单螺杆挤出机的固体输送汇总
- 格式:ppt
- 大小:2.21 MB
- 文档页数:35
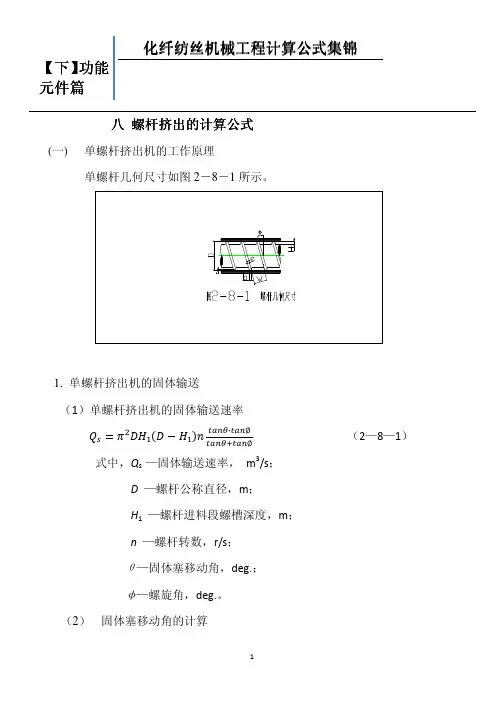
单螺杆挤出机工作原理
单螺杆挤出机是一种常用的塑料成型设备,其工作原理是通过回转的螺杆将固态的塑料料柱加热、熔化、排气并通过挤出机筒体的特定结构挤出成形。
具体来说,单螺杆挤出机由进料区、螺杆区、压力区和挤出口组成。
在进料区,未熔化的塑料颗粒被输送到螺杆进料口。
然后,螺杆开始回转,将塑料物料推入螺杆区。
在螺杆区域,塑料物料逐渐加热并熔化。
这是通过螺杆与加热器的摩擦产生的热量实现的。
螺杆旋转的运动将塑料物料向前推送和混炼,使其逐渐达到熔化状态。
接下来进入压力区,其中的螺杆设计有螺纹,将已熔化的塑料物料推向挤出机的出料口。
在这个过程中,由于挤出口的尺寸较小,螺纹的间距逐渐减小,从而产生越来越大的压力,将塑料挤出。
最后,熔化的塑料通过挤出口进入模具或挤出头,形成所需的产品形状。
在模具或挤出头内部,塑料物料开始冷却并固化,最终成为所需的塑料制品。
总之,单螺杆挤出机通过旋转的螺杆将塑料物料加热、熔化、挤压并挤出,实现塑料制品的成型。
其工作原理简单明了,适用于各类塑料的挤出加工。
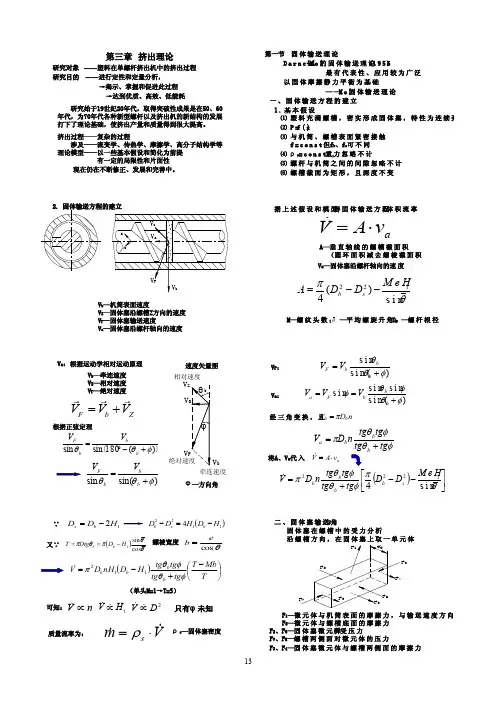
第三章挤出理论研究对象——塑料在单螺杆挤出机中的挤出过程研究目的——进行定性和定量分析,→揭示、掌握和促进此过程→达到优质、高效、低能耗研究始于19世纪20年代,取得突破性成果是在50、60年代,为70年代各种新型螺杆以及挤出机的新结构的发展打下了理论基础,使挤出产量和质量得到很大提高。
挤出过程——复杂的过程涉及——流变学、传热学、摩擦学、高分子结构学等理论模型——以一些基本假设和简化为前提有一定的局限性和片面性现在仍在不断修正、发展和完善中。
第一节固体输送理论D a r n e l l -M o l 的固体输送理论(1956)以固体摩擦静力平衡为基础——M o l 固体输送理论一、固体输送方程的建立1. 基本假设⑴塑料充满螺槽,密实形成固体塞,特性为连续弹性体⑵P =f (z )⑶与机筒、螺槽表面紧密接触f =c o n s t. 但f b 、f s 可不同最有代表性、应用较为广泛⑷ρs =c o n s t.,重力忽略不计⑸螺杆与机筒之间的间隙忽略不计⑹螺槽截面为矩形,且深度不变思考题4. 提高固体输送率的有效结构措施是什么?为什么?3. 固体输送段消耗的总功率包含哪几项? 1. M o l 固体输送理论是如何建立的?2. 固体输送段物料向前输送的推动力是什么?第十三章:干燥通过本章的学习,应熟练掌握表示湿空气性质的参数,正确应用空气的H–I 图确定空气的状态点及其性质参数;熟练应用物料衡算及热量衡算解决干燥过程中的计算问题;了解干燥过程的平衡关系和速率特征及干燥时间的计算;了解干燥器的类型及强化干燥操作的基本方法。
