焊接历史上的大事
- 格式:doc
- 大小:40.50 KB
- 文档页数:6
世界焊接史简述2014-03-29hgtx2011焊工天下公元前3000多年埃及出现了锻焊技术。
公元前2000多年中国的殷朝采用铸焊制造兵器。
公元前200年前,中国已经掌握了青铜的钎焊及铁器的锻焊工艺。
1801年:英国H.Davy发现电弧。
1836年:Edmund Davy发现乙炔气。
1856年:英格兰物理学家James Joule发现了电阻焊原理。
1959年:Deville和Debray发明氢氧气焊。
1881年:法国人De Meritens发明了最早期的碳弧焊机。
1881年:美国的R.H.Thurston博士用了六年的时间,完成了全系列铜-锌合金钎料在强度与延伸性方面的全部实验。
1882年:英格兰人Robert A.Hadfield发明并以他的名字命名的奥氏体锰钢获得了专利权。
1885年:美国人Elihu Thompson获得电阻焊机的专利权。
1885年:俄罗斯人Benardos Olszewski发展了碳弧焊接技术。
1888年:俄罗斯人H.г.Cлавянов发明金属极电弧焊。
1889—1890年:美国人C.L.Coffin首次使用光焊丝作电极进行了电弧焊接。
1890年;美国人C.L.Coffin提出了在氧化介质中进行焊接的概念。
1890年:英国人Brown第一次使用氧加燃气切割进行了抢劫银行的尝试。
1895年:巴伐利亚人Konrad Roentgen观察到了一束电子流通过真空管时产生X射线的现象。
1895年:法国人Le Chatelier获得了发明氧乙炔火焰的证书。
1898年:德国人Goldschmidt发明铝热焊。
1898年:德国人克莱菌.施密特发明铜电极弧焊。
1900年:英国人Strohmyer发明了薄皮涂料焊条。
1900年:法国人Fouch和Picard制造出第一个氧乙炔割炬。
1901年:德国人Menne发明了氧矛切割。
1904年:瑞典人奥斯卡.克杰尔贝格建立了世界上第一个电焊条厂—ESAB公司的OK焊条厂。
1.焊接技术的发展和意义近代焊接技术是从1882年出现碳弧焊开始的,直到20世纪的30年代,在生产上还只是采用气焊和手工电弧焊等简单的焊接方法。
由于焊接具有节省金属、生产率高、产品质量好和大大改善劳动条件等优点,所以在近半个世纪内得到了极为迅速的发展。
20世纪40年代初期出现丁优质电焊条,使长期以来由于产品质量的问题让人们怀疑的焊接技术得到了一次历史性飞跃。
20世纪40年代后期,由于埋弧焊和电阻焊的应用使焊接过程的机械化和自动化成为现实。
20世纪50年代的电渣焊、各种气体保护焊、超声波焊,20世纪60年代的等离子弧焊、电子束焊、激光焊等先进焊接方法的不断涌现,使焊接技术达到了一个新的水平,使焊接技术进入了一个新的发展阶段。
焊接技术和传统的工艺方法相比较,目前已几乎全部取代了铆接技术,部分代替了铸造和锻造。
2.焊接技术的优点(1)节约金属材料。
用焊接可以比铆接制成的结构省去很多零件,因此能够节约金属约15%~20%。
另外,焊接结构也可比铸铁件节约50%左右的材料,比铸钢件节约30%左右的材料。
(2)减小结构质量(重量)。
采用焊接制成的机车车辆,可以在节省材料的同时,减轻本身的自重,从而可以加大载重量。
(3)减轻劳动量,提高生产率。
(4)降低劳动强度,改善劳动条件。
(5)投资小,占用生产面积小。
3. 焊接发展方向和趋势随着工业和科学技术的发展,焊接工艺也发生以着日新月异的变化,而且形成一些新的发展方向和趋势:(1)提高焊接生产率是推动焊接技术发展的重要驱动力。
(2)提高准备车间的机械化、自动化水平是当前世界先进工业国家重点发展方向。
(3)焊接过程自动化、智能化是提高焊接质量稳定性,解决恶劣劳动条件的重要方向。
(4)新兴工业的发展不断推动焊接技术前进。
(5)热源的研究与开发是推动焊接工艺发展的根本动力。
(6)节能技术是普遍关注的问题。
焊接技术被广泛应用于船舶、车辆、航空、锅炉、压力容器、电机、冶炼设备、石油化工机械、矿山、起重、建筑及国防等各个行业。
焊接技术可以追溯到几千年前的青铜器时代,在人类早期工具制造中,无论是中国还是当时的埃及等文明地区,都能看到焊接技术的雏形。
古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝(公元前1600 年—公元前1046 年)制造的铁刃铜钺就是铁和铜的铸焊件,其表面铜与铁的熔合线蜿蜒曲折,接合良好。
春秋战国时期(公元前770 年—公元前221 年)曾侯乙墓中的建鼓铜座上的盘龙是分段钎焊连接而成的,与现代软钎料成分相近。
战国时期制造的刀剑一般是加热锻焊而成的。
据明朝宋应星所着《天工开物》记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段锻焊大型船锚。
在古埃及和地中海地区,公元前1000 年人们就已经能够通过搭接的方法制造金盒及铁质工具。
到中世纪(约公元476年—公元1453 年),早叙利亚大马士革曾用锻焊方法打造兵器。
