springback in plane strain stretch draw sheet forming
- 格式:pdf
- 大小:849.12 KB
- 文档页数:15

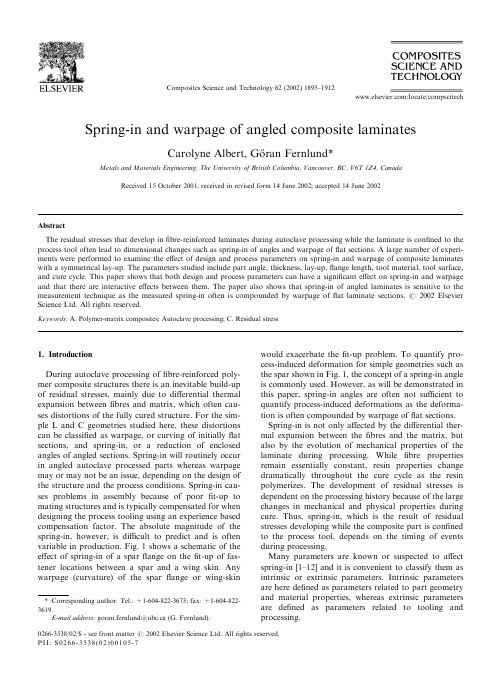
Spring-in and warpage of angled composite laminatesCarolyne Albert,Go ran Fernlund*Metals and Materials Engineering,The University of British Columbia,Vancouver,BC,V6T1Z4,CanadaReceived15October2001;received in revised form14June2002;accepted14June2002AbstractThe residual stresses that develop infibre-reinforced laminates during autoclave processing while the laminate is confined to the process tool often lead to dimensional changes such as spring-in of angles and warpage offlat sections.A large number of experi-ments were performed to examine the effect of design and process parameters on spring-in and warpage of composite laminates with a symmetrical lay-up.The parameters studied include part angle,thickness,lay-up,flange length,tool material,tool surface, and cure cycle.This paper shows that both design and process parameters can have a significant effect on spring-in and warpage and that there are interactive effects between them.The paper also shows that spring-in of angled laminates is sensitive to the measurement technique as the measured spring-in often is compounded by warpage offlat laminate sections.#2002Elsevier Science Ltd.All rights reserved.Keywords:A.Polymer-matrix composites;Autoclave processing;C.Residual stress1.IntroductionDuring autoclave processing offibre-reinforced poly-mer composite structures there is an inevitable build-up of residual stresses,mainly due to differential thermal expansion betweenfibres and matrix,which often cau-ses distortions of the fully cured structure.For the sim-ple L and C geometries studied here,these distortions can be classified as warpage,or curving of initiallyflat sections,and spring-in,or a reduction of enclosed angles of angled sections.Spring-in will routinely occur in angled autoclave processed parts whereas warpage may or may not be an issue,depending on the design of the structure and the process conditions.Spring-in cau-ses problems in assembly because of poorfit-up to mating structures and is typically compensated for when designing the process tooling using an experience based compensation factor.The absolute magnitude of the spring-in,however,is difficult to predict and is often variable in production.Fig.1shows a schematic of the effect of spring-in of a sparflange on thefit-up of fas-tener locations between a spar and a wing skin.Any warpage(curvature)of the sparflange or wing-skin would exacerbate thefit-up problem.To quantify pro-cess-induced deformation for simple geometries such as the spar shown in Fig.1,the concept of a spring-in angle is commonly used.However,as will be demonstrated in this paper,spring-in angles are often not sufficient to quantify process-induced deformations as the deforma-tion is often compounded by warpage offlat sections. Spring-in is not only affected by the differential ther-mal expansion between thefibres and the matrix,but also by the evolution of mechanical properties of the laminate during processing.Whilefibre properties remain essentially constant,resin properties change dramatically throughout the cure cycle as the resin polymerizes.The development of residual stresses is dependent on the processing history because of the large changes in mechanical and physical properties during cure.Thus,spring-in,which is the result of residual stresses developing while the composite part is confined to the process tool,depends on the timing of events during processing.Many parameters are known or suspected to affect spring-in[1–12]and it is convenient to classify them as intrinsic or extrinsic parameters.Intrinsic parameters are here defined as parameters related to part geometry and material properties,whereas extrinsic parameters are defined as parameters related to tooling andComposites Science and Technology62(2002)1895–1912/locate/compscitech *Corresponding author.Tel.:+1-604-822-3673;fax:+1-604-822-1.1.Effect of intrinsic parameters on spring-inA simple equation[Eq.(1)]has been proposed for predicting spring-in of angled laminates based on mate-rial anisotropy[1,2].This equation accounts for the temperature difference between cure and ambient con-ditions,the anisotropy of thermal expansion and cure shrinkage,and the part angle Fig.1.Á ¼Á CTEþÁ CS¼lÀ tðÞÁTtþlÀ ttð1Þwhere:Á =spring-in angle;Á CTE=thermal compo-nent of the spring-in angle;Á CS=cure shrinkage component of the spring-in angle; =part angle; l =longitudinal coefficient of thermal expansion; t=through thickness coefficient of thermal expansion;ÁT=difference between cure temperature and ambient temperature; l=longitudinal cure shrinkage; t=through-thickness cure shrinkage.Thefirst term of Eq.(1),Á CTE,is the thermal expansion anisotropy component,which is the result of residual stresses that develop during cool-down,when the laminate is fully cured.The second term,Á CS,is the result of resin cure shrinkage and is associated with stresses that build up earlier in the cure cycle,as the material cures.Published results indicate that Eq.