《聚合物加工工程》复习提要
- 格式:ppt
- 大小:268.50 KB
- 文档页数:46


聚合物成型加工基础复习
聚合物成型加工基础复习
[聚合物成型加工基础]复习
《聚合物成型加工基础》备考
高分子一次结构、二次结构、高分子三次结构
聚合物温度-应力曲线(图两张),tx、tg、tm、tf、td;聚合物的采用温度
非牛顿流体中,假塑性流体、胀塑性流体、宾汉流体的加工特性注射螺杆与挤出螺杆相比,结构上的差别
聚合物分子之间的作用力
交联与支化的高分子区别
对于结晶聚合物制品膨胀性
高聚物的粘性流动是怎样产生的
单螺杆挤出机的螺杆职能区分割
挤出成型过程中的能量来源
熔体运送理论中,熔体在螺槽中的几种流动
结构改进后的新型螺杆
压缩比,抽走口服螺杆的压缩比
注射成型中的背压、注射压力、锁模力等重要概念
热处理成型成型方法,热处理的必要条件
热塑性塑料的特点
增塑剂的促进作用及具备的效能
聚合物的结晶与取向;结晶聚合物的取向,取向聚合物的结晶非结晶聚合物和结晶聚合物的透明性
银纹与裂缝区别
聚合物熔体在挤出时的挤出胀大、不稳定流动,与分子量的关系。
筛板的作用。
如何消解或者集中制品的内应力
降解的概念以及如何避免
高分子聚合物与高分子物质在力学性质上的有何区别?
分子量和分子量分布对机械性能和成型加工性能的影响?影响挤出物胀大的因素?影响皮德盖段液态运送的原因?
什么是螺杆压缩比?确定压缩比的依据是什么?为什么要有压缩比?。
聚合物制备工程复习要点一:1,高分子材料合成工业发展趋势:扩大产能及装置大型化、产品结构调整、加强高分子材料科学与工艺学的理论基础研究、催化剂的重大作用、合成、加工与应用的一体化、计算机与信息技术迅速推广应用、发展清洁生产,注重可持续发展、2,清洁生产的四个等级:提高化学反应转化率和选择率,减少污染来源,实现“零排放”;将不可避免的废料经过处理,作为原料再循环利用;将不可循环的废料进行无毒化后处理,使其对环境的影响降到最小;将处理过的“三废”有选择的向环境(水域、大气)排放。
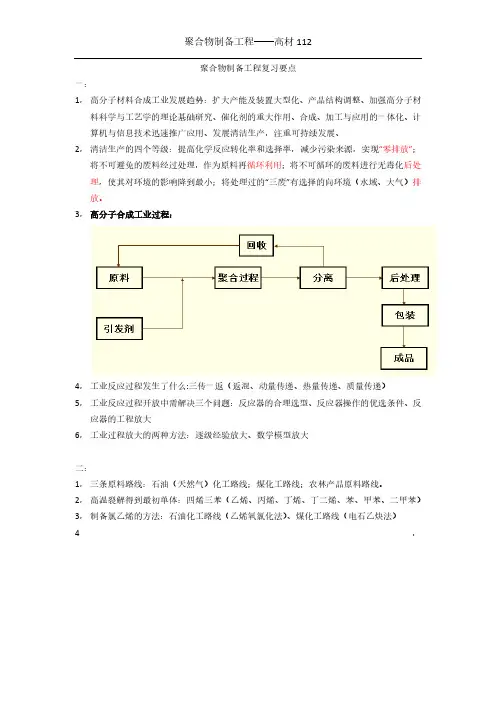
3,高分子合成工业过程:4,工业反应过程发生了什么:三传一返(返混、动量传递、热量传递、质量传递)5,工业反应过程开放中需解决三个问题:反应器的合理选型、反应器操作的优选条件、反应器的工程放大6,工业过程放大的两种方法:逐级经验放大、数学模型放大二:1,三条原料路线:石油(天然气)化工路线;煤化工路线;农林产品原料路线。
2,高温裂解得到最初单体:四烯三苯(乙烯、丙烯、丁烯、丁二烯、苯、甲苯、二甲苯)3,制备氯乙烯的方法:石油化工路线(乙烯氧氯化法)、煤化工路线(电石乙炔法)4,三:1,自由基聚合的四种方法:本体聚合、溶液聚合、乳液聚合、悬浮聚合2,自由基聚合生产引发剂的选择:按照聚合方法选择引发剂(油溶性、水溶性)、根据聚合反应操作方式及温度选择引发剂、根据分解速率常数选择引发剂、根据分解活化能选择引发剂、根据半衰期选择引发剂,3,影响分子量的因素:引发剂、聚合温度、链转移反应4,本体聚合概念:在不使用溶剂和分散介质的情况下,以少量的引发剂或光和热引发使单体进行聚合反应的方法。