但古代焊接技术长期停留在较原始的水平,使用的热源都是炉火,温度低、能源不集中,无法用于大截面、长焊缝工件的焊件,只能用以制作装饰品、简单的工具和武器。
近代真正意义上的焊接技术起源于1880 年左右电弧焊方法的问世[6]。
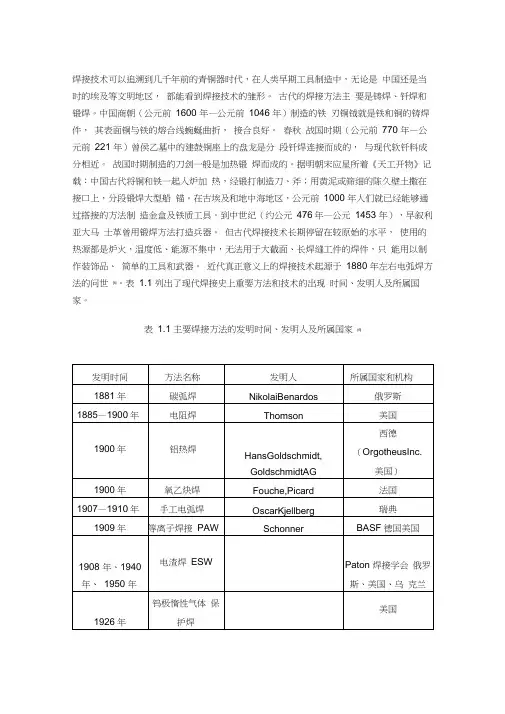
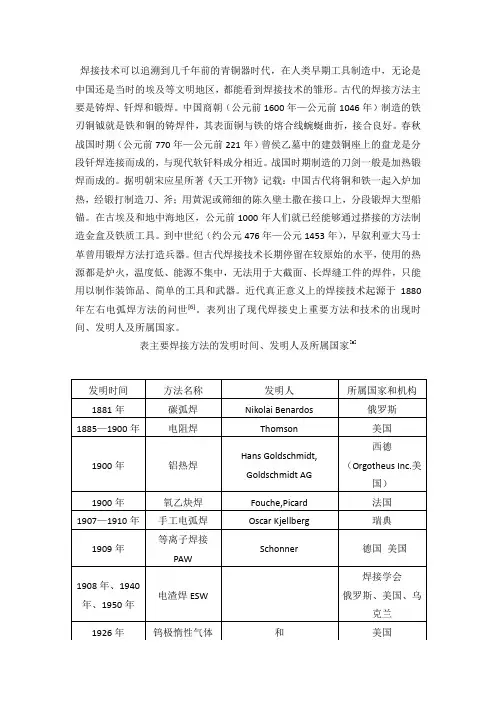
表1.1 列出了现代焊接史上重要方法和技术的出现时间、发明人及所属国家。
表1.1 主要焊接方法的发明时间、发明人及所属国家[6]注:表中的发明时间以焊接方法首次具有工业实现意义为起点,而非该方法的原理初次被发现。
纵观现代焊接方法和技术发展史,与其工业革命的发展息息相关,可根据方法的起源时间,将其归纳为两个重要的发展阶段。
(1)起源于19 世纪70 年代的第二次工业革命,这一阶段的重要标志是电力的发展和应用。
工业应用最为广泛的电弧焊、电阻焊方法正是起源于这一阶段。
虽然目前工业上使用的这两类焊接方法已有了很大进步,但不容置疑的是这一阶段奠定了焊接技术发展的第一块基石。
在1881 年的巴黎“首次世界电器展”上,法国Cabot 实验室的学生,俄罗斯人NikolaiBenardos 在碳极和工件引弧,填充金属棒使其熔化,首次展示了电弧焊的方法。
焊接技术可以追溯到几千年前的青铜器时代,在人类早期工具制造中,无论是中国还是当时的埃及等文明地区,都能看到焊接技术的雏形。
古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝(公元前1600年—公元前1046年)制造的铁刃铜钺就是铁和铜的铸焊件,其表面铜与铁的熔合线蜿蜒曲折,接合良好。
春秋战国时期(公元前770年—公元前221年)曾侯乙墓中的建鼓铜座上的盘龙是分段钎焊连接而成的,与现代软钎料成分相近。
战国时期制造的刀剑一般是加热锻焊而成的。
据明朝宋应星所著《天工开物》记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段锻焊大型船锚。
在古埃及和地中海地区,公元前1000年人们就已经能够通过搭接的方法制造金盒及铁质工具。
到中世纪(约公元476年—公元1453年),早叙利亚大马士革曾用锻焊方法打造兵器。
但古代焊接技术长期停留在较原始的水平,使用的热源都是炉火,温度低、能源不集中,无法用于大截面、长焊缝工件的焊件,只能用以制作装饰品、简单的工具和武器。
近代真正意义上的焊接技术起源于1880年左右电弧焊方法的问世[6]。
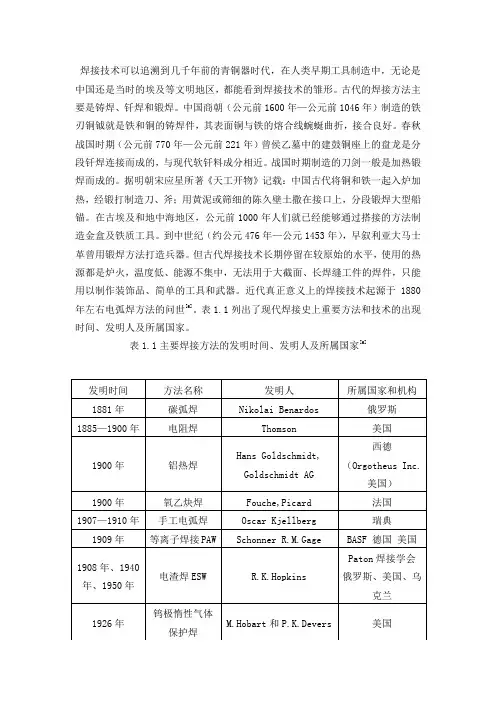
表1.1列出了现代焊接史上重要方法和技术的出现时间、发明人及所属国家。
表1.1主要焊接方法的发明时间、发明人及所属国家[6]注:表中的发明时间以焊接方法首次具有工业实现意义为起点,而非该方法的原理初次被发现。
纵观现代焊接方法和技术发展史,与其工业革命的发展息息相关,可根据方法的起源时间,将其归纳为两个重要的发展阶段。
(1)起源于19世纪70年代的第二次工业革命,这一阶段的重要标志是电力的发展和应用。
工业应用最为广泛的电弧焊、电阻焊方法正是起源于这一阶段。
虽然目前工业上使用的这两类焊接方法已有了很大进步,但不容置疑的是这一阶段奠定了焊接技术发展的第一块基石。
在1881年的巴黎“首次世界电器展”上,法国Cabot 实验室的学生,俄罗斯人Nikolai Benardos在碳极和工件引弧,填充金属棒使其熔化,首次展示了电弧焊的方法。
焊接技术的历史焊接是一种常用于金属加工和制造的技术,它的历史可以追溯到远古时代。
随着人类不断进步,焊接技术也不断发展演变,从最初的简单手工焊接到现代高科技自动化焊接,其应用范围和效率也得到了巨大提升。
古代焊接技术的起源可以追溯到公元前3000年的铜器时代。
在古代埃及和美索不达米亚地区,人们通过加热金属并使其熔化,然后再将需要连接的金属零件放在一起进行连接。
这种方法称为火焊(fire welding),是最早期的焊接方法之一。
古希腊和古罗马时期,人们发明了新的焊接方法,如银焊(silver soldering)和锡焊(tin soldering)。
到了中世纪,焊接技术得到了一定的进步。
在15世纪至16世纪的欧洲,人们开始使用锡焊来连接金属零件。
这种方法通过加热锡以使其熔化,然后将需要连接的金属零件浸入熔化的锡中,等锡冷却固化后,金属零件就会紧密连接在一起。
19世纪末,随着工业革命的兴起,焊接技术得到了革命性的发展。
这一时期,出现了电焊(electric welding)和气焊(gas welding)等新的焊接方法。
其中,电焊是最重要的突破之一,它利用电弧产生高温来熔化金属,并通过电焊材料(焊条)进行连接。
这种方法不仅提高了焊接速度和质量,还扩大了焊接材料的范围,使得焊接可以应用于更多种类的金属。
20世纪初,随着科学技术的不断进步,焊接技术实现了飞速发展。
1919年,奥托·漠兹(Otto Molt)发明了气电焊(gas shielded metal arcwelding),这种方法利用惰性气体(如氩气)防护焊接弧和焊缝,提高了焊接质量和效率。