(1)in some cases provides a reasonable estimate of spring-in [3,4].However,Eq.(1)does not account for extrinsic parameters such as tooling effects.There is disagreement of the effect of corner radius on spring-in in the literature.One study indicates that spring-in is smaller for smaller radii[5].Other studies have concluded that corner radius has little effect on the overall spring-in[6,7].The effect of part thickness on spring-in is also unclear.While some studies have found that thinner parts have greater spring-in than thicker contrast to thesefindings,one study found that dou-bling the part thickness increased the spring-in by over 20%[9].The differences between thesefindings suggest that the effect of thickness on spring-in may be sensitive to other interacting parameters.It has been reported that ply orientation has little effect on spring-in when comparing cross-ply,angle-ply and quasi-isotropic laminates[6,9].It is generally agreed that spring-in is virtually zero for90 lay-ups[6,9], whereas there is disagreement regarding the magnitude of spring-in of0 lay-ups.With reference to Fig.1,a90 lay-up is here defined as one where all thefibres are oriented along the length axis of the spar,whereas a0 lay-up is one where all thefibres are in the plane of the spar cross-section.While one study[9]showed that0 laminates gave the highest spring-in,other studies [3,6,10]found that spring-in of0 laminates is lower than that of multidirectional laminates.For symmetrical laminates,the stacking sequence has been found to have little effect on spring-in[6].The study noted that even when0 and90 plies were interchanged, spring-in remained virtually unaffected,provided that the lay-up remained symmetrical.In an experimental and numerical study[10],C-shaped parts were found to have greater spring-in than L-shaped parts.This differ-ence was explained in terms of a possible‘geometric locking’of the C-shaped parts on the inner mould line that was not present with the L-shaped parts.1.2.Effect of extrinsic parameters on spring-in and warpageSpring-in due to thermal strain anisotropy is believed to be proportional to the difference between the cure temperature and the ambient temperature,see Eq.(1). However,this is not the only source of spring-in.The effect of cure temperature on the development of resi-dual stresses has been studied.One study found that by processing at a lower temperature for a longer time,or by utilizing an intermediate lower temperature dwell in three step cure cycles,residual stresses can be reduced by as much as30%[13].However,processing at lower temperatures requires longer curing times.The same study showed that for a given cure temperature,redu-cing the cure cycle time can reduce residual stresses, resulting in a decrease of warpage of as much as60%. However,reducing the cure time does not allow the curing reaction to complete which has a detrimental effect on the mechanical properties.A reduction of12% in residual curvature was reported for asymmetric laminates when cooled down at a rate of0.56 C/min compared to a rate of 5.6 C/min[13].This was explained by viscoelastic stress relaxation being more significant for the slower cool-down.The same researchers also reported that varying the cool-downFig.1.Schematic of a typical spar/wing-skin assembly.1896 C.Albert,G.Fernlund/Composites Science and Technology62(2002)1895–1912on warpage.In contrast,other work has shown that if a 2-hold cure cycle,with afirst lower temperature hold and a second higher temperature hold,is designed such that the resin gels during thefirst temperature hold, spring-in can be significantly increased compared to a single-hold cure cycle[10,11].The effect of cure cycle on thickness andfibre volume fraction distribution has been studied experimentally and numerically[24].The study showed that by optimizing the cure cycle,the quality and strength of the part was enhanced.A numerical study[12]indicated that reduction of the mechanical interaction between the part and tool at the tool-part interface reduces the spring-in angle.In the same numerical study,the tooling material was pre-dicted to have a major effect on spring-in,with Invar tooling giving lower spring-in than aluminum tooling. Another numerical study[7]showed that the tool coef-ficient of thermal expansion(CTE)has a direct impact on spring-in.A tool with a CTE of25m m/m/ C gave significantly more spring-in than a tool with zero CTE.1.3.Outline and objectiveThe effect of several parameters on spring-in have been reported in the literature[1–12],as discussed above.However,because of the large number of para-meters that vary between studies,it is difficult to draw any general conclusions from this body of work.This paper presents a large amount of experimental data that examines the effect of design and process para-meters on