选粉机(O-SEPA N-3000)
- 格式:ppt
- 大小:952.00 KB
- 文档页数:30
O-SEPA选粉机安全操作规程一、选择合适的工作场所1.1 选择离其他设备和人员较远的空旷地带作为工作场所。
1.2 确保工作场所通风良好,避免粉尘滞留和积聚。
1.3 若工作场所需要用电,应确保电源稳定,防止电源波动引起设备损坏或安全事故。
二、准备工作2.1 在开始操作之前,应仔细阅读O-SEPA选粉机的操作手册,了解设备的结构、功能和操作要点。
2.2 检查设备是否完好无损,如有损坏或故障应及时报修或更换。
2.3 确保操作人员配备必要的个人防护装备,包括安全帽、防护眼镜、防尘口罩、耐酸碱手套等。
2.4 确保操作人员接受过相关培训,了解设备的使用方法、安全注意事项和应急处理措施,并能够熟练地操作设备。
三、操作步骤3.1 在开始操作之前,应将设备的电源关闭,并将电源插头拔出。
3.2 操作人员应先戴上个人防护装备,确保自身安全。
3.3 操作人员应检查设备内部是否有残留物,如有应及时清理。
3.4 将所需的粉料按照设备要求放入粉料仓中,注意避免漏粉和溢粉现象发生。
3.5 连接电源并开启设备的电源开关。
3.6 调节设备的工作参数,如粉料流量、风速等。
确保设备能够正常工作,并达到所需的粉末分离效果。
3.7 操作人员应始终保持警惕,注意观察设备的工作情况,如发现异常现象或故障应及时停机检修。
3.8 在设备工作过程中,应定期清理和维护设备,避免粉尘积聚和设备损坏。
四、安全注意事项4.1 禁止将手或其他物体伸入设备内部工作区域。
4.2 禁止用湿手或带水的工具触碰设备或电源。
4.3 禁止用金属物体接触设备部件,以防止电击事故发生。
4.4 在设备开机运行期间,禁止擅自拆卸或调整设备零部件。
4.5 设备停机后,应及时关闭电源开关并拔除电源插头。
4.6 操作人员应定期进行设备维护和保养,确保设备的正常运行和安全性能。
五、紧急处理措施5.1 如设备发生故障或异常现象,应立即停机,并断开电源。
5.2 在设备停机后,应按照设备的操作手册进行故障排除。

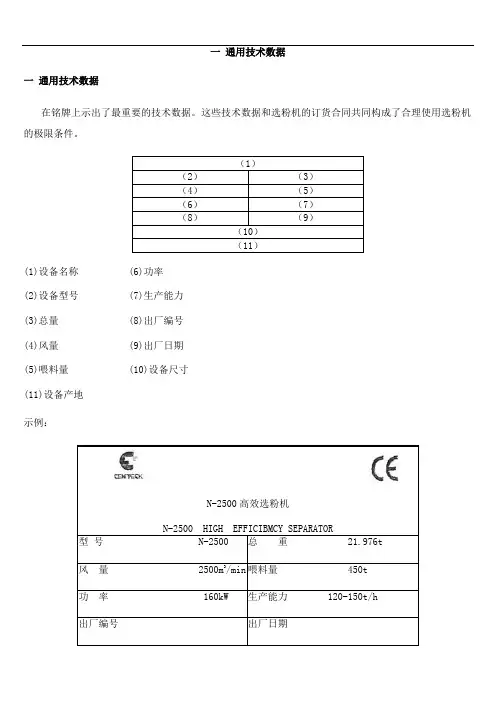
一通用技术数据一通用技术数据在铭牌上示出了最重要的技术数据。
这些技术数据和选粉机的订货合同共同构成了合理使用选粉机的极限条件。
(1)(2)(3)(4)(5)(6)(7)(8)(9)(10)(11)(1)设备名称 (6)功率(2)设备型号 (7)生产能力(3)总量 (8)出厂编号(4)风量 (9)出厂日期(5)喂料量 (10)设备尺寸(11)设备产地示例:N-2500高效选粉机N-2500 HIGH EFFICIBMCY SEPARATOR型号 N-2500总重 21.976t风量 2500m3/min喂料量 450t功率 160kW生产能力 120-150t/h出厂编号出厂日期有关各型号选粉机的主要参数参看表一。
有关进一步的技术细节可参见选粉机中的相关图纸。
表一二、通用说明这些操作说明书是所供货选粉机的有机组成,应保存在选粉机操作台附近,以便于在安装、操作、维护时使用。
1、产品概述O-SEPA选粉机又称水平涡流选粉机,是我公司在引进日本小野田技术的基础上经过不断改进和完善后的新型粉体分级设备,广泛用于水泥工业对粉状物料或其他工业相当物料的分级。
它具有高产低耗、处理量大、操作维护简单、产品颗粒级配尺寸范围窄等特点。