同年,约瑟夫·柯比萨(Joseph K. Feinauer)首次将电焊应用于船舶的建造,标志着电焊技术进入了工业领域。
20世纪后半叶,随着信息技术和自动化技术的快速发展,焊接技术得以全面升级。
自动化焊接系统的出现使得焊接过程更加精确和高效,大大提高了生产效率。
焊接工艺的发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线婉蜒曲折,接合良好。
春秋战国时期曾侯乙墓中的建鼓铜座上有许多盘龙,是分段钎焊连接而成的。
经分析,所用的与现代软钎料成分相近。
战国时期制造的刀剑,刀刃为钢,刀背为熟铁,一般是经过加热锻焊而成的。
据明朝宋应星所著《天工开物》一书记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段煅焊大型船锚。
中世纪,在叙利亚大马士革也曾用锻焊制造兵器。
古代焊接技术长期停留在铸焊、锻焊和钎焊的水平上,使用的热源都是炉火,温度低、能量不集中,无法用于大截面、长焊缝工件的焊接,只能用以制作装饰品、简单的工具和武器。
19世纪初,英国的戴维斯发现电弧和氧乙炔焰两种能局部熔化金属的高温热源;1885~1887年,俄国的别纳尔多斯发明碳极电弧焊钳;1900年又出现了铝热焊。
20世纪初,碳极电弧焊和气焊得到应用,同时还出现了薄药皮焊条电弧焊,电弧比较稳定,焊接熔池受到熔渣保护,焊接质量得到提高,使手工电弧焊进入实用阶段,电弧焊从20年代起成为一种重要的焊接方法。
在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。
1930年美国的罗宾诺夫发明使用焊丝和焊剂的埋弧焊,焊接机械化得到进一步发展。
40年代,为适应铝、镁合金和合金钢焊接的需要,钨极和熔化极惰性气体保护焊相继问世。
1951年苏联的巴顿电焊研究所创造电渣焊,成为大厚度工件的高效焊接法。
1953年,苏联的柳巴夫斯基等人发明二氧化碳气体保护焊,促进了气体保护电弧焊的应用和发展,如出现了混合气体保护焊、药芯焊丝气渣联合保护焊和自保护电弧焊等。
1957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,大大改善了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接。
焊接技术可以追溯到几千年前的青铜器时代,在人类早期工具制造中,无论是中国还是当时的埃及等文明地区,都能看到焊接技术的雏形。
古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝(公元前1600年—公元前1046年)制造的铁刃铜钺就是铁和铜的铸焊件,其表面铜与铁的熔合线蜿蜒曲折,接合良好。
春秋战国时期(公元前770年—公元前221年)曾侯乙墓中的建鼓铜座上的盘龙是分段钎焊连接而成的,与现代软钎料成分相近。
战国时期制造的刀剑一般是加热锻焊而成的。
据明朝宋应星所著《天工开物》记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段锻焊大型船锚。
在古埃及和地中海地区,公元前1000年人们就已经能够通过搭接的方法制造金盒及铁质工具。
到中世纪(约公元476年—公元1453年),早叙利亚大马士革曾用锻焊方法打造兵器。
但古代焊接技术长期停留在较原始的水平,使用的热源都是炉火,温度低、能源不集中,无法用于大截面、长焊缝工件的焊件,只能用以制作装饰品、简单的工具和武器。
近代真正意义上的焊接技术起源于1880年左右电弧焊方法的问世[6]。
表列出了现代焊接史上重要方法和技术的出现时间、发明人及所属国家。
表主要焊接方法的发明时间、发明人及所属国家[6]注:表中的发明时间以焊接方法首次具有工业实现意义为起点,而非该方法的原理初次被发现。
纵观现代焊接方法和技术发展史,与其工业革命的发展息息相关,可根据方法的起源时间,将其归纳为两个重要的发展阶段。
(1)起源于19世纪70年代的第二次工业革命,这一阶段的重要标志是电力的发展和应用。
工业应用最为广泛的电弧焊、电阻焊方法正是起源于这一阶段。
虽然目前工业上使用的这两类焊接方法已有了很大进步,但不容置疑的是这一阶段奠定了焊接技术发展的第一块基石。
在1881年的巴黎“首次世界电器展”上,法国Cabot 实验室的学生,俄罗斯人Nikolai Benardos在碳极和工件引弧,填充金属棒使其熔化,首次展示了电弧焊的方法。
电焊的发展史电焊是一种常见的金属加工方法,通过将金属件加热至熔点并施加压力,使其熔化并连接在一起。
电焊的发展史可以追溯到19世纪末,随着科技的进步和工业化的推动,电焊技术得到了广泛的应用和发展。
一、起源和初期发展电焊的起源可以追溯到第二次工业革命的末期。
当时,人们开始意识到通过电流加热金属可以实现金属连接,这引发了对电焊技术的兴趣和研究。
最早的电焊设备使用直流电源和碳电极,施加高电压使电弧在金属表面形成,从而实现熔化和连接。
虽然这种方法存在一定的局限性和不稳定性,但为电焊技术的发展铺平了道路。
二、发展和创新随着技术的进步,电焊设备得到了改进和创新。