spring-in and warpage of composite angles with a symmetrical lay-up.The objective is to deter-mine the effect several design and process parameters have on spring-in,and how the different parameters interact.The paper examines the individual and inter-active effects offive design parameters:part shape,lay-up,flange length,part thickness,and part angle,and three process parameters:tool material,tool surface,and cure cycle,on spring-in and warpage of angled composite laminates.The parameters studied were selected based on previous research by the authors[10].The presented results are based on six sets of experiments,which are fully described in the Appendix.However,only select results are presented in the main text for ease of inter-pretation.Thefirst experiment was an eight-factor frac-tional factorial designed experiment.This design allows the examination of eight parameters simultaneously to identify key parameters.The followingfive experiments were performed to focus on select parameters and to examine interactive effects in more detail.2.Calculation of anisotropy spring-in components Eq.(1)was used to calculate approximate values of the anisotropy spring-in component for parts manu-factured in the current study.The parameters used in the calculations and the predicted spring-in angles are shown in Table1.The material used for all parts in this study was the T-800H/3900–2carbon/epoxy unidirec-tional prepreg,which is a non-bleed,toughened system manufactured by the Toray Company.There are sev-eral papers in the literature with slightly different elas-tic and thermo-elastic properties for this material.The properties used in the present analysis are in close agreement to those presented in Ref.[23].The thermal component of the spring-in angleÁ CTE,i.e.thefirst term in Eq.(1),develops during cool-down,when the material is fully cured.Á CTE represents a lower bound for the total anisotropy spring-in component as any cure shrinkage would add to this value.The coefficients of thermal expansion used to evaluateÁ CTE are those at100 C,the average of cure and room temperatures. The longitudinal coefficient of thermal expansion, l,for the quasi-isotropic laminate was calculated from the lamina properties using laminate plate theory.The trans-verse coefficient of thermal expansion, t,for the quasi-isotropic laminate was calculated from the lamina prop-erties using the methods developed in Ref.[19],assuming plane stress through the thickness of the laminate.Table1Anisotropy component calculations—parameters and resultsParameters[0]n[0/45/À45/90]nsl(m/m/ C)À2.55Â10À8 2.53Â10À6t(m/m/ C) 4.05Â10À5 5.95Â10À5l(m/m)8.05Â10À5 2.91Â10À4t(m/m) 3.76Â10À3 5.43Â10À3Cure temperature( C)180180Room temperature( C)2020Initial angle, ( )90459045Á ( )0.580.290.820.41Á CS( )0.320.160.460.23C.Albert,G.Fernlund/Composites Science and Technology62(2002)1895–19121897The cure shrinkage anisotropy component,Á CS ,i.e.the second term in Eq.(1),develops while the resin is curing.The evaluation of Á CS is not as straightforward as for Á CTE because it is dependent on the resin cure history.The amount of cure shrinkage causing residual stress build-up is not known for this material,but typi-cal total volumetric cure shrinkage (V sh T )values quoted in the literature for epoxy resins range between 1and 10%[20–22],depending on how measurements are per-formed and the type of resin used.Higher values are obtained if the shrinkage is measured right from the beginning of polymerization than if shrinkage is only measured when the resin is solid and has developed appreciable stiffness.Values for l and t were estimated for a unidirectional laminate by using a simple rule of mixtures,with the assumption that a resin volumetric shrinkage (V sh )of 2%contributes to spring-in.The value of 2%is a rough estimate based on the assump-tion that the total volumetric shrinkage is 10%,of which 60%occurs prior to gelation,and of the remain-ing 40%,only half occurs after the resin has developed significant modulus.This assumption gives the result that the cure shrinkage contribution is approximately half that of the thermal component,which can be con-sidered an upper bound.Note that the predictions of spring-in will only be used in a qualitative sense in this study.The ranges of l and t for the quasi-isotropic parts were calculated using the same methods as for calculation of l and t .Values of Á CS and Á were then calculated from these parameters for each lay-up using Eq.