800200050-90(刃口)(一刀过)100(一刀过)100 50-70(一刀过)150(一刀过)15050-70(一刀过)200(一刀过)20035-50(一刀过)250(一刀过)25060-65200020002000 50-60220022002200 40-55240024002400 30240024002400 25-30250025002500 20-25260026002600 15280028002800 15280028002800 10350035003500 5400040004000 5400040004000140200020001202100210060-652200220050-602300230040-552400240025-302500250020-252600260020-252700270015280028001035003500540004000最大直径7869加工长度11023加工长度11017加工长度10028加工长度7534实际加工情况而定(S)进 给 (F) 下 刀 量 (精粗半精铣面精粗半精等高/曲面等高/曲面240025002500100025000.5/1.50.5/1240025002500100025000.5/1.50.5/1240025002500100025000.5/1.50.5/1240025002500100025000.5/1.50.5/1240025002500100025000.5/1.50.5/1240025002500100025000.5/1.50.5/1260025002500100025000.5/1.50.5/1270025002500100025000.4/1.50.5/1270025002500100025000.4/1.50.5/1280025002500100025000.4/1.50.5/1280025002500100025000.4/1.50.5/1300025002500100025000.3/1.50.5/1等高/曲面等高/曲面300025002500100025000.2/0.60.4/0.5300025002500100025000.2/0.50.4/0.4300025002500100025000.2/0.40.4/0.3240025002500100025000.40.5250025002500100025000.350.5260025002500100025000.30.25280025002500100025000.250.25280025002500100025000.250.25300025002500100025000.250.25300025002500100025000.250.25300025002500100025000.250.25300025002500100025000.250.25300025002500100025000.250.25320025002500100025000.150.2340025002500100025000.150.2360025002500100025000.10.1(一刀过)100(一刀过)150(一刀过)200(一刀过)25030002500250070025000.150.15 30002500250070025000.150.15 30002500250070025000.150.15 30002500250070025000.150.15 30002500250070025000.150.15 32002000200070020000.150.15 34001800180060018000.10.1 34001800180060018000.10.1 36001500150050015000.050.05 38001500150040015000.030.03 40001500150030015000.010.01等高/曲面等高/曲面26002500250025000.2/0.60.2/0.6 28002500250025000.2/0.60.2/0.6 32002500250025000.2/0.60.2/0.6 33002500250025000.2/0.60.2/0.6 34002500250025000.15/0.50.15/0.5 35002000200020000.15/0.450.15/0.45 36001800180018000.15/0.40.15/0.4 