数控铣床编程与操作
- 格式:ppt
- 大小:2.32 MB
- 文档页数:102
《数控铣工编程与操作》课程说课稿各位评委、各位专家:我是岳阳职业技术学院院级《数控铣床编程与操作》精品课程负责人,就该课程建设情况向大家汇报:第一部分:整体设计一、课程定位《数控铣床编程与操作》是数控技术专业的一门专业技术主干课程。
1、定位我院数控技术专业面向数控加工设备使用企业培养从事数控机床编程、操作与维护的中、高级数控机床操作工、数控机床编程员。
2、本课程的前期与后续课程:在专业课程体系中,《数控铣工编程与操作》按双证融通模式设计,在《机械制图与CAD》、《机械制造工艺与装备》、《金属切削原理与刀具》、《金工实习》等课程之后实施教学,数控铣床操作工(中级)技能证书考证培训融入课程,也作为《数控铣综合实训》等课程的前导课程。
3、培养目标:课程主要培养学生的数控铣床操作、编程能力,熟悉数控机床的组成、工作原理和分类方法。
掌握数控铣床编程的步骤、方法、特点及应用场合。
培养学生工作执行、工作组织、团队协作等能力。
二、课程设计1、以职业工作过程构建课程学习领域按数控机床操作工的制订工艺方案-零件编程操作加工-工件检验等工作过程确定行动领域,根据行动领域确定零件的数控编程、数控铣床的操作与加工学习领域,根据学习领域确定数控铣床基本操作、平面图形加工、孔加工、轮廓加工、凹槽加工、零件综合加工六个学习情境。
学习情境设计遵循从易到难,从简单到复杂的原则。
2、课程设计理念与思想设计理念课程贯彻校企合作、工学结合的职业教育课程理念。
课程的项目源自学院现代制造技术创业园湖南鑫和股份有限公司的产品加工。
(产品图)设计思路1、以“口罩机”为主线设计课程2、在实施项目课程教学模式的前提下,以学生为主体,实行过程考核,明确给出考核评分标准,过程考核与期末总评成绩挂钩,促使学生努力学习。
3、课程总体采用项目教学,通过学生合作教学项目,培养团队合作精神。
在教学中注重品质控制和质量管理方面素质养成与提高。
三、内容选取1、根据数控铣床操作工国家职业技能鉴定中级标准要求来确定课程培养的技能点、知识点和职业素质能力要点2、与企业联合开发的教学项目。
数控铣床编程与操作5.1数控铣床简介5.1.1 数控铣床的组成(此处以XK5025型数控铣床为例)XK5025型数控铣床是典型的数控铣床,它由三大部分组成:机械部分、电气部分、数控部分。
1.机械部分分为六大块,即床身、铣头部分、工作台、横向进给部件、升降台部分、冷却、润滑部分。
(1)床身:内部布筋合理,具有良好的刚性,底座上设有4个调节螺栓,便于机床调整水平,冷却液储液池设在机床内部。
(2)铣头部分:由有级变速箱和铣头两个部件组成。
铣头主轴支承在高精度轴承上,保证主轴具有高回转精度和良好的刚性,主轴装有快速换刀螺母,前端锥孔采用ISO30#锥度。
主轴采用机械无级变速,调节范围宽,传动平稳,操作方便。
刹车机构能使主轴迅速制动,节省辅助时间刹车时通过制动手柄撑开止动环使主轴立即制动。
启动主电机时,应注意松开主轴制动手柄。
铣头部件还装有伺服电机,内齿带轮、滚珠丝杆副及主轴套筒,它们形成垂直向(Z向)进给传动链,使主轴作垂向直线运动。
(3)工作台:与床鞍支承在升降台较宽的水平导轨上,工作台的纵向进给是由安装在工作台在右端的伺服电机驱动的。
通过内齿带轮带动精密滚珠丝杠副,从而使工作台获得纵向进给。
工作台左端装有手轮和刻度盘,以便进给手动操作。
床鞍的导轨面均采用了TURCTTE —B贴塑面,提高了导轨的耐磨性,运动的平稳性和精度的保持性,消除了低速爬行现象。