1907年,俄国工程师C.J.H.湯姆感兴趣于向电极上喷射气体,他通过喷射气体在电极端形成的电弧,成功地解决了以往电焊过程中的不稳定问题。
这种新的技术被称为气体保护电弧焊,为电焊技术的进一步发展打开了新的大门。
在20世纪上半叶,人们对电焊技术的研究不断深入,出现了越来越多的电焊方法和设备。
例如,在1920年代,美国的金属专家I.J.金尼发明了手工电弧焊的新方法,他将电焊设备制成一种手持的枪形工具,使得焊接操作更加灵活且易于控制。
这种手持电弧焊技术很快广泛应用于工业生产中。
三、应用拓展和自动化随着科技的发展,电焊技术的应用范围也在不断扩大。
从最初的手工焊接到自动化焊接,电焊技术已经成为各个领域的重要加工方法。
例如,在汽车制造业中,电焊被广泛用于车身焊接;在建筑业中,电焊用于焊接结构件和管道等;甚至在航空航天和核能行业,电焊技术也发挥着重要作用。
自动化焊接的出现进一步推动了电焊技术的发展。
自动化焊接利用机器设备代替人工完成焊接操作,提高了生产效率和焊接质量。
例如,自动化焊接系统可以根据预设的参数和坐标进行焊接操作,具有高度的精确性和重复性。
此外,机器人焊接系统的应用也极大地推动了电焊技术的自动化程度。
四、现代电焊技术与未来趋势随着科技的迅猛发展,电焊技术也在不断创新和改进。
钢结构焊接技术发展史
钢结构焊接技术发展史可以追溯到20世纪初。
以下是主要的
里程碑事件:
1. 提出焊接理论:在20世纪初,焊接理论被提出,这标志着
焊接技术的开始。
当时主要采用气焊(使用氧气和乙炔)和电焊(使用电弧)进行钢结构的连接。
2. 电弧焊的发展:20世纪20年代,电弧焊技术逐渐发展,并
成为主要的焊接方法之一。
电弧焊的发展使得焊接速度更快、连接更牢固,并且能够应用于更大尺寸的钢结构。
3. 自动化焊接技术的引入:20世纪50年代,自动化焊接技术
开始应用于钢结构焊接。
自动化焊接设备的出现提高了生产效率,并减少了人工操作的错误。
4. 管材焊接技术的发展:20世纪60年代,管材焊接技术得到
了大规模应用。
这种焊接技术可以在较长的管道中连接钢结构,被广泛应用于建筑和工程领域。
5. 高能焊接技术的应用:20世纪70年代,高能焊接技术开始
应用于钢结构焊接。
这种焊接技术包括激光焊接、电子束焊接和等离子焊接等,可以获得更高的焊接质量和效率。
6. 焊接材料的改进:随着科学技术的发展,焊接材料得到了不断改进。
高强度钢、耐腐蚀钢和焊接铝合金等新材料的出现,使得钢结构焊接技术得以应用于更为复杂的工程项目。
7. 自动化焊接设备的发展:随着计算机技术的进步,自动化焊接设备的功能得到了进一步发展。
现代化的焊接机器人可以实现复杂的焊接操作,提高了生产效率和质量。
总的来说,钢结构焊接技术发展经历了从传统的气焊和电焊到自动化焊接的演变,并不断提高焊接质量和效率。
未来,随着新材料和新技术的出现,钢结构焊接技术将会继续发展。
焊接发展历史本文查验了19世纪末发明的电弧焊接的历史。
当Oscar Kjellberg成立伊萨公司以探索他发明的涂层焊条时,伊萨从一开始就和电弧焊的发展结下了不解之缘。
19世纪80年代,焊接只用于铁匠锻造上。
工业化的发展和两次世界大战的爆发对现代焊接的快速发展产生了影响。
基本焊接方法—电阻焊、气焊和电弧焊都是在一战前发明的。
但20世纪早期,气体焊接切割在制造和修理工作中占主导地位。
过些年后,电焊得到了同样的认可。
电阻焊首例电阻焊要追溯到1856年。
James Joule(Joule加热原理发明者)成功用电阻加热法对一捆铜丝进行了熔化焊接。
第1台电阻焊机用于对接焊。
1886年,英国的Elihu Thomson造出了第1个焊接变压器并在来年为此项工艺申请了专利。
该变压器在2V空载电压时能产生200A电流输出。
此后,Thomson又发明了点焊机、缝焊机、凸焊机以及闪光对焊机,后来点焊成为电阻焊最常用的方法,如今已广泛应用于汽车工业和对其它许多金属片的焊接上。
1964年,Unimation生产的首批用于电阻点焊的机器人在通用汽车公司使用。
气焊19世纪末,一种氧乙炔火焰的气焊在法国出现了。
大约在1900年,Edmund Fouche 和Charles Picard造出了第一支焊炬。
实验证明焊炬发出的火焰炙热,大约在3100.C以上。
后来焊炬成为了焊接切割钢时的重要工具。
早在英国的Edmund Davy发现当碳化物在水中分解时能产生一种可燃性气体之前就发现了乙炔气体。
当乙炔燃烧时,其亮无比,这一点成为它的主要用途。
然而,在传输使用乙炔时经常发生爆炸。
人们发现丙酮能溶解大量乙炔,尤其是压力增加时。
1896年,Le Chatelier 发明了一种安全的方法储存乙炔。
那就是在圆瓶内使用丙酮和多孔石来储存乙炔。
其他许多国家利用这项法国发明储存乙炔。
但时有报道在传输过程中发生爆炸。
瑞典人Gustaf Dahlen改变了渗透物的成分,成功做到了让乙炔100%安全。
焊接技术的发展历程焊接技术是一种将金属材料连接起来的工艺,它在各个领域中得到广泛应用。
焊接技术的发展历程可以追溯到古代,随着科学技术的进步和需求的不断增长,焊接技术也在不断改进和创新。