(1).3.Experimental3.1.Tool and part geometriesThis section describes the overall range of part and tool geometries used in this study.A more detailed description of each part is found in the Appendix.The The tools consist of solid blocks of 6061-T6aluminum or A36steel.The tools were machined to an angle of either 90 or 45 ,with a corner radius of approximately 6mm.The tool surface was in a smooth ‘‘as-milled’’condition.The parts made were either unidirectional laminates [0]n or quasi-isotropic laminates [0,+45,À45,90]ns .The parts were C or L-shaped with flange lengths of either 57mm or 89mm,and a thick-ness of either 8or 16plies,i.e.1.6mm and 3.2mm respectively (Fig.3).The width of all parts was 50mm and the web length of the C-shaped parts was y-up and processingThe tool surfaces were cleaned with acetone to remove traces of oil and dirt between lay-ups.Two or three coats of release agent (Multishield)were then applied over the entire surface,allowing each coat to air-dry for 15min before application of the next coat.A fluorinated ethylene propylene (FEP)sheet was placed over the release agent before the prepreg was laid up on the tool for some parts (see Appendix).A vacuum of approximately À1atmosphere (À30in Hg)was applied for 15min every four plies to consolidate the part and remove entrapped air.Thermocouples were placed on the parts,near the tool surface and near the bag surface.The parts were then covered with a non-permeable FEP sheet and a breather fabric and placed inside a vacuum bag.No edge dams were used.Once the lay-up was complete,the assemblies (tools,parts,andvacuumFig.2.Geometry of the tools used in this study:(a)90 tool,(b)45tool.1898 C.Albert,G.Fernlund /Composites Science and Technology 62(2002)1895–1912bags)were placed inside an autoclave and cured at a relative pressure of 5.8atmospheres (85psi).Two different cure cycles were used:a one-hold and a two-hold cycle (Fig.4).The one-hold cure cycle was designed so that gelation of the resin occurs during the temperature hold.The two-hold cycle was designed to achieve gelation prior to the second heat-up.The point of gelation was estimated based on calculations using cure kinetics equations for the prepreg system.After processing,the parts were left to cool down to room temperature before they were debagged and removed from the process tool.3.3.MeasurementsTool angles were measured with a Mitutoyo Pro 3600digital protractor,with a measurement resolution of 0.01 for the 90 tools,and a resolution of 0.1 for the 45 tools.Five measurements were taken and the mea-surements were repeatable to within Æ0.02 .After debagging,approximately 1cm was trimmed offthe width (Fig.3)of each part using an IMER Combi 250/500diamond saw to eliminate the effect of edge thinning on spring-in measurements.The ends were not trimmed but measurements were not taken closer than approximately 5mm from the ends to avoid edge effects.The surfaces were polished on metallographic polishing wheels with a 600grit paper.Fig.5shows photographs of representative C and L-shaped parts manufactured in the study.A Hewlett Packard ScanJet 4c scanner was used to create three images of each cross section at a resolution of 600dpi.The angles were measured using digital image analysis (Fig.6).Spring-in was calculated as the difference between corresponding part and tool angles.Variability in part angle measure- 4.ResultsThe measured spring-in of the parts made in experi-ment 1is shown in Fig.7together with the predicted spring-in,Á ,using Eq.1(Table 1).Although the pre-dicted spring-in is approximate due to uncertainty in the cure shrinkage component,the figure shows that spring-in varies significantly with design and process para-meters and that there appear to be mechanisms in addition to anisotropy of cure shrinkage and thermal expansion that contribute to spring-in.For detailed information about each of the parts in Fig.7,see Table A1.A closer examination of the effect of indivi-dual design and process parameters will now bemade.Fig.4.Schematic of the used cure cycles.The approximate point of gelation was calculated based on cure kinetics equations for thematerial.C.Albert,G.Fernlund /Composites Science and Technology 62(2002)1895–19121899Fig.6.Schematic of how part angle measurements were performed on (a)C-shaped parts,and on (b)L-shaped parts.Straight lines were fitted to two points on each flange or websegment.Fig.7.Measured spring-in from experiment 1.Solid and dashed lines represent spring-in predictions using Eq.(1).Parts are described in TableA1.Fig.8.Effect of part shape on spring-in.The ranges shown represent the maximum and minimum measured values for each data set.Parts are 1900 C.Albert,G.Fernlund /Composites Science and Technology 62(2002)1895–19124.1.Effect of intrinsic parametersFig.8shows the effect of part shape on spring-in, based on data from experiments1and2.Thefigure shows that part shape has little effect on spring-in in the present study,which disagrees with previous work[10] where C-shaped parts exhibited greater spring-in than L-shaped parts by about30%.The reason for this dis-agreement is not known,but it could be related to dif-ferences in design and process conditions.Fig.9shows the effect of part lay-up on spring-in, based on data from experiments1,4,and5.Thefigure shows that quasi-isotropic parts have greater spring-in than unidirectional0 parts.This result is in agreement with the anisotropy calculations of