(4)横向进给部分:在升降台前方装有交流伺服电机,驱动床鞍作横向缉拿给运动,其工作原理与工作台纵向进给相同。
另外,在横向滚珠丝杠前端还装有进给手轮,可实现手动进给。
(5)升降台:在其左侧装有锁紧手柄,周的前端装有长手柄可带动锥齿轮及升降台丝杠旋转,从而获得升降台的升降运动。
(6)冷却、润滑部分:冷却部分是由冷却泵、出水管、回水管、开关及喷嘴等组成,冷却泵安装在机床底座的内腔里,将冷却液从底座内储液池打至出水管,再经喷嘴喷出,对切削区进行冷却。
润滑部分是由手动润滑方式,用手动润滑油泵,通过分油器对主轴套筒,导轨及滚珠丝杠进行润滑,以提高机床的使用寿命。
数控铣床编程实例数控铣床编程实例数控铣床是一种先进的数控机床,具有高精度、高效率、高质量等优点,已成为现代制造业中不可或缺的重要设备。
数控铣床编程是数控铣床操作的关键,也是工程师必须掌握的技能之一。
本文将介绍一些数控铣床编程的实例,以帮助初学者更好地理解和掌握这种技能。
实例一:直线挖槽步骤一:输入G01指令,表示线性插补模式。
步骤二:输入X、Y、Z轴的插补终点坐标数值,确定直线挖槽的位置。
步骤三:输入F指令,表示进给速度。
步骤四:输入M03(或M04)指令,开启主轴旋转,开始切削。
步骤五:在需要切割的工件上移动铣刀,完成直线的挖槽。
步骤六:输入M05(或M09)指令,停止主轴旋转,结束切割操作。
实例二:圆弧加工步骤一:输入G02或G03指令,表示圆弧插补模式。
步骤二:输入I、J 或者R指令,确定圆弧的半径。
步骤三:输入X、Y、Z轴的插补终点坐标数值,确定圆弧的位置。
步骤四:输入F指令,表示进给速度。
步骤五:输入M03(或M04)指令,开启主轴旋转,开始切削。
步骤六:在需要切割的工件上移动铣刀,完成圆弧的加工。
步骤七:输入M05(或M09)指令,停止主轴旋转,结束切割操作。
实例三:螺纹加工步骤一:输入M29(或G32)指令,表示启动螺纹加工模式。
步骤二:输入G00指令将铣刀移动到螺纹加工的起点。
步骤三:输入G76指令,确定螺纹的类型、方向、起点和终点。
步骤四:输入F指令,表示进给速度。
步骤五:输入M03(或M04)指令,开启主轴旋转,开始切削。
步骤六:在需要切割的工件上按螺纹的轮廓移动铣刀,完成螺纹的加工。
步骤七:输入M05(或M09)指令,停止主轴旋转,结束切割操作。
以上是数控铣床编程的几个实例,无论是直线挖槽、圆弧加工还是螺纹加工,都需要工程师们熟练掌握各种指令的使用方法。
同时,编程过程中还需要注意工件的尺寸、铣刀的选择、切削参数等因素,以保证最终加工效果的质量和精度。
总之,在实际应用中,我们需要不断探索、总结、改进编程技巧和工艺流程,以提高加工效率和精度,促进工业制造的发展与进步。

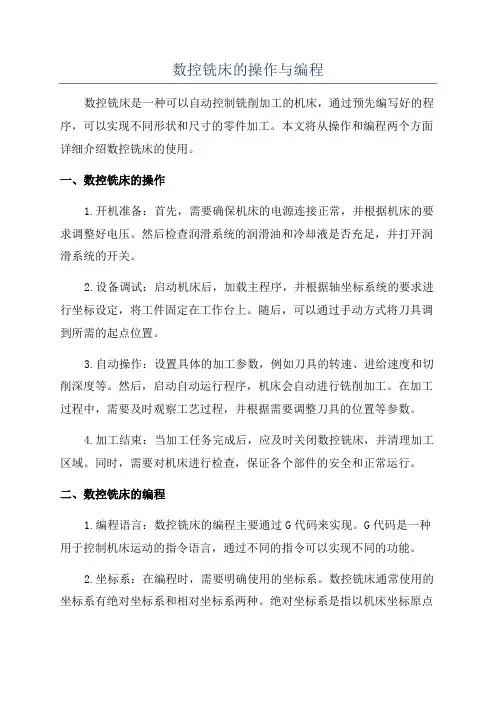
数控铣床的操作与编程数控铣床是一种可以自动控制铣削加工的机床,通过预先编写好的程序,可以实现不同形状和尺寸的零件加工。
本文将从操作和编程两个方面详细介绍数控铣床的使用。
一、数控铣床的操作1.开机准备:首先,需要确保机床的电源连接正常,并根据机床的要求调整好电压。
然后检查润滑系统的润滑油和冷却液是否充足,并打开润滑系统的开关。
2.设备调试:启动机床后,加载主程序,并根据轴坐标系统的要求进行坐标设定,将工件固定在工作台上。
随后,可以通过手动方式将刀具调到所需的起点位置。
3.自动操作:设置具体的加工参数,例如刀具的转速、进给速度和切削深度等。
然后,启动自动运行程序,机床会自动进行铣削加工。
在加工过程中,需要及时观察工艺过程,并根据需要调整刀具的位置等参数。