本文将从古代焊接技术的初步出现开始,一直到现代焊接技术的最新发展进行回顾。
古代焊接技术:铜焊古代焊接技术最早出现在铜器时代。
早在公元前4000年,埃及人就开始使用铜焊技术,通过在金属接缝上放置熔化的铜融合金,然后加热并冷却以实现金属的连接。
这种焊接技术用于加固和修复金属器物,为当时的人们提供了极大的便利。
中世纪焊接技术:铁焊随着铁器的广泛应用,焊接技术也在中世纪得到了进一步的发展。
工匠们开始使用熔化的铁来连接金属,并通过锤击和加热来实现焊接。
这种焊接技术在建筑、船舶和农业等领域中得到广泛应用,为社会的发展和进步做出了重要贡献。
现代焊接技术的出现现代焊接技术的出现可以追溯到19世纪末和20世纪初。
在这个时期,随着工业革命的兴起,焊接技术得到了极大的发展。
以下是一些重要的现代焊接技术:1. 电弧焊:电弧焊是一种通过电弧加热金属并用填充材料填充接缝的焊接技术。
最早的电弧焊设备出现在19世纪末,20世纪20年代,电弧焊技术得到了广泛应用,并在钢结构、航空航天和汽车制造等领域中发挥了重要作用。
2. 气体保护焊:气体保护焊是一种在焊接过程中使用惰性气体来保护焊缝的技术。
20世纪30年代,气体保护焊技术得到了发展,并被广泛应用于航空航天、石油化工和核能等高科技领域。
3. 激光焊接:激光焊接是一种利用激光束来进行焊接的高精密技术。
20世纪60年代,激光技术的发展使得激光焊接成为可能,该技术在微电子、光电子和精密制造等领域中得到广泛应用。
现代焊接技术的发展趋势随着科学技术的不断进步,现代焊接技术正朝着更高效、更精确和更环保的方向发展。
1. 自动化和机器人化:自动化和机器人化技术的应用,使焊接过程更加高效和准确。
机器人焊接系统能够在无人操作的情况下进行焊接,并根据预设的程序完成复杂的焊接任务。
世界焊接重大事件年表1836年:Edmund Davy 发现乙炔气。
1856年:英格兰物理学家James Joule 发现了电阻焊原理。
1862年:Woehler 用二碳化钙生产出乙炔气。
1876年:美国人John A. Tobin 获得了被称为托宾(Tobin)的高强钎料专利。
其成分为铜—锡—锌合金。
1881年:法国人De Meritens 发明了最早期的碳弧焊机。
1881年:美国的R. H. Thurston 博士用了六年的时间,完成了全系列铜-锌合金钎料在强度与延伸性方面的全部实验。
1882年:英格兰人Robert A. Hadfield发明并以他的名字命名的奥氏体锰钢获得了专利权。
1885年:美国人Elihu Thompson 获得电阻焊机的专利权。
1885年:俄罗斯人Benardos Olszewski 极大地发展了碳弧焊接技术。
1889—1890年:美国人C. L. Coffin首次使用光焊丝作电极进行了电弧焊接。
1890年;美国人C. L. Coffin提出了在氧化介质中进行焊接的概念。
1890年:英国人Brown 第一次使用氧加燃气切割进行了抢劫银行的尝试。
1892年:美国人Willson 和Morehead制造出了二碳化钙。
1895年:巴伐利亚人Konrad Roentgen 观察到了一束电子流通过真空管时产生X射线的现象。
1895年:法国人Le Chatelier 获得了发明氧乙炔火焰的证书。
1896年:据报道在美国俄亥俄州克利夫兰市生产出第一条电焊管道。
1900年前后:Goldschmidt AG West Germany(Orgotheus A)公司的Hans Goldschmidt 发明了通过外部热源使铝粉和金属氧化物开始放热反应进行焊接的方法既铝热剂焊。
1900年:法国人Fouch 和Picard制造出第一个氧乙炔割炬。
1901年:德国人Menne 发明了氧矛切割。
1904年:美国人Avery 发明了便携式钢瓶。
焊接历史焊接概述全文焊接是通过加热、加压,或两者并用,使两工件产生原子间结合的加工工艺和联接方式。
焊接应用广泛,既可用于金属,也可用于非金属。
焊接技术的发展历史焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和锻焊。
中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜与铁的熔合线婉蜒曲折,接合良好。
春秋战国时期曾侯乙墓中的建鼓铜座上有许多盘龙,是分段钎焊连接而成的。
经分析,所用的与现代软钎料成分相近。
战国时期制造的刀剑,刀刃为钢,刀背为熟铁,一般是经过加热锻焊而成的。
据明朝宋应星所著《天工开物》一书记载:中国古代将铜和铁一起入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段煅焊大型船锚。
中世纪,在叙利亚大马士革也曾用锻焊制造兵器。
古代焊接技术长期停留在铸焊、锻焊和钎焊的水平上,使用的热源都是炉火,温度低、能量不集中,无法用于大截面、长焊缝工件的焊接,只能用以制作装饰品、简单的工具和武器。
19世纪初,英国的戴维斯发现电弧和氧乙炔焰两种能局部熔化金属的高温热源;1885~1887年,俄国的别纳尔多斯发明碳极电弧焊钳;1900年又出现了铝热焊。
