FANUC 0I参数
- 格式:xls
- 大小:68.00 KB
- 文档页数:26

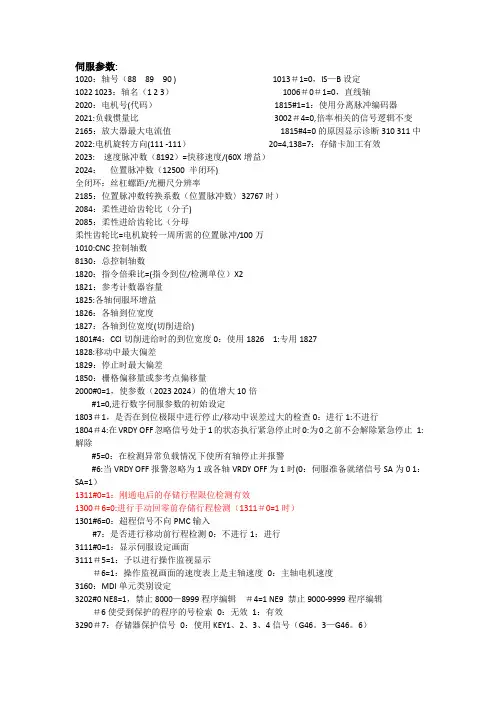
伺服参数:
1020:轴号(88 89 90 ) 1013#1=0,IS—B设定
1022 1023:轴名(1 2 3) 1006#0#1=0,直线轴
2020:电机号(代码) 1815#1=1:使用分离脉冲编码器
2021:负载惯量比 3002#4=0,倍率相关的信号逻辑不变
2165:放大器最大电流值 1815#4=0的原因显示诊断310 311中
2022:电机旋转方向(111 -111) 20=4,138=7:存储卡加工有效
2023: 速度脉冲数(8192)=快移速度/(60X增益)
2024: 位置脉冲数(12500 半闭环)
全闭环:丝杠螺距/光栅尺分辨率
2185:位置脉冲数转换系数(位置脉冲数〉32767时)
2084:柔性进给齿轮比(分子)
2085:柔性进给齿轮比(分母
柔性齿轮比=电机旋转一周所需的位置脉冲/100万
1010:CNC控制轴数
8130:总控制轴数
1820:指令倍乘比=(指令到位/检测单位)X2
1821:参考计数器容量
1825:各轴伺服环增益
1826:各轴到位宽度
1827:各轴到位宽度(切削进给)
1801#4:CCI切削进给时的到位宽度0:使用1826 1:专用1827
1828:移动中最大偏差
1829:停止时最大偏差
1850:栅格偏移量或参考点偏移量
2000#0=1,使参数(2023 2024)的值增大10倍
#1=0,进行数字伺服参数的初始设定
1803#1,是否在到位极限中进行停止/移动中误差过大的检查0:进行1:不进行
1804#4:在VRDY OFF忽略信号处于1的状态执行紧急停止时0:为0之前不会解除紧急停止 1:解除

FANUC系统参数设定
发那克900以后参数
发那克900以后参数意义
900 #5 公英制转换; 1,公制
#4 主轴模拟/串行输出; 1,用离合器
#3 手摇轮; 1,用
901 #7 复合固定循环; 1,有
#5 倒方角C,倒圆角R; 1,有
902 #6 用户宏程序A; 1,有
#5 丝杠螺距误差补偿; 1,有
#2 恒速切削控制; 1,有
903 #7 背景编辑; 1,有
#3 偏置量测定直接输入B; 1,有
#1 实际主轴转速输出; 1,有
904 #2 中文显示; 1,中文(P23 #3设1)
906 #7 外部刀具补偿; 0,有
#6 自动刀具补偿; 0,有
#5 刀具形状损失补偿; 1,有
#0 菜单编程; 0,有
907 #6 刀尖补偿; 1;有
#4 加工时间加工品数; 1,有
909 #1 外部信息; 1,有 #0 图形显示; 1,有
911 #3 时间功能; 1,有
932 #7 MDI—B; 1,有
#6 表面恒速; 1,有
#3 用户宏程序B; 1,有
#2 用户宏程序A; 1,有(#2、#3不能同时选择)934 #4 特殊G代码输入; 1,有
935 #5 出现600号参数; 1,有
#2 加工复循环; 1,有
#1 工件坐标系; 1,有
#0 刀具寿命管理; 1,有
FANUC-0M系统的传输速率修改方法
具体步骤:
1、模式选择MDI状态按下“DGNOS PARAM”键;
2、按上、下翻页键查找PWE参数(可写入参数)将其原有值0改为1;
3、在参数中找到552,将其值改为11,则传输速率变为19200;
4、再将PWE改为0。
注意:操作完第2项步骤会出现#100P/S ALARM报警,不用理会,继续执行以下步骤即可。
楼主,你是不懂机床还是拷贝错误:
在参数中找到552,将其值改为11,则传输速率变为19200;
11是9600波特率
10是4800波特率