本体聚合特点:主要优点:产品的纯度高、工艺过程比较简单、三废污染小。
主要缺点:相对发热量较大、聚合反应热排出困难;体系粘度高、温度难以稳定,分子扩散困难,聚合物分子量分布宽。
(解决本体聚合体系放热和散热这一对矛盾的措施有:控制聚合反应的转化率、将聚合反应分步(反应器)进行、采用特殊聚合设备,强化聚合反应器的传热、控制“自加速效应”)典型的本体聚合生产工艺有:非均相本体聚合——聚氯乙烯本体聚合生产、本体浇铸聚合——有机玻璃生产、气相本体聚合——高压聚乙烯生产单体预聚灌模法的主要优点:(1)在预聚釜内进行单体的部分聚合,可以减轻模具的热负荷;缩短单体在模具内的聚合时间,提高生产效率,保证产品质量;(2)使一部分单体在模具外先行聚合,减少了其在模具内聚合时的收缩率;(3)增加粘度,从而减少在模具内的泄漏现象;(4)克服溶解于单体中氧分子的阻聚作用。


《聚合物加工工程》复习知识点一,名词解释1、分散性、均匀性、分散相、连续相分散性:指分散相的破碎程度,用分散相的平均尺寸及其分布表示。
尺寸越小,分布越窄,则分散度越高。
均匀性:是指被分散物在共混体中的浓度分布均一性,反应在共混物不同部位取样,分散物含量的差异程度。
主要取决于混炼效率和混炼时间。
分散相:共混物中,间断地分散在连续相中(岛相)。
连续相:共混物中,连续而不间断的相称为连续相(海相)。
2、混炼胶:将各种配合剂混入并均匀分散在橡胶中的过程,其产物叫混炼胶。
塑化料:将各种添加剂混入并均匀分散在塑料熔体中的过程,其产物叫塑化料。
3、橡胶的塑炼:使弹性材料由弹性状态转变为可塑性状态的工艺过程。
4、塑料的塑化:是借助加热和剪切作用使无聊熔化、剪切变形、进一步混合,使树脂及各种配合剂组分分散均匀。
5、压延成型p315:压延成型是生产高聚物薄膜和片材的主要方法,它是将接近粘流温度的物料通过几个相向旋转着的平行辊筒的间隙,使其受到挤压和延展作用,得到表面光洁的薄片状连续制品。
6、螺杆的长径比p115:螺杆长径比L/D :指工作部分有效长度与直径之比。
L/D大,温度分布好。
混合均匀,减少逆流和漏流,生产能力提高。
7、几何压缩比p116:指加料段第一螺槽的容积与均化段最后一个螺槽容积之比。
一般为2~5,压缩比愈大,挤压作用愈大,排气能力愈强。
8、挤出工作点p104:螺杆特性线AB与口模特性线OK1的交点C,称为挤出机的工作点。
9、塑化能力p233:是指注射机塑化装置在1h内所能塑化物料的质量(以标准塑料聚苯乙烯为准),它是衡量注射机性能优劣的重要参数。
10、*注射量p231:注射量—注射机的最大注射量或称公称注射量,指注射机在对空注射(无模具)条件下,注射螺杆或柱塞作一次最大注射行程时,注射系统所能达到的最大注射量。
11、注射过程p240:塑化良好的聚合物熔体,在柱塞或螺杆的压力作用下,由料筒经过喷嘴和模具的浇注系统进入并充满模腔这一复杂而又重要的过程称为注射过程。