spring-in(Table1), which show that anisotropy-driven spring-in is greater for quasi-isotropic than for unidirectional parts.The physical reason for this is that the through-thickness contraction is greater for quasi-isotropic laminates than for unidirec-tional ones because of Poisson’s effects[19].Thefindings agrees with results from the literature[3,6,10].Fig.10shows the effect of part thickness on spring-in based on data from experiments1,3and4.It is shown that thin parts have greater spring-in than correspond-ing thick parts,especially when no FEP release ply is used in a two-hold cure cycle(experiments3and4). Note that the parts prepared in experiment4have longerflanges than those prepared in experiment3, Fig.9.Effect of part lay-up on spring-in.The ranges shown represent the maximum and minimum measured values for each data set.Parts are described in Tables A1,A4,andA5.Fig.10.Effect of part thickness on spring-in.The ranges shown represent the maximum and minimum measured values for each data set.Parts areC.Albert,G.Fernlund/Composites Science and Technology62(2002)1895–19121901suggesting that the effect of part thickness increases with increasing flange length.To compare the effect of flange or part length between L and C-shaped parts,the total length of the ‘‘flanges’’,or flat sections,corresponding to a given corner (L tot ),must be defined and determined.For an L-shaped part,L tot is equal to twice the flange length (L flange ),while for a C-shaped part,L tot is equal to the sum of the web length (L web )and the flange length.This definition is based on how the spring-in angles are measured (Fig.6).Fig.11shows the effect of part length on measured spring-in,based on parts from experiments 1,2,3,and 4.The figure shows that spring-in increases with increasing part length,L tot ,and that the effect ofpart length is greater for 8-ply parts than for 16-ply parts.4.2.Effect of extrinsic parametersFig.12shows the effect of cure cycle on the measured spring-in,based on data from experiments 1,2,5,and 6.The figure shows that parts processed using a two-hold cycle have substantially more spring-in than parts pro-cessed using a single hold cycle.For a schematic of the cure cycles used,see Fig.4.These findings are in agree-ment with Refs.[10,11]but are in disagreement with Ref.[13].Fig.11.Effect of part length on spring-in.The ranges shown represent the maximum and minimum measured values for each data set.Parts are described in Tables A1–A4.1902 C.Albert,G.Fernlund /Composites Science and Technology 62(2002)1895–1912Fig.13shows the effect of the tool surface condition (release agent or release agent +FEP release film)on the measured spring-in,based on data from experiments 1,3,4and 5.As shown in the figure,the effect of tool surface condition is substantial.Parts processed without an FEP release sheet have considerably greater spring-in than those processed with an FEP sheet.Note that in both cases,the parts came readily offthe tool after processing,and no ‘‘sticking’’was observed.Fig.13shows that the greatest difference between parts pro-cessed with and without an FEP film is for long,thin parts (experiment 4).Fig.14shows the effect of tool material on measured spring-in,based on data from experiments 1,2,3,4,and6.The figure shows that aluminum tooling always gives more spring-in than steel tooling but that the difference is only significant in certain cases.There are clearly other parameters that interact with the tooling material in affecting spring-in.A closer look at the data reveals that the tool material has little effect on spring-in for parts processed with a 1-hold cure cycle,but beyond that it is difficult to draw any clear conclusions from the data.4.3.Effect of measurement techniqueThe measured spring-in angles presented up to now are based on measurements of two points on eachsideFig.13.Effect of tool surface on spring-in.The ranges shown represent the maximum and minimum measured values for each data set.Parts are described in Tables A1andA3–A5.C.Albert,G.Fernlund /Composites Science and Technology 62(2002)1895–19121903of a corner (Fig.6).The reason why this measurement technique is used is that it is relatively straightforward,and that process-induced deformations of angled com-posite laminates are typically quantified in terms of a spring-in angle in industry.However,although the only process-induced deformation directly observable with the naked eye for the parts made in this study is spring-in,careful observation showed that the flat sections of all parts warped away from the tool.To quantify this warpage,the curvature of every flange and web were measured using digital image analysis.The locations of 13points along each flange or web on the tool side of the part were recorded and the measured profiles were plotted as shown in Fig.15.While the warpage was not directly observable with the naked eye,it was in many cases great enough to significantly increase the mea-sured spring-in.For a part without flange or web warpage,the spring-in measured at the corner is the same as that measured anywhere along the web/flanges.When warpage is pre-sent,however,spring-in results will be affected by the measurement locations.When analysing spring-in it is thus important to consider where and how the mea-surements are taken.In the presence of warpage,the total spring-in (Á total )can be separated into two com-ponents:a corner component (Á corner )and a flange/web warpage component (Á warpage ),see Eqs.