2、环境说明使用环境要求:温度: -20℃~+40℃湿度:≤50%(at40℃),≤90%(at20℃)海拔:≤l000m贮运环境要求:温度: -25℃~+55℃;24小时之内;≤70℃3、现场说明选粉机的工作地点必须满足5米以上的起吊空间,工作场所的照明为300Lux且不能存在影响安全的阴影、眩目或频闪。
主电机要有CE认证,其控制系统要有过流过载保护装置,独立的启动、停止装置和防止断电后重新上电自启动功能,且主电机要有接地保护。
选粉机要有一个电源主隔离开关,并满足以下要求:(1)带或不带保险的隔离开关(符合IEC60974-3、AC-23B);(2)必须且仅有一个OFF和一个ON两个位置,用“O”和“I”标识;(3)所有触头断开前,不应当指示“OFF”位置,靠足够的行程间隙和明显的标志来保证;(4)有一个灰或黑色的手柄;(5)提供一个可在OFF位置上锁定的装置(5)具有足够的切断能力。
目录中文摘要 (1)ABSTRACT (1)0 前言 (1)1 O-SEPA选粉机的结构 (2)2 O-SEPA选粉机的工作原理及特点 (3)3 O-SEPA选粉机的技术改进 (3)4O—SEPA选粉机的的调节 (3)4.1 O-SEPA高效选粉机各次风量的调整 (3)4.2 O-SEPA高效选粉机转子转速的调节 (4)4.3 O-SEPA选粉机的调整对辊压机影响 (5)5 O-SEPA选粉机常见的问题及解决办法 (6)5.1主轴陶瓷片脱落 (7)5.2 密封圈结尘 (7)5.3 内衬陶瓷片部分脱落 (7)5.4磨损严重,产量降低 (7)5.5 常见问题的分析 (8)5.6 匹配分析 (8)6 结语 (9)7致谢 (10)参考文献………………………………………………………………………… .10O-SEPA选粉机应用与实践摘要:O-SEPA选粉机因其原理先进、分级机理明确,具有操作简单,细度调节方便,选粉效率高,能耗低等特点,可提高系统产量30%~50%。
本文主要介绍了O-SEPA选粉机的结构和工作原理、生产过程中的调节、常见故障及处理方法。
关键词:选粉机结构原理调节Abstract:O-SEPA separator because of the advanced theory, grading mechanism of a clear, simple, convenient adjustment fineness, Separator high efficiency, low energy consumption and increase the output of the system is 30% ~ 50%. This paper describes the O-SEPA separator structure and working principle, the production process of regulation. Common Faults and treatment .Keywords : Separator Structure Principle Adjustment0前言由磨机、选粉机等设备组成的闭路粉磨系统,比开路粉磨系统提高产量10~20%。
334第二十二章 水泥工业用O-SEPA 型选粉机一 概 述O-SEPA 选粉机是继离心式选粉机和旋风式选粉机后发展起来的具有国际先进水平的第三代选粉设备。
日木小野田水泥技术公司拥有此项技术专利,一九八六年山东省建筑材料机械厂等四家共同从小野田水泥技术公司引进了N250~3000七种规格制造技术。
为适应水泥工业大型化的发展趋势,1994年山东省建材机械厂独家引进了为日产4000T 水泥熟料生产线配套的N-3500、4000、5000三种规格的O-SEPA 选粉机设计、生产及制造技术,这样就结束了日产4000T 水泥熟料生产线上用多台选粉机的历史,工艺布置更加紧凑,操作维修更为方便等。