4.加工结束:当加工任务完成后,应及时关闭数控铣床,并清理加工区域。
同时,需要对机床进行检查,保证各个部件的安全和正常运行。
二、数控铣床的编程1.编程语言:数控铣床的编程主要通过G代码来实现。
G代码是一种用于控制机床运动的指令语言,通过不同的指令可以实现不同的功能。
2.坐标系:在编程时,需要明确使用的坐标系。
数控铣床通常使用的坐标系有绝对坐标系和相对坐标系两种。
绝对坐标系是指以机床坐标原点为零点,以工件上其中一固定点为基准进行编程;相对坐标系是以刀具当前位置为零点,以刀具的运动方向为基准进行编程。
3.几何指令:使用G代码可以实现不同的几何功能,如直线、圆弧、孤立点等。
在编程时,需要确定刀具的起点和终点坐标,以及刀具的路径和切削深度等参数。
4.速度指令:使用F代码可以设置刀具的进给速度,单位通常为毫米/分钟。
在编程时,需要根据具体的加工情况,选择合适的进给速度,以确保加工质量和效率。
5.刀具补偿:有时候,由于刀具的直径和轨迹的误差等原因,需要进行刀具补偿来纠正加工误差。
在编程时,可以使用H代码来设置刀具补偿的值,以调整刀具的路径和位置。
6.循环指令:在编程中,可以使用循环指令来实现重复的加工操作。
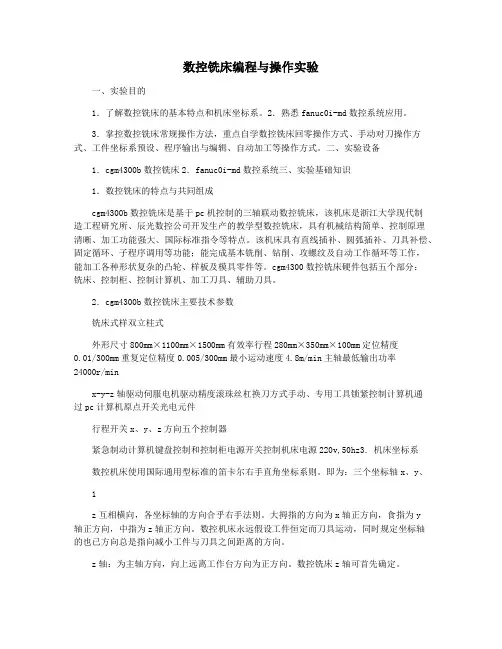
数控铣床编程与操作实验一、实验目的1.了解数控铣床的基本特点和机床坐标系。
2.熟悉fanuc0i-md数控系统应用。
3.掌控数控铣床常规操作方法,重点自学数控铣床回零操作方式、手动对刀操作方式、工件坐标系预设、程序输出与编辑、自动加工等操作方式。
二、实验设备1.cgm4300b数控铣床2.fanuc0i-md数控系统三、实验基础知识1.数控铣床的特点与共同组成cgm4300b数控铣床是基于pc机控制的三轴联动数控铣床,该机床是浙江大学现代制造工程研究所、辰光数控公司开发生产的教学型数控铣床,具有机械结构简单、控制原理清晰、加工功能强大、国际标准指令等特点。
该机床具有直线插补、圆弧插补、刀具补偿、固定循环、子程序调用等功能;能完成基本铣削、钻削、攻螺纹及自动工作循环等工作,能加工各种形状复杂的凸轮、样板及模具零件等。
cgm4300数控铣床硬件包括五个部分:铣床、控制柜、控制计算机、加工刀具、辅助刀具。
2.cgm4300b数控铣床主要技术参数铣床式样双立柱式外形尺寸800mm×1100mm×1500mm有效率行程280mm×350mm×100mm定位精度0.01/300mm重复定位精度0.005/300mm最小运动速度4.8m/min主轴最低输出功率24000r/minx-y-z轴驱动伺服电机驱动精度滚珠丝杠换刀方式手动、专用工具锁紧控制计算机通过pc计算机原点开关光电元件行程开关x、y、z方向五个控制器紧急制动计算机键盘控制和控制柜电源开关控制机床电源220v,50hz3.机床坐标系数控机床使用国际通用型标准的笛卡尔右手直角坐标系则。
即为:三个坐标轴x、y、1z互相横向,各坐标轴的方向合乎右手法则。
大拇指的方向为x轴正方向,食指为y轴正方向,中指为z轴正方向。
数控机床永远假设工件恒定而刀具运动,同时规定坐标轴的也已方向总是指向减小工件与刀具之间距离的方向。
z轴:为主轴方向,向上远离工作台方向为正方向。
数控铣床编程与操作数控铣床简介5.1.1 数控铣床的组成(此处以XK5025型数控铣床为例)XK5025型数控铣床是典型的数控铣床,它由三大部分组成:机械部分、电气部分、数控部分。
1.机械部分分为六大块,即床身、铣头部分、工作台、横向进给部件、升降台部分、冷却、润滑部分。