(2a)and (2b),and Fig.16.Á total ¼Á corner þÁ warpage ð2a ÞÁ total ¼Á cornerþÁ flangeA warpage þÁ flangeB warpageÀÁð2b ÞThe effect of warpage on spring-in was measured as the angle formed by the tangent to the flange or web profile on the side adjacent to the corner,and a line drawn between the two extremities of the flange or web(A–A 0),see Fig.16.Although the maximum deflection of the flange of the part shown in Fig.15is only 0.2mm for a flange that is 89mm long,this warpage increases the measured spring-in by approximately 0.48 .This shows how sensitive the spring-in measurement tech-nique is to flange and web warpage.The total Á warpage for a given angle is the sum of the warpage component for each flange,i.e.Á flange A warpage and Á flange B war-page [Eq.(2b)and Fig.16].The true corner spring-in can be calculated by subtracting the measured Á warpage from the total measured spring-in.The corner compo-nent,the warpage component,and the total spring-in for the parts made in experiments 1–6are presented in Tables A1–A6.Note that by defining Á warpage in this way,Á warpage will increase with increasing distance between the measurement points used.Fig.17shows the spring-in components for the parts made in experiment 1together with the predicted (cor-ner)spring-in using Eq.(1).The figure shows that the large variation in the total spring-in is largely due to variations in the warpage component,and that the cor-ner component is relatively constant and in reasonable agreement with the predictions of Eq.(1).The process and design parameters that have the greatest effect on warpage will now be presented.Fig.18shows the effect of laminate thickness on spring-in due to warpage.It is interesting to note that it is flange and web warpage that give rise to the large measured total spring-in seen in Fig.10for the 8-ply parts processed without a FEP release film.Fig.19shows the effect of part length on spring-in due to warpage.The figure shows that warpage has a larger effect on the measured spring-in for longer parts than for shorter ones,and that the effect is especially significant for thin parts.Note that the longer parts had a greater distance between the measurement points (Fig.6)which by itself will give a larger spring-in due to warpage.Fig.20shows the effect of cure cycle on spring-in due to warpage.The figure shows that warpage issub-1904 C.Albert,G.Fernlund /Composites Science and Technology 62(2002)1895–1912。
辽宁省丹东市第二中学2025届高三第一次模拟考试英语试卷注意事项:1.答题前,考生先将自己的姓名、准考证号码填写清楚,将条形码准确粘贴在条形码区域内。
2.答题时请按要求用笔。
3.请按照题号顺序在答题卡各题目的答题区域内作答,超出答题区域书写的答案无效;在草稿纸、试卷上答题无效。
4.作图可先使用铅笔画出,确定后必须用黑色字迹的签字笔描黑。
5.保持卡面清洁,不要折暴、不要弄破、弄皱,不准使用涂改液、修正带、刮纸刀。
第一部分(共20小题,每小题1.5分,满分30分)1.The news of the newly-elected president’s coming to China for a visit was ______on the radio just now.A.given away B.given in C.given off D.given out2.After talking with her teacher for about an hour, she felt relieved and began to know how to this kind of situation.A.handle B.raise C.explore D.strengthen3.My father insisted that every minute____ made full use of _______the work well.A.be, to do B.has been, doingC.be, doing D.has been, to do4.At the meeting, the headmaster said that the government should prevent such things as hurt children ________again. A.happening B.happen C.to happen D happened5.The affairs of each country should be by its own people.A.elected B.settledC.developed D.contained6.The first decade in the 21st century _______ the rapid rise of China as a world economic power.A.witness B.has witnessed C.will witness D.have witnessed7.The shocking news made me realize ________ terrible problems we would face.A.what B.howC.that D.why8.If you ___________ to my advice carefully, you wouldn’t have made such a terrible mistake.A.listened B.have listenedC.would listen D.had listened9.By the side of the teaching building of our school _____, which was completed in 2009.A.there standing the library B.does the library standC.the library stands D.stands the library10.As teachers we shouldn’t accept the argument given by some people _______ standardized tests restrict educators too much and take the joy out of teaching.A.where B.whatC.how D.that11.They have leading experts in this field, and that's ____ they've made important progress.A.where B.why C.whether D.who12.—Betty was feeling pretty blue for a while, but she’s better now.