经过消化吸收和不断的完善改进,O-SEPA 选粉机的设计、制造和应用技术已经非常成熟。
现已制造出几百台不同型号的0-SEPA 选粉机,在各地用户相继使用,收到了良好的效果。
值得一提的是日本小野田水泥技术公司与中国在大连、张店合建的水泥厂均选用了国产的0-SEPA 选粉机。
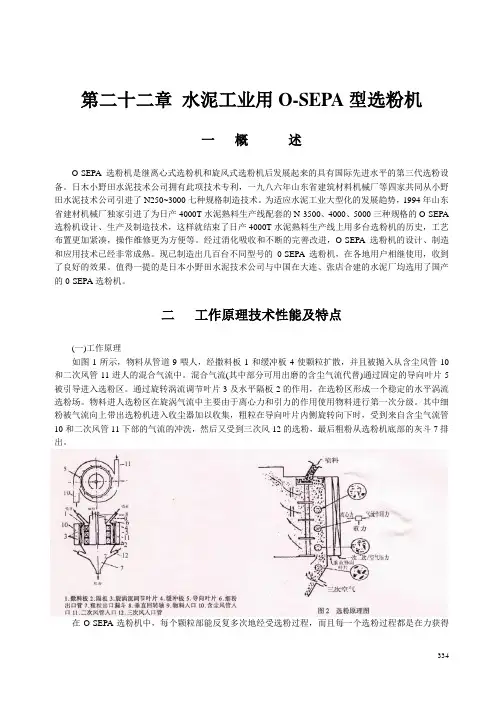
二 工作原理技术性能及特点(一)工作原理如图1所示,物料从管道9喂人,经撒料板1和缓冲板4使颗粒扩散,并且被抛入从含尘风管10和二次风管11迸人的混合气流中。
混合气流(其中部分可用出磨的含尘气流代替)通过固定的导向叶片5被引导进入选粉区。
通过旋转涡流调节叶片3及水平隔板2的作用,在选粉区形成一个稳定的水平涡流选粉场。
物料进人选粉区在旋涡气流中主要由于离心力和引力的作用使用物料进行第一次分级。
其中细粉被气流向上带出选粉机进入收尘器加以收集,粗粒在导向叶片内侧旋转向下时,受到来自含尘气流管10和二次风管11下部的气流的冲洗,然后又受到三次风12的选粉,最后粗粉从选粉机底部的灰斗7排出。
在O-SEPA选粉机中,每个颗粒部能反复多次地经受选粉过程,而且每一个选粉过程都是在力获得精确平衡的条件下迸行的,因而颗粒在选粉机内的停留时间相当长,而且选粉过程本身是分段地和多方式地进行的,借助于旋涡流调节叶片和水平隔板,在大规格的设备内也能形成稳定的水平涡流。

O-Sepa高效选粉机使用说明书陕西斯达实业有限公司中国·西安目录一、前言 (2)二、主要技术性能参数 (5)三、结构及工作原理概述 (7)四、工艺选型方法 (7)五、机器安装 (8)六、试运转 (10)七、操作、维护及检修 (10)一、前言粉磨技术采用圈流工艺是保证被粉磨物料粒径均齐、材料潜能充分发挥、节能高效的有效措施。
圈流工艺的关键设备是选粉机。
水泥工业选粉机已由最早的静态选粉机、第一代离心式选粉机、第二代旋风式选粉机、第三代旋转笼式涡轮转子选粉机发展为新一代笼式涡轮转子高效动态选粉机。
O-Sepa选粉机是日本小野田公司研制开发的第三代旋转笼式涡轮转子选粉机。
我公司在该选粉机基础上成功应用国际先进水平的TSV4高效、低阻、节能涡轮转子技术,研究开发出适合我国国情的、达到国际先进水平的新一代改进型O-Sepa系列高效动态选粉机。
(一)应用形式:由我公司开发研制推广的不同应用形式有三种,分别成功应用于水泥、水泥生料、煤粉和其它矿物质方面的分选。
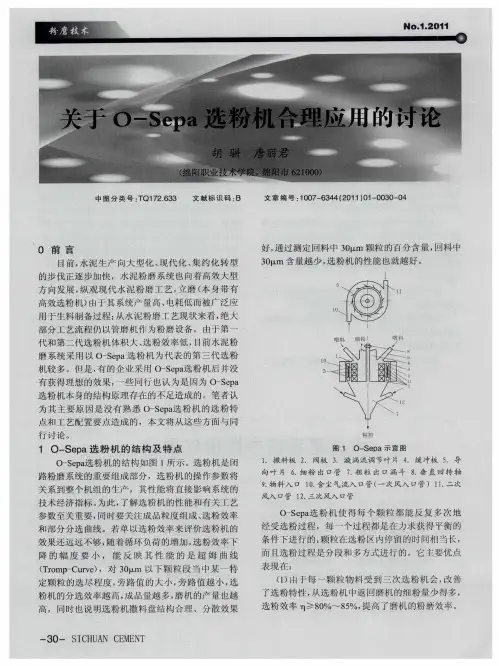
下图是我公司应用于水泥1.转子叶片内侧进风口的横截面积增大,选粉空气的径向速度朝着转子轴的方向减小,选粉区不局限于叶片转子的周边而是延伸入转子叶片间的开口处,大大提高了选粉效率;涡流系统被引入到叶片转子的中心,提高了选粉机分选细粉的能力。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减小、叶片磨损大大减小。
2.涡流产生的能耗。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减3.笼形转子上部撒料盘进行了高效抛撒改进。
使料气混合能力大大提高,从而有助于选粉能力提高。
(三)选粉机的分级特性:1.选粉机的实际效率可用分级曲线(Tromp 曲线)来表示。
