电子产品装配工艺规程(PPT84页)
- 格式:ppt
- 大小:3.37 MB
- 文档页数:85
电子整机装配工艺规程1 整机装配工艺过程1。
1 整机装配工艺过程整机装配工艺过程即为整机的装接工序安排,就是以设计文件为依据,按照工艺文件的工艺规程和具体要求,把各种电子元器件、机电元件及结构件装连在印制电路板、机壳、面板等指定位置上,构成具有一定功能的完整的电子产品的过程。
整机装配工艺过程根据产品的复杂程度、产量大小等方面的不同而有所区别。
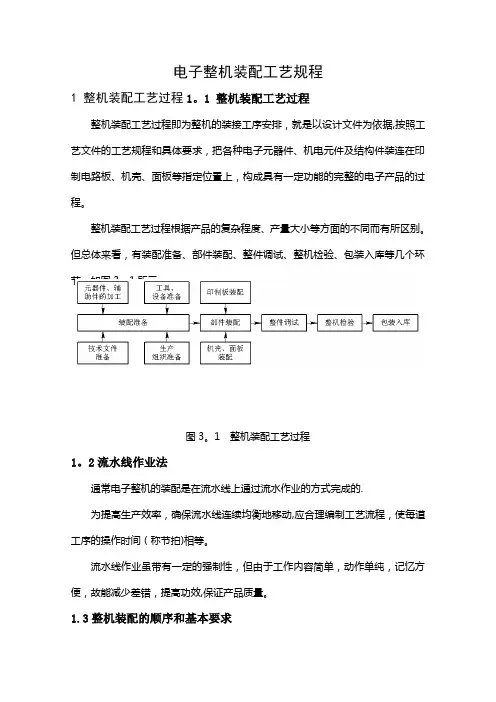
但总体来看,有装配准备、部件装配、整件调试、整机检验、包装入库等几个环节,如图3。
1所示。
图3。
1 整机装配工艺过程1。
2流水线作业法通常电子整机的装配是在流水线上通过流水作业的方式完成的.为提高生产效率,确保流水线连续均衡地移动,应合理编制工艺流程,使每道工序的操作时间(称节拍)相等。
流水线作业虽带有一定的强制性,但由于工作内容简单,动作单纯,记忆方便,故能减少差错,提高功效,保证产品质量。
1.3整机装配的顺序和基本要求1)整机装配顺序与原则按组装级别来分,整机装配按元件级,插件级,插箱板级和箱、柜级顺序进行,如图3.2所示。
图3.2 整机装配顺序元件级:是最低的组装级别,其特点是结构不可分割。
插件级:用于组装和互连电子元器件.插箱板级:用于安装和互连的插件或印制电路板部件。
箱、柜级:它主要通过电缆及连接器互连插件和插箱,并通过电源电缆送电构成独立的有一定功能的电子仪器、设备和系统.整机装配的一般原则是:先轻后重,先小后大,先铆后装,先装后焊,先里后外,先下后上,先平后高,易碎易损坏后装,上道工序不得影响下道工序。
2)整机装配的基本要求(1)未经检验合格的装配件(零、部、整件)不得安装,已检验合格的装配件必须保持清洁.(2) 认真阅读工艺文件和设计文件,严格遵守工艺规程。
装配完成后的整机应符合图纸和工艺文件的要求。
(3)严格遵守装配的一般顺序,防止前后顺序颠倒,注意前后工序的衔接(4)装配过程不要损伤元器件,避免碰坏机箱和元器件上的涂覆层,以免损害绝缘性能。
电子整机装配工艺规程1.整机装配工艺过程1.1 整机装配工艺过程整机装配工艺过程即为整机的装接工序安排,就是以设计文件为依据,按照工艺文件的工艺规程和具体要求,把各种电子元器件、机电元件及结构件装连在印制电路板、机壳、面板等指定位置上,构成具有一定功能的完整的电子产品的过程。
整机装配工艺过程根据产品的复杂程度、产量大小等方面的不同而有所区别。
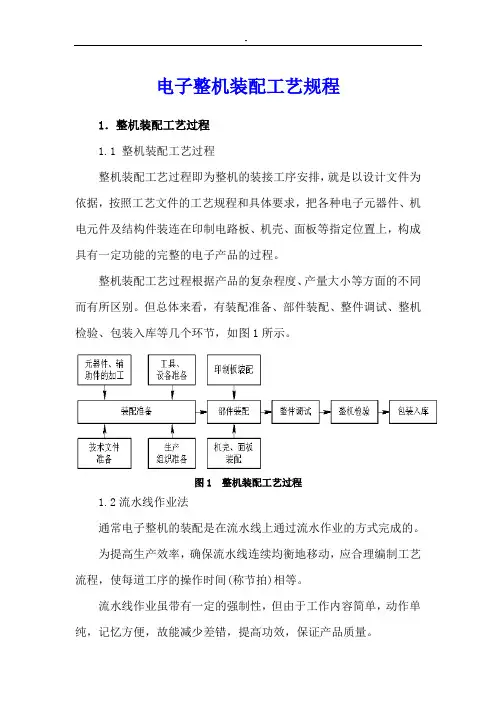
但总体来看,有装配准备、部件装配、整件调试、整机检验、包装入库等几个环节,如图1所示。