—_______.A.Oh, that’s kind of you B.CongratulationsC.Oh, I’m glad to hear tha t D.It’s my pleasure13.His advice made me happy, but ____others angry.A.making B.to make C./ D.make14.Sit down, Emma. You will only make yourself more tired, on you feet.A.to keep B.keeping C.having kept D.to have kept15.(2013·福建) _____________ basic first-aid techniques will help you respond quickly to emergencies.A.Known B.Having knownC.Knowing D.Being known16.The teacher came into the classroom _______ by his students.A.following B.to be following C.followed D.having followed.17.The new supermarket announced that the first to purchase goods on the opening day______________ get a big prize. A.must B.willC.shall D.need18..---How did you French?---- I lived in Paris for two years before I came to England, so I got lots of practice.A.go through B.pick up C.set up D.turn up19.The teacher often gives his students a brief pause in class ______ they can take in what he has taught.A.why B.when C.who D.which20.Come here, Mary. If you stand at this angle, you ______ just see the sunset.A.must B.needC.can D.should第二部分阅读理解(满分40分)阅读下列短文,从每题所给的A、B、C、D四个选项中,选出最佳选项。
民航英语词汇(English vocabulary for civil aviation)空调系统(空调系统)包空调主件热引气热引气出口管道外流管旁通阀旁通活门冲压空气冲压空气风口进气口调节空气配平空气阀包流量开关空调主件流量风扇排气风扇有保护盖的导片保护皮瓣隔离阀隔离活门“光”的自动定位”灯灭”自动状态风机鼓风机排风扇排风扇落水机外车载机上开路开路闭路闭路配置形态客座乘客载荷下游下游站在水积水备份ATLN(交替)通道通道气动气源双双的切换交换pre-cooler预冷机冷却液冷却剂琥珀琥珀色通风通风断路器跳开关加压(增压)挡板阀瓣状活门简介剖面切换扳钮开关真空真空高气压等压气压气压压差压差气压开关膜盒气压备用(备用)备份直流直流直流电PSI(磅每平方英寸)磅/平方英尺沟水上迫降增压器增压器无意偶然的泄漏漏、渗围裙停机坪吸顶板货运货机附件副件油门杆油门杆巡航巡航消极的安全阀负压释放活门正压正压机场标高机场标高自动驾驶仪(自动驾驶)动量动量模仿模仿glare-shield遮光板执行器制动器监控监视轨迹轨迹象限油门操纵杆弹性(柔性)灵活的MCT(最大持续推力)最大连续推力电梯升降舵副翼副翼助航助航SID(标准仪表离场)标准仪表离场明星(标准终端到达路线)标准进场程序错过的方式(去)复飞动态动力的增强增加、增益飞行包线飞行包线基民盟(控制显示单元)控制显示组件FMA(飞行方式信号牌)飞行方式显示器大气数据惯性基准系统(大气数据惯性基准系统)大气数据及惯性基准系统MCP(控制面板)方式控制面板GPS(全球位置系统)全球定位系统火炬平飘接地点触地电传飞行电传操纵ACCELEROMETER acceleratorALIGNMENT alignment and calibrationSERVOMOTOR servo motorGYROSCOPE gyroscopeTHRUST, REDUCTION, ALT, thrust reduction heightREVERSE BacksteppingARM pre positionFPA (FLIGHT, PATH, ANGLE) flight path angleLOCALIZER headingIDLE trainDETENT cardFPV (FLIGHT, PATH, VECTOR) flight path vectorCRM (COCKPIT, RESOURCE, MANAGEMENT) cockpit resource managementPF (PILOT-FLIGHT) Co pilotPFD (PRIMARY, FLIGHT, DISPLAY) Master flight displayPULLEY ROLL running pulleySCROLL flip and roll upSLEW select page up and downVELOCITY speedDATA BASE LOADER database loaderALPHA/NUMERIC KEY BOARD Alphabet / numeric keyboardSCRATCH PAD draft barDYNAMIC, AND, BACKGROUD, DATA, dynamic and background data TROPOPAUSE tropopauseCYAN dark blueCOST INDEX cost indexALIGNMENT calibrationPROMPT promptEFOB (ESTIMATED, FUEL, ON, BOARD) expected fuel on board MAGENTA red, magentaEAT (ESTIMATED, TIME, OF, ARRIVING) estimated time of arrival ADC (AIR, DATA, COMPUTER) air data computerCRT (CATHODE, RAY, TUBE) cathode ray tubeBITE (BUILD-IN, TEST, EQUIPMENT) built-in test equipment DEFAULT absentLSK (LINE, SELECT, KAY) line selection keyASYMMETRIC asymmetryTERMINAL AREA terminal areaCOORDINATE latitude and longitudeRNVA AREA NAVIGATION regional navigationEN-ROUTE on the airwayCFDS (CENTRALIZED, FAULT, DISPLAY, SYSTEM) centralized display systemCOMMUNICATION (Communication)VIBRATIONS vibrationIMPULSES pulseANTENNA big lineMEGAHERTZ MHzCURVATURE bending curvatureIONOSPHERE ionosphereTRANSCEIVER radio transceiverRACK equipment rackSQUELCH squelchPASSENGER ADDRESS passenger radioCABIN INTEROHONE cabin talk INTERPHONE internal telephone set EVACUATION evacuationROTARY rotatingKNOB knobDEDICATED dedicatedBUZZER beepsBOOM SET suspender earphoneHEAD SET headsetSELCAL select callACTIVE is in useHOT MIKEPRESS TO TALK (PTT) press the speaker LATCHED lockPREEMPT preferred possessionSTUCK blockingPLUG insertionSTRAIN strainerSHIELD filteringROCK SWITCH rock switch FLIGHT CONTROL SYSTEM (I) (flight control (1)) REJECTED T/O abort takeoff CONVENTIONAL universal WHEEL steering wheel COLUMN joystickPEDAL pedalSURFACE rudder surface RUDDER rudderSPEED-BRAKE speed reducer FLAP flapSTAB TRIM tabOVERRIDE SWITCH override switchYAW DAMPER yaw damperCENTERING MECHANISM centering machine 后掠后掠扰流板扰流板果酱卡阻卷滚转(横滚)沥青俯仰安定面稳定剂偏航偏航偏航率陀螺仪偏航率陀螺仪纵轴纵轴垂直轴垂轴横向横轴作动筒作动筒中立位流线型位置陷入自旋进入螺旋翼型翼部面飞行控制系统(II)(飞行控制(二))辅助飞行控制辅助飞行操纵高升力装置增升装置后缘(TE)后缘前缘(LE)前缘动力传输单元(PTU)动力传输装置失速失速机动机动飞行内侧内侧ourboard外侧开槽开缝的三开缝襟翼三开缝襟翼拖阻力比较器比较仪滚转率滚转率搅拌机混合器偏转偏转平均空气动力弦平均空气动力弦扭矩扭力杰克千斤顶消防(一)(防火(一))消防防火过热超温火灾探测探火火警探测环路探火环火灾报警火警戒故障监测电路失效监控电路警钟火警铃接近地面的近地发动机指示和机组告警系统(EICAS)发动机指示和机组警戒系统cathode-ray-tube阴极射线管发动机短舱发动机舱货舱货舱热开关热电门continuous-loop连续环路双金属双金属的陶瓷芯陶瓷芯因康镍合金管因科镍合金管陶瓷微珠陶瓷珠共晶盐易熔盐故障失效烟雾检测烟雾探测爆竹爆炸帽(防火(二))锁定下锁无意疏忽大意关机关车解锁开锁旅行跳开关推力反向器反推惰性气体剂惰冷气灭火剂冷氧化剂氧化剂二氧化碳(CO2)二氧化碳氮(N1)氮惰性气体惰气毒性毒性氟利昂氟利昂溶剂溶剂与......