FANUC0之五兆芳芳创作
小括号()改成中括号【】将3204中的PAR由0改成1.
释放电扇报警(ALM701)参数PRM8901#0(FAN)
O8000-O8999保密设置NE8(NO.3202#0).
O9000-O9999保密设置NE9(NO.3202#4).
FANUC Series Oi-MD:在显示器上修改梯图.
按SYSTEM键,按右扩展键几回,直到显示器下面出现[PMCCNF]时,按[PMCCNF]软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE),内置编程器许可(PROGRAMMER ENABLE),编辑后保管到快闪存储器(WRITE TO F-ROM (EDIT)),这三项打开便可修改梯图.FANUC Series Oi-MC :按SYSTEM 键,按 [ > ] 软键几回,当出现[PMCPRM]软键时按此键,按[SETING]软键,在出现的画面上将:EDIT ENABLE置1 WRITE TO
F-ROM (EDIT)置1PROGRAMMER ENABLE 置1这三项打开便可修改梯图.这三项只要能置为1 ,就能进入梯图修改 ,若置不了1,就是有参数封住了,避免他人乱改梯图.对于有密码的梯形图,要输入密码才可以看到,才可以修改.为使用梯形图编辑功效,应该在 “PARAMETERS FOR ONLINE MONITOR”中把“RS-232-C”和“F-BUS”选择为“NOT USE”, 以使在线监控功效无效.
自动拔出顺序号:0000 #5 SEQ
自动拔出顺序号增量值:3216
最大主轴转速:3772
加工中心乱刀修正
System------参数-----PNMNET-----数据-----操纵-----缩放-----寻找.
旧版本系统D144,主轴25,D145 1POT(1).D146(2)……
新版本系统D300主轴25,D301 1POT(1).D302

故障维修部分
1、445 号伺服断线软件报警: 机床不能正常运行
维修步骤:
一是检查系统的硬件连接均正常, 但伺服电机的反馈值与光栅尺的反馈值偏差较大;
二是修改伺服调整画面的功能位参数No.2003.1=0, 取消伺服断线软件报警功能。这样就不再出现445 号伺服断线软件报警, 机床恢复正常运行。
当然, 这种方法只能在精度要求不太高的场合使用, 因为它取消了全闭环和半闭环反馈的偏差监控功能, 彻底的解决方法还是要维修调整机械传动机构。
2、经三坐标机测量存在约8μm 的径向误差, 而且有过象限突起
调整步骤如下:
一是消除位置偏差的有用功能是位置前馈。使用该功能, 可以抑制由加/ 减速造成的延迟和伺服系统的延迟, 加工的轮廓误差可以降低。调整预读前馈系数参数No. 2092 由9000 调整为9500;
二是在伺服调整画面修改速度环增益参数125 为180,再微调预读前馈系数参数No. 2092 由9500 为9600。
3、在机床的运行过程中出现Z轴振荡的现象
维修步骤如下:
一是调整机床位置环增益No.1825 关于Z 轴的参数, 由3000 调整为2800,
机床运行时Z 轴振荡没有明显的效果, 再降低该参数, 机床则出现伺服报警;
二是经观察, Z 轴电机与丝杠间传动比为2: 1的皮带轮传动, 分析电机与Z
轴之间会有一定的
扭转和传动间隙, 难以稳定位置环功能。通过设置机床参数No.2012.1(MSFE)
为1, 使机械速度反馈补偿功能生效, 并设置机械速度反馈增益参数No.2088 为30, 重新开机, 运行Z 轴时振荡现象消失。
4、进给轴采用半闭环控制, 经机床定位精度检测发现各进给轴均存在约30~40μm 的超差。
维修步骤如下:
一是调整和预紧各进给轴丝杠螺母副, 再检测发现仍存在约10~20μm 的超差。
二是测定出各轴进给间隙补偿量, 将测定值补偿在机床参数1851 中, 测定出各轴快速进给间隙补偿量, 将测定值补偿在机床参数1852 中。