2.分级曲线的模拟模型(简化座标):—不完善度 I=d75-d25/(2 d50)—分级精度 X=d25/d75—曲线倾角Θ=A tan(-0.5/㏒x)这是直线的倾角,通过对简化坐标中分级曲线的分级区域进行线性处理而展变化:(四)选粉机的重要特性及其他优点:1、该选粉机能满足选择选粉机的全部要求。

O-SEPA选粉机工作原理
离心式选粉机
1、o-sepa选粉机是离心式选粉机的改造的产物。
2、离心式选粉机由转子带着大风叶与小风叶旋转完成选粉。
3、物料由溜子A进入,到达撒料盘B(撒料盘由于高速旋转)物料被水平方向抛出。
4、大风叶的作用,产生一个经百叶窗的内循环风。
5、小风叶的作用,产生一道风墙,把不合格的物料选出来回磨继续粉磨。
6、物料由溜子A进入离心式选粉机内,落到撒料盘B,被高速旋转的撒料盘水平抛出,细粉被大风叶产生的循环风带着向上升,在经过小风叶产生的风墙时,不合格品被选下,向下滑落顺着溜子回磨内继续粉磨。
(小风叶共有36片,数量可以调整,不同的片数选出的物料细度不一样)
被选出的合格品,随着大风叶产生的风继续向上升,经过大风叶后,由于空间增大,沉降下来,顺着溜子进入入库设备,成为成品,而风经百叶窗继续循环。
大风叶的片数是对称安16片,数量也可以对称调整,以满足生产。
大风叶片数越多,产生的风越多,风速越快,选出的产品越多,台时越高,但细度越粗。
小风叶片数越多,风墙的强度越强,选出的产品越少,台时越低,细度越细。
7、o-sepa选粉机是由离心式选粉机改造而成。
高浓度收尘大风机的转速,相当于大风叶的功能。
o-sepa选粉机的里面的风轮相当于小风叶的功能。
8、离心式选粉机选粉效率低,已被淘汰。
o-sepa选粉机目前是选粉效率最好的选粉设备。
9、所以,尽可能稳定高浓度收尘大风机转速(42.5和32.5转速一般不同)平常只需调整o-sepa 转子转速。
摘要水泥熟料的粉磨是水泥生产的一个至关重要的环节,对水泥成品的质量起关键的影响。
设计的目的之一,就是在保证水泥产量和质量的前提下,减少成本,降低电力消耗,减少污染等。
本次设计的内容是年产78万吨PⅡ硅酸盐水泥粉磨系统。
在设备选用上,尽量选用国内设备以便维修保养方便。
设计的内容具体为:1.配料计算2.物料平衡3.粉磨车间工艺流程4.设备选型5.水泥粉磨车间图纸设计在水泥粉磨环节,采用目前较为广泛使用的辊压机预粉磨系统,该粉磨系统系将物料先经辊压机辊压后送入后续球磨机粉磨成成品。
该系统目前运用技术已日趋成熟,具有节能高效等特点,为大多数大型水泥厂家所接受。
关键词:配料、平衡、选型、设计、水泥磨引言课程设计是学生完成所有理论课和实验实习课程后的一个教学环节,它是在教师指导下,由学生综合运用所学过的基础知识和实践生产知识,查找工具书和各种技术资料达到计算、绘图、编写说明书等来解决实际生产技术问题的教学环节。
也是从事技术工作的一次演习,与先前的教学过程相比,具有较强的综合性、实践性和探索性。
通过课程设计不仅使学过的知识得以巩固、提高,而且进一步培养我们独立思考、设计及解决实际技术问题的能力,使自己的学识和工程实践能力有一个很大的进步,最终完成在校的学习任务。
本设计为顺应水泥发展趋势,提高我专业学生的综合素质和适应能力,主要设计水泥熟料的粉磨车间的工艺布置、主要设备选型、计算生料配比、物料平衡等。
1配料计算1.1设计内容设计课题名称:年产78万tP Ⅱ硅酸盐水泥粉磨车间工艺设计。