图1 整机装配工艺过程1.2流水线作业法通常电子整机的装配是在流水线上通过流水作业的方式完成的。
为提高生产效率,确保流水线连续均衡地移动,应合理编制工艺流程,使每道工序的操作时间(称节拍)相等。
流水线作业虽带有一定的强制性,但由于工作内容简单,动作单纯,记忆方便,故能减少差错,提高功效,保证产品质量。
1.3整机装配的顺序和基本要求1) 整机装配顺序与原则按组装级别来分,整机装配按元件级,插件级,插箱板级和箱、柜级顺序进行,如图2所示。
图2 整机装配顺序元件级:是最低的组装级别,其特点是结构不可分割。
插件级:用于组装和互连电子元器件。
插箱板级:用于安装和互连的插件或印制电路板部件。
箱、柜级:它主要通过电缆及连接器互连插件和插箱,并通过电源电缆送电构成独立的有一定功能的电子仪器、设备和系统。
整机装配的一般原则是:先轻后重,先小后大,先铆后装,先装后焊,先里后外,先下后上,先平后高,易碎易损坏后装,上道工序不得影响下道工序。
2)整机装配的基本要求(1)未经检验合格的装配件(零、部、整件)不得安装,已检验合格的装配件必须保持清洁。
(2)认真阅读工艺文件和设计文件,严格遵守工艺规程。
装配完成后的整机应符合图纸和工艺文件的要求。
(3)严格遵守装配的一般顺序,防止前后顺序颠倒,注意前后工序的衔接。
(4)装配过程不要损伤元器件,避免碰坏机箱和元器件上的涂覆层,以免损害绝缘性能。
(5)熟练掌握操作技能,保证质量,严格执行三检(自检、互检和专职检验)制度。
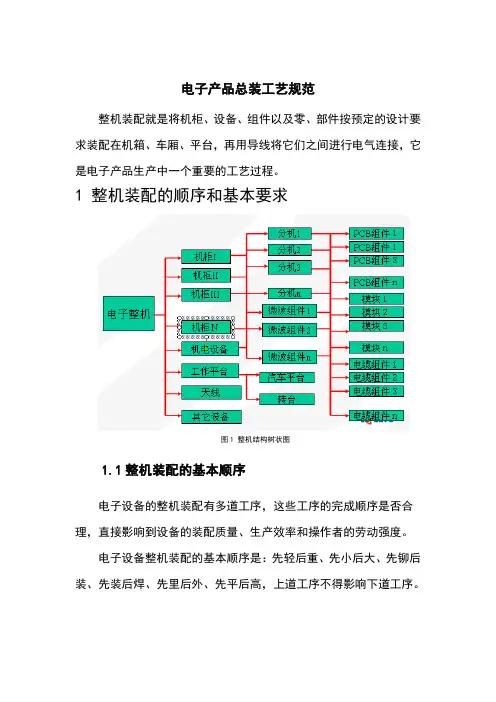
电子产品总装工艺规范整机装配就是将机柜、设备、组件以及零、部件按预定的设计要求装配在机箱、车厢、平台,再用导线将它们之间进行电气连接,它是电子产品生产中一个重要的工艺过程。
1 整机装配的顺序和基本要求图1 整机结构树状图1.1整机装配的基本顺序电子设备的整机装配有多道工序,这些工序的完成顺序是否合理,直接影响到设备的装配质量、生产效率和操作者的劳动强度。
电子设备整机装配的基本顺序是:先轻后重、先小后大、先铆后装、先装后焊、先里后外、先平后高,上道工序不得影响下道工序。
1.2整机装配的基本要求电子设备的整机装配是把半成品装配成合格产品的过程。
对整机装配的基本要求如下:1)整机装配前,对组成整机的有关零部件或组件必须经过调试、检验,不合格的零部件或组件不允许投入生产线。
检验合格的装配件必须保持清洁。
2)装配时要根据整机的结构情况,应用合理的安装工艺,用经济、高效、先进的装配技术,使产品达到预期的效果,满足产品在功能、技术指标和经济指标等方面的要求。
3)严格遵循整机装配的顺序要求,注意前后工序的衔接。