20世纪初,碳极电弧焊和气焊得到应用,同时还出现了薄药皮焊条电弧焊,电弧比较稳定,焊接熔池受到熔渣保护,焊接质量得到提高,使手工电弧焊进入实用阶段,电弧焊从20年代起成为一种重要的焊接方法。
在此期间,美国的诺布尔利用电弧电压控制焊条送给速度,制成自动电弧焊机,从而成为焊接机械化、自动化的开端。
1930年美国的罗宾诺夫发明使用焊丝和焊剂的埋弧焊,焊接机械化得到进一步发展。
40年代,为适应铝、镁合金和合金钢焊接的需要,钨极和熔化极惰性气体保护焊相继问世。
1951年苏联的巴顿电焊研究所创造电渣焊,成为大厚度工件的高效焊接法。
1953年,苏联的柳巴夫斯基等人发明二氧化碳气体保护焊,促进了气体保护电弧焊的应用和发展,如出现了混合气体保护焊、药芯焊丝气渣联合保护焊和自保护电弧焊等。
焊接的发展史范文焊接是一种将金属组件连接在一起的加工技术。
它已经成为了现代工业中不可或缺的一部分。
随着时间的推移,焊接技术经历了长期的发展和改进,从原始的焊接方式到现代自动化焊接系统的出现,都为工业制造和建筑行业带来了巨大的进步和便利。
下面将详细介绍焊接的发展史。
焊接技术的起源可以追溯到古代。
公元前3000年左右,古埃及人就开始使用热焊接技术将金属工件连接在一起。
他们使用的方法是将金属加热至熔点,然后将它们连接在一起。
这种方法具有局限性,只适用于一些金属,同时也存在许多技术性问题,无法应对大规模生产的需求。
随着工业革命的到来,焊接技术得到了新的发展。
18世纪末,英国人亨利·博登(Henry Boden)发明了一种氧-氢焊接法,称为自动焊接。
这种方法通过将工件的两端加热并借助气体的压力将它们连接在一起。
虽然这种方法比古埃及人使用的方法更加高效,但仍然存在一些问题,例如使用氢气易于发生爆炸等。
19世纪末,随着电力技术的发展,电焊技术诞生了。
1881年,法国人奥古斯特·德·梅饶(Auguste de Méritens)发明了一种电弧焊接方法。
他使用两根电极,在它们之间创造了一种电弧,并将它们在工件上移动,使得工件表面局部熔化并粘合在一起。
这种方法不仅比其他焊接方法更加稳定,而且可以用于更多种类的金属。
20世纪初,焊接技术得到了进一步的改进和应用。
1919年,美国人埃德蒙·贝维尔特(Edmund Berville)和莫尔斯·奥伯特(Morse Oberg)发明了一种新的焊接方法,电阻焊接。
这种方法利用电流通过工件产生热量,使其局部熔化并连接在一起。
与传统的电弧焊接相比,电阻焊接更适用于连接薄金属和类似于铝等难焊接的材料。
20世纪50年代,随着高能量激光技术的发展,激光焊接开始应用于工业领域。
激光焊接是一种非接触式焊接方法,利用激光束将金属加热至熔点并连接在一起。
焊接的历史发展历程焊接技术的发展历程可以追溯到古代的金属连接方法,如锻焊和铜焊等。
以下是焊接技术从近代至现代的主要发展历程:1.19世纪末至20世纪初:1)1881年左右,俄罗斯人Nikolay Benardos和Stanislav Olszewski发明了电弧焊的基本原理。
2)1885年,碳弧焊被开发出来,标志着现代焊接工艺的开端。
3)1900年代初期,气焊和薄药皮焊条的手工电弧焊得到广泛应用。
2.20世纪20年代至40年代:1)1930年,美国工程师P.N. Abkov发明了埋弧焊(Submerged ArcWelding, SAW),这种技术利用焊剂保护熔池,极大地提高了效率并推动了焊接机械化进程。
2)1940年代,为了满足铝、镁合金以及合金钢的焊接需求,钨极惰性气体保护焊(Tungsten Inert Gas Welding, TIG)和熔化极惰性气体保护焊(Metal Inert Gas Welding, MIG)相继问世。
3.20世纪中叶:1)1951年,苏联巴顿电焊研究所研发出了电渣焊(ElectroslagWelding, ESW),适合大厚度材料的高效焊接。
2)1953年,二氧化碳气体保护焊(CO2 Shielded Arc Welding)出现,因其成本低、效率高而广泛应用于工业生产中,并促进了气体保护电弧焊技术的进一步发展。
4.20世纪后期至21世纪:1)1980年前后,随着微电子技术和计算机技术的发展,焊接过程控制日益精密,自动化程度大大提高。
2)进入新世纪,出现了更多先进焊接技术,包括激光焊接、电子束焊接、搅拌摩擦焊、单丝或双丝窄间隙埋弧焊、自保护药芯焊丝焊接等。
3)随着新材料和新应用领域的拓展,焊接技术不断更新迭代,例如针对复合材料、高温合金、超导材料等特殊材质的焊接技术研究也在持续推进。
综上所述,焊接技术经历了从手工操作到半自动、全自动的过程,焊接方法也从最初的简单形式发展为各种复杂且高效的现代化焊接工艺。
焊接历史上的几件大事——在美国历史的许多重要事件背后,焊接发挥了重要的作用朱旗(编译),谭志成(校对)1.造船:美国造船业的好日子是在二战期间,那时建造了2710艘自由轮、531艘胜利轮和525艘T-2型油轮用于战争。
到1945年,按海事委员会战时造船计划,共给美国舰船局(ABS)建造了5171艘各种类型的船只。