1.2原始数据1.2.1原始材料数据表1—1原材料数据项目 烧失量 SiO 2 AL 2O 3 Fe 2O 3 CaO MgO 总和 石灰石 40.77 4.30 1.62 1.39 51.14 0.50 99.72 砂岩 4.74 69.82 10.44 4.95 4.28 1.08 95.31 铁质 2.72 21.75 7.86 64.06 2.02 0.15 98.56 粉煤灰 1.83 52.92 28.86 6.12 4.40 1.06 95.19 烟煤煤灰 0.00 49.93 28.60 8.7 5.05 1.81 94.09(1)石膏,外购;SO 3:40%;W 少量 ;块度﹤300mm (2)石灰石(混合材):含水量1%(3)燃料:烟煤;易磨系数1.36 ,块度﹤80mm 1.2.2煤工业分析表1—2煤工业分析名称 水分(Mar ) 挥发分(Var ) 灰分(Aar ) 固定碳(Car ) 热值(Qar ) 烟煤 1.32 27.49 22.03 49.1623731.9 无烟煤 1.43 4.84 14.41 79.32 25873.7 1.3 熟料目标率值的选定生料配料方案的优选关系到水泥厂达产达标、节能降耗和长期安全运转的基本保证。
O-Sepa高效选粉机使用说明书陕西斯达实业有限公司中国·西安目录一、前言 (2)二、主要技术性能参数 (5)三、结构及工作原理概述 (7)四、工艺选型方法 (7)五、机器安装 (8)六、试运转 (10)七、操作、维护及检修 (10)一、前言粉磨技术采用圈流工艺是保证被粉磨物料粒径均齐、材料潜能充分发挥、节能高效的有效措施。
圈流工艺的关键设备是选粉机。
水泥工业选粉机已由最早的静态选粉机、第一代离心式选粉机、第二代旋风式选粉机、第三代旋转笼式涡轮转子选粉机发展为新一代笼式涡轮转子高效动态选粉机。
O-Sepa选粉机是日本小野田公司研制开发的第三代旋转笼式涡轮转子选粉机。
我公司在该选粉机基础上成功应用国际先进水平的TSV4高效、低阻、节能涡轮转子技术,研究开发出适合我国国情的、达到国际先进水平的新一代改进型O-Sepa系列高效动态选粉机。
(一)应用形式:由我公司开发研制推广的不同应用形式有三种,分别成功应用于水泥、水泥生料、煤粉和其它矿物质方面的分选。
下图是我公司应用于水泥1.转子叶片内侧进风口的横截面积增大,选粉空气的径向速度朝着转子轴的方向减小,选粉区不局限于叶片转子的周边而是延伸入转子叶片间的开口处,大大提高了选粉效率;涡流系统被引入到叶片转子的中心,提高了选粉机分选细粉的能力。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减小、叶片磨损大大减小。
2.涡流产生的能耗。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减3.笼形转子上部撒料盘进行了高效抛撒改进。
使料气混合能力大大提高,从而有助于选粉能力提高。
(三)选粉机的分级特性:1.选粉机的实际效率可用分级曲线(Tromp 曲线)来表示。
2.分级曲线的模拟模型(简化座标):—不完善度 I=d75-d25/(2 d50)—分级精度 X=d25/d75—曲线倾角Θ=A tan(-0.5/㏒x)这是直线的倾角,通过对简化坐标中分级曲线的分级区域进行线性处理而展变化:(四)选粉机的重要特性及其他优点:1、该选粉机能满足选择选粉机的全部要求。
O—SEPA选粉机O—SEPA型选粉机是新型高效选粉机(第三代选粉机)。
由小野田公司研制的,1979年通过工业试验后应用于工业生产。
O—SEPA选粉机的工作原理:需要选粉的物料由上喂料管喂入通过撒料盘、缓冲板充分分散落入分选区。
分选气流大部分来自磨机的含尘气体。
通过切向的一次、二次风进口及固定导向叶片进入。