二、本章思考题1、工业上常用的去湿方法有哪几种?态参数?11、当湿空气的总压变化时,湿空气H–I图上的各线将如何变化? 在t、H 相同的条件下,提高压力对干燥操作是否有利? 为什么?12、作为干燥介质的湿空气为什么要先经预热后再送入干燥器?13、采用一定湿度的热空气干燥湿物料,被除去的水分是结合水还是非结合水?为什么?14、干燥过程分哪几种阶段?它们有什么特征?15、什么叫临界含水量和平衡含水量?16、干燥时间包括几个部分?怎样计算?17、干燥哪一类物料用部分废气循环?废气的作用是什么?18、影响干燥操作的主要因素是什么?调节、控制时应注意哪些问题?三、例题例题13-1:已知湿空气的总压为101.3kN/m2 ,相对湿度为50%,干球温度为20o C。
单螺杆挤出机与双螺杆挤出机性能状况分析报告一. 塑料挤出机概述1. 常规单螺杆挤出机现状和技术水平分析在常规单螺杆挤出机的性能方面,我国己能生产螺杆直径为φ12-φ250mm多种规格、门类齐全的挤出机,长径比大多在25-30范围。
一些新型的混炼元件如分离型、屏障型、分流型、变流道型以及流束位置变换型等混炼元件得到了较为广泛的应用:螺杆最高转速:直径φ150-φ200的大型挤出机加工烯烃类物料时为50-75r/min,加工PVC等热敏性物料时为5-42r/min:直径φ30以下的小型机器加工烯烃类物料时为l60-200r/min,加工PVC等热敏性物料时为18-l20r/min:北京化工大学研制成功的φl2mm手提式单螺杆排气挤出机为1200r/min。
而国外单螺杆挤出机螺杆直径最小φ6mm,最大为φ700mm,最大长径比达60。
日本池贝公司φ30单螺杆挤出机最高螺杆转速为300r/min,挤出机300kg/h,远远高于我国同规格机器实际产量l4kg/h的水平。
由于常规单螺杆挤出机与其它挤出机相比,具有结构简单、坚固耐用、维修方便、价格低廉、操作容易等特点。
在我国相当长时间内仍有很大市场,因此如何使常规单螺杆挤出机优质、高效、多功能化,仍然是我国塑机研究工作者的艰巨任务。
2.异向旋转双螺杆挤出成型机的现状与技术水平分析2.1 异向旋转平行双螺杆挤出机异向旋转双螺杆挤出机有许多种类型,可分为平行和锥形两大类,前者两根螺杆的轴线互相平行,后者两根螺杆的轴线相交成一角度。
目前流行的平行异向双螺杆挤出机多为在啮合区纵横向都封闭,即共轭型的。
锥形双螺杆挤出机与啮合型平行异向双螺杆挤出机的工作机理基本相同。
如果将其设计成啮合区螺槽纵横向皆封闭的,则其输送能力和建压能力都很强,因其加料端两螺杆轴线间有较大的空间,可以采用大的止推轴承和扭矩分配齿轮,从而能承受高扭矩和高推力负荷,很适合硬聚氯乙烯类制品的挤出成型。
单螺杆挤出机工作过程中,原料从常温、常压的固态状态转变为高温、高压的流动状态,在此过程中伴随着能量的传递
∫∫⋅=⋅ADB ACB r F r F K
K K K d d 则有:¾质点沿任意闭合路径运动一周时,保守力作功为零.0d =⋅=∫l r F W K K ∫∫∫⋅+⋅=⋅BDA ACB l r F r F r F K K K K K K d d d 保守力所作的功与路径无关:∫∫⋅−⋅=ADB ACB r F r F K
K K K d d ¾非保守力:力所作的功与路径有关.保守力的环流为零
4. 固体输送段物料的温升原理
钻木取火与摩擦生热:摩擦能量耗散——机械能转变为热能。
塑性能量耗散:塑性功率为应力张
量与塑性应变率的双点积;
经验性地认为:90%左右的塑性
功将转化为热量。