在造船史上的那段历史时期,焊接替代铆接成为了主要的装配手段。
焊接的重要性在战争的初期即得到了罗斯福总统的重视,总统那时给丘吉尔首相发了一封信,据说丘吉尔首相对英国下院的议员们大声宣读了此信。
信中提到,我们已经开发了一种焊接技术,使我们可以以工业造船史上前所未有的速度建造各种通用型商用船舶。
总统信中提到的技术无疑是指埋弧焊技术,它的焊接效率是那时其他焊接方法的20倍。
随着战争的进行,建起了更多的造船厂。
在1943年,美国至少有17座造船厂在建造战争用的自由轮。
1943年6月,加利福尼亚造船公司(CaliforniaShip buildingCorp.)在1个月内建成了20艘自由轮,打破了美国记录。
公司职员中有6000名焊工和160名埋弧焊机操作工。
建造每艘船消耗了60750kg焊条。
该造船厂每3班耗用焊条达29250kg。
而位于巴尔蒂摩的伯利恒造船(BethlehemShipyard)则以在同1个月里建造了14艘自由轮,而位居第二。
在位于卡罗来纳州塞芬拿河的东南造船公司(SoutheasternShipbuildingCorp.),2000多名焊工每月至少造出3艘自由轮。
芝加哥桥梁钢铁公司(ChicagoBridge&IronCo.)也涉及了这一行动,为美国海军焊接舰船结构件。
在这一哄而上的时期,8艘自由轮因脆性断裂问题失事。
起初,人们将之归罪于焊接,但是历史很快证明脆性断裂的真正起因是那些在航行环境温度下有缺口敏感的钢材。
人们发现这些钢材的硫磷含量高。
另一个原因则是与设计有关的结构不连续性,比如开启舱口、通风口和其它结构上的中断之处。
最严重断裂事件显然发生在低温和恶劣的海洋环境同时存在的时候。
在1400艘船舶中使用了裂纹止裂装置以避免裂纹的扩张。
据知还没有裂纹越过止裂装置。
这一安全措施使得人员损失从每月140人降到了20人。
1933年,美国舰船局有92名安检员。
到二战时,安检人数大幅增加,1944年达到了479人。
2.压力容器(美国机械工程学会规程)20年代末至30年代初,压力容器的焊接日渐兴盛。
由于焊接工艺解决了原铆接结构效率低的问题,焊接有可能使耐压值发生量变。
工业界之所以大量使用焊接,是因为通过提高压力和运行温度可以提高运行效率,而这即意味着厚壁容器。
但在实施之前,人们从已发生的事故中总结发展了一套制造规程。
1865年4月27日,苏尔塔那号(Sultana)蒸汽轮在沿密西西比河运送2200名乘客时发生爆炸。
灾难的原因在于该蒸汽轮4台锅炉中的3台突然发生爆炸,结果造成多达1500人的死亡。
船上的大多数乘客是从联邦监狱释放后正踏上回家之路的邦联军士兵。
在1905年3月10日发生的另一起事故中,位于马萨诸塞州Brockton一家制鞋厂的1台管式锅炉发生爆炸,致死58人,伤117人,并造成损失达250000美元。
这2起事故以及这其间发生的许多其他的事故,说明需要对锅炉的操作引入一种安全规程。
因此在1915年,人们制定了一种自愿性的结构规程,即ASME锅炉规程。
随着焊接的应用,需要对焊缝进行无损检测。
1920年,检验员用锤击焊缝,然后用听诊器听其声音的方法对焊缝进行检验。
沉闷的声音说明是有缺陷的焊缝。
到1931年,修订了的锅炉规程接受了用X射线测试判断焊接容器安全的方法。
到这个时期,磁粉探伤已经用来测试X射线探伤发现不了的表面裂纹。
在ASME规程的历史上,小格瑞尼(A.M.GreeneJr.)认为20年代后期和30年代初期是重要的时期。
正是在这一时期,熔化焊得到了广泛的承认。
现在,有数千名从事焊接工作的人员每天上班都时刻和ASME规程打交道。
从焊接的利害关系来看,ASME规程最重要的部分大概是第六章“焊接和钎焊评定”。
这章阐述了焊工和焊接操作者的资格,以及他们必须按规程遵从的程序。
在程序评定中,列出了每一个过程,并说明了每一过程中关键和次要的影响因素,同时也包括了焊接性能的评定。
在ASME规程的早期,制造商们自己花费研究资金来研究新的评定程序,以使其用于ASME规程工程项目。
但是首先要研究一种资格评定方法,最终一个自定的规程将提交给ASME规程的相关委员会。
规程管理机构希望焊缝金属和热影响区的质量与母材相当。
多年来,人们进行了大量的研究以发展ASME规程,现称为锅炉和压力容器规程。
对规程的焊接部分的许多贡献来自纽约焊接研究理事会的压力容器研究委员会(PVRC)。
PVRC成立于二战之后。
1977年,ASME规程重要委员会的主席,孜克(LeonardZick)说,ASME 已经不只是一个规程,各种相关的团体已经组成了一套安全体系。
我们的主要目的是为与压力有关的新型建设项目提出要求,而当这些项目遵守了这些要求时,将会给项目的使用者及相关者提供安全保障。
而且,这一规程可应用于与能源有关的方方面面,ASME规程的各项活动并不互相矛盾。
我们要求所有的规程都是安全的。
3.液化天然气储罐ASME规程的一项成果就是通用动力公司在南卡罗来那州charleston修建的大型铝球罐。
这些球罐是按照美国海岸警卫队的标准修建,并符合ASME代码第一章第八节。
1976年10月2日凌晨2时,在查尔斯顿(Charleston)的厂房内建起了第1个焊接式液化天然气铝球罐,稍后将它移到一个专用支架上以便进行最终的水压试验。