在选粉区内由笼式叶片和水平叶片组成的回转涡轮使内外压差在整个分选区高度内维持一定,从而使整个分选区内的气流稳定均匀,为精确的选粉造成了良好的条件。
物料自上而下为每个颗粒提供了多次重复的分选机会,而且每次分选都在精确的力的平衡下进行,在分选区的停留时间较长,最后落入锥体部分,再经三次风分选。
所以选粉效率显著提高,同时又改变粒径分布。
O—SEPA选粉机与普通选粉机不同的特点有四个方面:空气水平方向引进,以切线方向进入选粉室;撒粒盘位于转子上方选粉机顶部。
迫使粗粉贯穿空气选粉的全过程;转子有较短的竖向风机叶片,采用较高的转子。
选粉机体积可缩小;转子周围的导向叶片改进了空气分布和物料在空气中的分散状态,为精确的选粉创造了良好条件,其优点是:①物料粒径分选精确、选粉效率高、单位容积处理量大。
②产品细度调节范围广,只需方便调节立轴转速即可生产比面积为2600~7000ccm2/g 的水泥。
③改善了水泥成品的颗粒分布,有利于提高水泥质量,达到同样水泥强度,用O—SEPA 型选粉机生产的水泥比表面积可比一、二代选粉机降低100~300cm2/g。
④可提高磨机产量,降低电耗,与传统选粉机相比,可使磨机产量提高约20%,节能约18%。
⑤可大量地利用冷空气,磨机也可采用强力通风,有利于降低水泥温度。
⑥能适应高浓度的含尘气体,可将含尘气体作分选气流使用。
因此可将磨机含尘气体直接引入选粉机,简化了粉磨系统。
⑦、机体小、布置紧凑、相同生产能力下,其体积只有传统选粉机的专一言,可减少设备和土建投资。
O—SEPA型选粉机的规格性能见表4—3O—SEPA型空气选粉机规格性能。
o-sepa选粉机安全操作规程(10篇范文)第1篇 o-sepa选粉机安全操作规程1开停机顺序及注意事项1.1开机顺序:关闭风阀、启动稀油站冷却水、稀油站、选粉机、调节各风阀开度。
1.2停机顺序:选粉机、关闭风阀、稀油站、稀油站冷却水。
1.3注意事项:注意稀油站冷却水路、油路畅通。
2开机前检查2.1确认稀油站的循环冷却水畅通,油泵电机以及油温、油压正常;2.2确认主电机及减速机地脚螺栓紧固;2.3确认机体内的耐磨陶瓷片无脱落,如有脱落及时粘贴;2.4确认导向叶片完好,一、二次风道无积灰;2.5确认卸灰翻板阀动作灵活;2.6确认鼠笼回转灵活,无卡碰现象;2.7确认安全防护装置完好。
3运行中的检查3.1检查电机及减速机有无震动、异音、发热等情况;3.2检查润滑系统的供油及回油是否畅通,油温油压是否正常;3.3检查机体内有无异常声响及震动;3.4检查各阀门开度是否合适;3.5检查主电机电流变化情况,作好记录,3.6检查两下料斜槽的料流量是否接近(下料不均匀会导致撒料盘受力不平衡而产生较大的震动);3.7检查翻板阀动作是否灵活。
4停机后维护保养4.1检查有无漏油、漏灰现象;4.2检查机体内陶瓷片有无脱落,导向叶片的磨损情况;4.3检查各风道有无积灰,如有积灰及时清理。
第2篇电子称选粉机巡检岗位安全操作规程一、本规程使用于制成车间电子称、选粉机巡检岗位。
二、上岗前按规定佩带劳动保护用品。
三、严禁酒后上岗和当班饮酒四、开机前准备1、检查各连接部位是否松动,壳体、地脚、机座是否完好。
2、检查传动装置是否完好,有无异常现象。
3、检查润滑装置的密封状况,有无缺油、漏油现象,有无灰尘进入,油质是否良好,油位是否适当。
4、检查现场各仪表是否完好,信号是否正常。
5、及时清理各部位异物,保证物流畅通。
6、检查各处的密封状况,有无漏料、漏灰、漏油、漏风现象,检查门、检查孔是否封严。
7、检查各种安全设施和照明设施,是否存在隐患,确保设备、人身安全。