4)装配过程中,不得损伤元器件和零部件,避免碰伤机壳、元器件和零部件的表面涂敷层,不得破坏整机的绝缘性。
保证安装件的方向、位置、极性的正确,保证产品的电性能稳定,并有足够的机械强度和稳定度。
5)小型机大批量生产的产品,其整机装配在流水线上按工位进行。
每个工位除按工艺要求操作外,要求工位的操作人员熟悉安装要求和熟练掌握安装技术,保证产品的安装质量,严格执行自检、互检与专职调试检查的“三检”原则。
装配中每一个阶段的工作完成后都应进行检查,分段把好质量关,从而提高产品的一次通过率。
2 整机装配中的流水线2.1流水线与流水节拍装配流水线就是把一部整机的装连、调试等工作划分成若干简单操作,每一个装配工人完成指定操作。
在划分时要注意到每人操作所用的时间应相等,这个时间称为流水的节拍。
装配的设备在流水线上移动的方式有好多种。
电子产品装配工艺规范 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】电子产品总装工艺规范整机装配就是将机柜、设备、组件以及零、部件按预定的设计要求装配在机箱、车厢、平台,再用导线将它们之间进行电气连接,它是电子产品生产中一个重要的工艺过程。
1 整机装配的顺序和基本要求图1 整机结构树状图整机装配的基本顺序电子设备的整机装配有多道工序,这些工序的完成顺序是否合理,直接影响到设备的装配质量、生产效率和操作者的劳动强度。
电子设备整机装配的基本顺序是:先轻后重、先小后大、先铆后装、先装后焊、先里后外、先平后高,上道工序不得影响下道工序。
整机装配的基本要求电子设备的整机装配是把半成品装配成合格产品的过程。
对整机装配的基本要求如下:1)整机装配前,对组成整机的有关零部件或组件必须经过调试、检验,不合格的零部件或组件不允许投入生产线。
检验合格的装配件必须保持清洁。
2)装配时要根据整机的结构情况,应用合理的安装工艺,用经济、高效、先进的装配技术,使产品达到预期的效果,满足产品在功能、技术指标和经济指标等方面的要求。
3)严格遵循整机装配的顺序要求,注意前后工序的衔接。
4)装配过程中,不得损伤元器件和零部件,避免碰伤机壳、元器件和零部件的表面涂敷层,不得破坏整机的绝缘性。
保证安装件的方向、位置、极性的正确,保证产品的电性能稳定,并有足够的机械强度和稳定度。
5)小型机大批量生产的产品,其整机装配在流水线上按工位进行。
每个工位除按工艺要求操作外,要求工位的操作人员熟悉安装要求和熟练掌握安装技术,保证产品的安装质量,严格执行自检、互检与专职调试检查的“三检”原则。
装配中每一个阶段的工作完成后都应进行检查,分段把好质量关,从而提高产品的一次通过率。
2 整机装配中的流水线流水线与流水节拍装配流水线就是把一部整机的装连、调试等工作划分成若干简单操作,每一个装配工人完成指定操作。