这只球罐很快通过了飞行色彩试验(testwithflyingcolor)。
球罐自身重达850t,直径达36m。
每个球罐由100块精密加工的瓜片组成,其形状就象剥开的橘子。
共用了3166kg填充材料将这些板用气体保护焊组焊起来。
每只球罐的焊缝长度达78.214km。
建成的球罐用船沿海岸运到通用动力公司(GeneralDynamics)在马萨诸塞州昆西(Quincy)的造船厂,与那里在建的钢储罐相配。
这种类型的液化天然气储罐属于挪威式莫斯-罗森伯格(Moss-Rosenberg)型。
与此同时,NewportNews造船和干式船坞公司正在弗吉尼亚州建造液化天然气储罐。
这些储罐为特克尼加(Technigaz)型,其特点是采用不锈钢隔膜以储存液化天然气。
路易斯安娜州新奥尔良的阿奉达(Avondale)造船公司也在建造另一种贝壳(Conch)型液化天然气储罐,它的特点是铝质棱柱形储罐。
在通用动力公司查尔斯顿的工厂内,金属加工工时的80%用于焊接。
其中大多数填充材料为5183铝。
垂直接头是用从瑞士进口的专用焊机焊接的,用这台焊机时,焊工坐在焊接电弧旁边特殊设计的椅子里面。
焊工在这一距离上可以监视焊接情况并观察1.5mm直径填充焊丝的摆动情况。
实际的焊接则是遥控的。
对每一接头要焊大约30道焊缝。
更厚的38mm接头则用BigMIG焊机焊接,使用3mm填充焊丝和500A 焊接电流。
该焊机可以用4层焊道焊完1个接头。
大而重的赤道环焊缝则是在户外焊接的。
此时,9块重型机加工呈曲面的铝材将被焊在一起。
为此,采用气体保护焊,从外需焊接88道焊缝,从内焊接60多道焊缝。
那时现场的一位工程师刚好从公司的航空分部调来,航空分部是公认的要求最高焊接质量的部门。
他认为,就质量而言,查尔斯顿工厂和航空分部之间其实并无多大区别。
“我的确认为查尔斯顿工厂的焊接质量如果不比航空分部更高的话,也是与航空分部的相当,但那时5083-0是很易焊的铝合金。
”4.阿拉斯加管线也许历史上的焊接事例没有一件能象阿拉斯加管线那样吸引如此多的注意。
从工程开始到结束,一队一队的熟练焊工勇敢面对阿拉斯加寒冷的荒原去焊接这条大直径管线。
曾经有个时期,有17000人在管线上工作,占到总人口的6%。
在阿拉斯加州1517734.1km2中,整条管线只占31. 08km2。
要求焊工们掌握和焊接的管线管壁厚、管径大、材料新,连焊条材料也是新型的,均为他们未接触过的。
而且,对质量的要求也是他们所遇到最严格的。
双面焊缝的要求更加严格。
对双面焊缝管道,要求焊缝达到平均27J(20英尺-磅),同时焊缝和热影响区均不低于20J(15英尺-磅)。
阿拉斯加管线共焊接了约38000个这类焊接接头。
他们是用埋弧焊焊接的,使用含有Ni3%的焊丝。
约36000kg的焊丝用于该工程。
长1284.25km的管线的野外施工始于1975年3月,可真不容易。
美国内务部和代表阿拉斯加州的管道协调集团对一些变动进行了调查。
所以,最初的野外焊接规程被淘汰了,取而代之的是对焊接韧性有更严格要求的规程。
原来打算将常规管道用焊条用于野外焊接也不用了,新的规定则要求更高的质量。
工程师们发现唯一能满足新规定的焊条是德国的E8010-G,所以就立即空运过去。
有些来自俄克拉荷马州塔尔萨管道焊工协会Local798队、后来到阿拉斯加的焊工,以前在北海的管道工程上用过这种焊条,但大多数焊工均是第1次见到。
新规定的其中1条是全部焊缝作100%X光探伤。
探伤片在跟随焊接工程队的厢式货车里自动冲洗。
焊工们在铝制工棚内工作,以保护焊接接头不受风的影响。
工棚内设有照明设施以使焊工在阿拉斯加黑暗的冬天里能有良好的视觉。
在主要的管线上,使用带三角架的环式喷火器进行预热和焊道间的加热。
后来才在工程上使用了感应式加热器。
全部122cm口径的主管均来自日本。
管道的总订货量达500000t。
使用了2种壁厚的管子,分别是12mm和14mm。
有大约655km的管道埋在地下。
由于担心永久冻土层受管道热量影响发生消融,其它的管线则安装在地面上,并用45.7cm口径的5LX钢管,垂直式焊接支架支撑。
在整个阿拉斯加原野上使用了大约120000t这类钢管。
使用的焊条则是E8018-C3低氢型焊条。
5.高层建筑:大约30年前,钢结构建筑得到应用。
芝加哥的100层约翰汉考克(JohnHancock)中心和纽约的110层双子塔式世界贸易中心已在建设中。
在地面以上,世界贸易中心需要176000t预制结构钢。
稍后是希尔斯(Sears)大厦。
伯利恒钢铁公司获得了纽约奥尔巴尼SouthMall中心200000t轧制钢件的订单。
据报道,联合结构钢公司(AlliedStructuralSteelCo.)则在第一国民银行芝加哥大厦的建造中使用了多丝气体保护焊。
在建造332m高的约翰汉考克中心的头22层的几个关键拐角部件的一份工程报告中,联合结构钢公司的一位发言人说各种各样的焊接方法都用上了。
在这部分用了12000多吨结构钢。
每1根H形柱子内的腹板和法兰盘都是用厚达16.5cmA36钢板制成的。