37001500150015000.15/0.350.15/0.35 38001500150015000.1/0.30.1/0.4 39001500150015000.05/0.20.05/0.3 40001500150015000.03/0.10.03/0.2量 (mm)精等高/曲面0.4/0.50.4/0.50.4/0.50.4/0.50.4/0.50.4/0.50.4/0.50.35/0.50.35/0.50.35/0.50.35/0.50.3/0.5等高/曲面0.15/0.150.15/0.150.15/0.150.20.20.20.20.20.20.20.20.20.20.130.120.10.150.150.150.150.150.150.10.10.050.030.01等高/曲面0.15/0.150.15/0.150.15/0.150.15/0.150.13/0.150.12/0.150.10/0.140.08/0.120.05/0.10.03/0.080.01/0.05。
专业厨师常⽤的23种⼑具,你见过⼏个学会使⽤⼑,这是你切割时像专业厨师的第⼀步。
⼑的种类繁多,各有⽤处,使⽤得当则会让你的烹饪事半功倍。
当然,如果你能熟练地操控我们⼤中华的中式厨⼑,⾃然是可以忽略其他⼑具了(嘿嘿嘿)什么?!!你不知道中式厨⼑外还有其他⼑具?好吧,我们先来认识⼀下我们熟悉⼜陌⽣的——厨⼑。
⼑具的构成在厨房⾥,⼑具的每个部分都有不同的分⼯,它们是专为完成某⼀种任务⽽设计的。
⼑尖:这个部位是⽤于⾷物的切⼝和刺穿的动作,还可以⽤来分开轻薄的纸张或薄膜等物品。
⼑头:⼑刃前端三分之⼀处称之为⼑头,可以⽤于切割柔嫩的蔬菜、⼩形状的⾷材、割断⾁类⾷材的韧带还有切割薄⽚等。
梁:⼑背脊的上部,是⼑⾝较宽的部位。
在使⽤⼑具的过程中,为确保⼑⾝的稳定常⽤⼿指夹紧⼑梁部位;也有⼀些⼑的梁部是⽤来捣蒜的。
刃:整把⼑的中间部位,在⼑头和后区之间。
是切剁时⼯作强度最⼤的部位。
后区:⼀把⼤号厨师⼑最重的部位,使⽤时离⼿最近,受⼒最⼤,通常⽤于剁坚硬的⾷物,如鸡腿⾻的关节处。
梁区⼑⾝与⼑柄之间是厨⼑的梁区,在⼤号的厨师⼑上,梁区起到保护⼿的作⽤。
柄脚:通常这部分是隐藏在⼑柄⾥⾯的,是⼑⾝延伸到⼑柄中的那部分。
⼑柄:通常由各种塑料、⽊头或者不锈钢的材质制成,让你握⼑时拥有良好的舒适握感是它的责任。
所以它也是⾄关重要的。
铆钉:⼀般是向内凹陷的,⽤于固定住⼑柄与柄脚;铆钉通常紧紧地嵌在⼑柄⾥,不能留下滋⽣细菌的空间。
⼑的种类⼑的种类繁多,丰富的⼑具选择眼花缭乱,你⼜可知道⼀把好⽤⼜正确的⼑会让你的烹饪锦上添花?1.剔⾻⼑这是⼀种给鲜⾁剔⾻、去⽪最理想的⼯具,如⽜腿和整条鱼。
狭窄、富有弹性的⼑⾝⼗分适合这项⼯作。
⼑⾝狭窄,⼑头能被充分控制,甚⾄可以使之倾斜180°,深⼊⾁的内部割断筋络。
沿着⾻头的弧度与⾻头平⾏滑动⼑具,并不会因切到⾻头⽽使得⼑锋变钝。
2.鱼⽚⼑如果你想做鱼,鱼⽚⼑是不可或缺的。
这种弹性最好的⼑具按压在⽐⽬鱼的脊⾻上切割时,⼿轻轻⼀抖,就可以将鱼⾁和鱼⾻分离。
通用刀具明细
一、钻柄类:
1、BT40-APU16-130 一体式钻夹头范围:¢1- ¢16
2、BT40-MTA2-45 锥柄钻头夹具莫氏2#
BT40-MTA3-75 锥柄钻头夹具莫氏3# 可以装莫氏钻头、铰刀等
BT40-MTA4-90 锥柄钻头夹具莫氏4#
二、镗刀柄:
1、MAS403BT40-NBH2084 精镗刀镗孔范围:¢8- ¢200 (含配套刀杆)
2、BT40-BSB38-165 粗镗刀镗孔范围:¢38- ¢70
BT40-BSB62-165 粗镗刀镗孔范围:¢62- ¢115
BT40-BSB90-165 粗镗刀镗孔范围:¢90- ¢150
三、盘铣刀柄:
1、BAP400R-50-22-4T 带BT40刀柄(配刀片)
2、SE-545-06-50.8 带BT40刀柄(配刀片)
此刀盘可精加工平面,光洁度能达到1.6,适用高速切削。
还可以做为型面的粗加
工刀具适用。
四、强力刀柄:
1、BT40-C20-105 夹套根据刀具配(建议使用刀具范围¢6- ¢25)
此刀柄可配圆鼻刀、直角台肩铣刀、直柄钻头、直柄立铣刀、铰刀等刀具。
五、寻边器:
1、HME-420
六、锁刀座:
1、BT40-S40
【以上刀具参照德耐斯克刀具手册编制,刀柄采用BT40刀柄,拉钉有45度和60度两种,根据说明书上的规格配。
其使用范围基本能满足普通加工使用要求。
】。