相溶兼容墨盒燃爆筒绝缘材料滞后浸泡浸、泡残留滤渣、残余物灭火剂灭火剂压力表压力表流形管道破裂破裂装饰饰面材料有害气体毒气电气系统(一)(电子系统(一))产生发电分布配电ESSENTIAL POWER important equipment power supplyVOLTAGE voltagePHASE phaseTRANSFORMER, RECTIFIER, UNIT (TRU) variable voltage rectifier BUS bus barLIGHTING CIRCUIT lighting circuitEMERGENCY POWER emergency power supplySTANDBY POWER standby power supplyONBOARD AirborneSTATIC INVERTER static converterBATTERY batteryRAM AIR-DRIVER GENERATOR ram air driven generatorNICKEL CADMIUM BATTERY Ni Cd batteryCONSTANT SPEED DRIVE (CSD) constant speed driveFREQUENCY frequencyINTEGRATED, DRIVE, GENERATOR (IDG) integrated drive generator The ENGINE-DRIVEN GENERATOR engine drives the generator BATTERY CHARGER battery chargerSWITCHED HOT BATTERY BUS conversion heat storage bus bar ELECTRICAL LOAD electric loadELECTRICAL SYSTEM (II)(electronic system (two))TRANSFER BUS conversion bus barTRANSFER RELAY conversion relayRESPECTIVE respectiveMOMENTARILY instantaneousONSIDE Ben sideLOAD load and chargeTRIP jumped OFFCHARGE chargingSERVICE BUS service busSPLIT BUS split bus barThe BUS TIE BREAKER (BTB) bus connects the circuit breakerGENERATOR CONTROL UNIT (GCU) engine control moduleMONITOR monitoringDIVISION allocationDIFFERENTIAL, PROTECTION, CURRENT, TRANSFORMERS (DPCTs) differential voltage protection current transformerOPEN disconnectSHORT short circuitSYNCHRONOUS BUS synchronous bus barFUEL (fuel)INNER FUEL TANK inner fuel tankINTEGRAL TANK integral fuel tankWING/FUSELAGE STRUCTURE wing / fuselage structureWING TIP tipsFUEL NOZZLE fuel nozzleCIRCULATE cycleVENT SURGE TANK ventilation (shockproof) tankSPILLAGE overflowCROSS-LINE horizontal lineDIVERT steeringGROSS, WEIGHT (GW) full weightREFUEL ACCESS DOOR fuel tank cover plateREFUEL COUPLING DOOR filler capSHROUD DRAIN MAST discharge pipe coverE/WD, ENGINE, AND, WARNING, DISPLAY engine warning instructionsSPOUT jetINJECT jetCROSS FEED VALVE delivery valveSUCTION VALVE siphon valveCONDENSATION, OF, MOISTURE, condensation of water vapor SEDIMENT sedimentRUPTURE ruptureOVERFLOW DRAIN overflowREPLENISH come on!REFUEL PANEL ACCESS DOOR fuel panel cover plate SINGLE REFILLING POINT single point fillerREFUEL COUPLING DOOR gas cap connectionSURGE TANK vent tankMAGNETIC FUEL LEVEL INDICATOR magnetic tapesFLUSH Qi PingDRAIN VALVE drain valve and drain valve MAINTENANCE maintenance and repairFLOAT VALVE float valveFILLER CAP funnel mouthDUMP/JETTISON drainHYDRAULIC SYSTEM (hydraulic system) RESERVOIR hydraulic tank, reservoir FILTER filter, filter paper蓄电池储压器、储蓄器驱逐排出、赶出活塞活塞负责释放、放出车轮制动机轮刹车装置前轮转向前轮转向操纵主飞行控制面主飞行操纵面压力调节器调压器应急泵急救泵止回阀单向活门选择阀选择活门卸荷活门驱动阀预定值预定的阀球阀球形活门回归线回油管路弹簧压力弹簧压力立竖管冰和雨(冰和雨)驱蚊防护剂喷雾喷、向......喷射穿孔于穿孔热防冰系统热防冰系统饮用水管道饮用水线挡风玻璃风挡发动机罩发动机整流罩雨刮刮水器静态端口静压口AOA(的攻击角度)迎角TAT(空气温度)全温坐(静态空气温度)静温乙烯核心乙烯树脂内芯玻璃玻璃窗格bird-strike鸟击导电涂料导电涂层亚克力面板丙烯酸树脂气流角度传感器气流角度传感器延迟电路延迟电路电磁阀电磁活门sighr计目视测量表注意假说提醒灯计时记时器经过时间的已飞时间参数参数清单检查单不省略un-clutter混乱UTC(通用协调时间)协调世界时图解形式示意图每个电子姿态指示器水平状态指示器EHSI符号geneerator符号发生器电弧模式弧型模式增长模式罗盘模式指针方位指针轴承决断高度决定高度ADF(自动测向仪)自动定向机glide-slope下滑道偏差偏差侧滑侧滑接口界面、接口、连接模拟模拟DFDR(数字式飞行数据记录器)数字式飞行数据记录器水下定位信标水下信标机离散信号离散信号滑球球形侧滑仪横杆十字指令杆秒表记时方式秒表(跑表)记时方式横滚标志卷索引把重叠参考线参考线速度趋势箭头速度趋势箭头真正的北方真北原始数据原始数据航向标线准线偏离杆偏差吧当然航道指针指针毕业刻度远程分装双箭头双线箭头指针(双针)灰色模拟海拔带灰色模拟高度标尺带前coourse匕首向台航道箭形符号艾滋病飞机集成数据系统ECAM(电子中央飞机监控)电子飞机集中监控概要概要定位定向缩进缩进离散输入信号离散的输入信号最低设备清单(MEL)最低设备清单起落架(起落架)接地回路打地转在拿大顶鼻子缘斜度挡轮挡蹦极弹簧索(减震支柱)铝合金铝合金减震器减震器、缓冲器橡胶块橡皮块(减震器)油气杆油气式减震支柱后三点式起落架轮齿轮三轮车齿轮前三点式起落架防滑防滑装置减震支柱减震支柱上位锁钩上位锁钩(起落架的)交替延伸(起落架)备用放出执行器致动器、动作筒伪(接近开关的电子装置)接近电门电子组件链接扭力臂扭转卡车装配轮架组件固定链接轴颈连杆TILLER操纵杆前轮转向前轮转向操纵推力反向器反推装置梭阀往复活门down-lock链接下锁连杆倾斜倾斜定中凸轮定心凸轮over-centering过中轴承轴承碳刹车碳素钢刹车导航(一)露点露点噪音减噪VOR(very-high-freguency omini-directional范围)甚高频全向信标VOR方位VOR定向、定位大气数据惯性基准单元(ADIRU)大气数据惯性基准组件数字距离无线电磁指示器(ddrmi)数字距离无线电磁指示器GPWS(近地警告系统)近地警告系统阈值跑道入口ADF(自动测向仪)自动定向仪DME(测距仪)测距仪piloyage地标领航AGL(地面以上)离地高度PFV(飞行路径向量)飞行航经引导激光陀螺激光陀螺灯塔信标台导航(二)导航(二)三环类抗抑郁药(交通防撞系统)空中交通避撞系统锁定旋钮锁定旋钮近危险接近小姐ATA(美国航空运输协会)美国航空协会阈值入口、标准APU(辅助动力装置)(辅助动力装置)表表电路电路、一圈放电放电关机关车维护维护、维修over-speed超速负载负荷门进口门TUCK make...... hidePLENUM gas collecting chamberINDUCTION SYSTEM intake systemINCIPIENT earlyVARIABLE, INLET, GUIDE, VANES adjustable intake guide NOMINAL ratedINSTRUMENT FLIGHT instrument flightPHASE stageDEPARTURE departureENROUTE routeARRICAL approachTRANSITION transitionPROCEDURE programINSTRUMENT APPROACH instrument approachSID (STANDARD, INSTRUMENT, DEPARTURE) standard instrument departureSTAR (STANDARD, TERMINAL, ARRIVAL, ROUTE) standard approach routesCHART LAYOUT chart layoutSYMBOLOGY symbolFACILITY facilitiesCOMMUNICATION FREQUENCY communication frequencyMSA (MINIMUM, SAFE, ALTITUDE) minimum safe altitudePLAN VIEW planNAVIAID navigation and navigationMORSE CODE Morse codePROCEDURE TURN program turnOUTBOUND backsHOLDING waitHEADING headingRADIAL radial lineMISSED APPROACH re flightMOCA minimum barrier heightMAP re flight pointMSA minimum safe altitudeLDA available landing distanceMLS microwave landing systemSDF simple directional facility PAR initial approach radarMSL mean sea levelTEARDROP PATTERN correction angle HAT higher than the grounding point HAA is higher than the airport MEA minimum fairway heightRVR runway visual rangeCLIMB (Pa Sheng)ROTATE lifting wheelSTICK SHAKER shake leverBUFFET engine buffetingOVERSHOOT is visually too highFUEL PRUDENT oil savingOROGRAPHIC TURBULENCE airflow in mountain form PENALTY DRAG resistance increasesCB ACTIVITYDRAG cumulusCONCEDE A REROUTE A offers a new routeThe optimum height of OPTIMUM ALTITUDE。