(1)床身:内部布筋合理,具有良好的刚性,底座上设有4个调节螺栓,便于机床调整水平,冷却液储液池设在机床内部。
(2)铣头部分:由有级变速箱和铣头两个部件组成。
铣头主轴支承在高精度轴承上,保证主轴具有高回转精度和良好的刚性,主轴装有快速换刀螺母,前端锥孔采用ISO30#锥度。
主轴采用机械无级变速,调节范围宽,传动平稳,操作方便。
刹车机构能使主轴迅速制动,节省辅助时间刹车时通过制动手柄撑开止动环使主轴立即制动。
启动主电机时,应注意松开主轴制动手柄。
铣头部件还装有伺服电机,内齿带轮、滚珠丝杆副及主轴套筒,它们形成垂直向(Z向)进给传动链,使主轴作垂向直线运动。
(3)工作台:与床鞍支承在升降台较宽的水平导轨上,工作台的纵向进给是由安装在工作台在右端的伺服电机驱动的。
通过内齿带轮带动精密滚珠丝杠副,从而使工作台获得纵向进给。
工作台左端装有手轮和刻度盘,以便进给手动操作。
床鞍的导轨面均采用了TURCTTE —B贴塑面,提高了导轨的耐磨性,运动的平稳性和精度的保持性,消除了低速爬行现象。
(4)横向进给部分:在升降台前方装有交流伺服电机,驱动床鞍作横向缉拿给运动,其工作原理与工作台纵向进给相同。
另外,在横向滚珠丝杠前端还装有进给手轮,可实现手动进给。
(5)升降台:在其左侧装有锁紧手柄,周的前端装有长手柄可带动锥齿轮及升降台丝杠旋转,从而获得升降台的升降运动。
(6)冷却、润滑部分:冷却部分是由冷却泵、出水管、回水管、开关及喷嘴等组成,冷却泵安装在机床底座的内腔里,将冷却液从底座内储液池打至出水管,再经喷嘴喷出,对切削区进行冷却。
润滑部分是由手动润滑方式,用手动润滑油泵,通过分油器对主轴套筒,导轨及滚珠丝杠进行润滑,以提高机床的使用寿命。
数控铣床编程与操作教案一、课程目标本课程旨在为学习数控铣床的学生提供一定的编程和操作技能,使其具备使用数控铣床进行加工的基本能力。
二、课程内容1.数控铣床的基本概念和组成•数控铣床的定义和分类•数控铣床的结构和组成•数控铣床的工作原理2.数控铣床的编程•G代码、M代码和T代码的基本定义和格式•建立数控铣床加工工件的坐标系•G代码程序的编写和调试3.数控铣床的操作•数控铣床的开机和操作流程•程序的设定、加工和调试•插补运动控制和刀具切削参数的调整4.数控铣床的应用技术•数控铣床的应用领域和方法•数控铣床的工艺参数的确定•数控铣床的刀具的选择和加工工艺的优化三、教学方法本课程采用理论讲授和实践操作相结合的教学方法,重点讲解数控铣床的编程和操作技巧,并通过实验教学,让学生掌握数控铣床的实际应用。
四、教学设备和环境要求1.数控铣床2.计算机3.数控铣床编程和操作软件4.数控铣床零部件和刀具5.实验室环境卫生干净、宽敞明亮、通风良好五、考核方式采用闭卷考试的方式进行考核,考核内容涵盖课程所学的理论和实际操作,通过考试的学生可以获得结业证书。
六、教学进度安排第一讲数控铣床的基本概念和组成 1. 数控铣床的定义和分类 2. 数控铣床的结构和组成 3. 数控铣床的工作原理第二讲数控铣床的编程 1. G代码、M代码和T代码的基本定义和格式 2. 建立数控铣床加工工件的坐标系 3. G代码程序的编写和调试第三讲数控铣床的操作 1. 数控铣床的开机和操作流程 2. 程序的设定、加工和调试 3. 插补运动控制和刀具切削参数的调整第四讲数控铣床的应用技术 1. 数控铣床的应用领域和方法 2. 数控铣床的工艺参数的确定 3. 数控铣床的刀具的选择和加工工艺的优化七、教学团队本课程的教学团队由数控铣床领域专业教师和技术人员组成,具备丰富的教学和实践经验,在数控铣床的教学与实践中紧密结合,使学生在学习过程中能够更好地理解掌握知识。
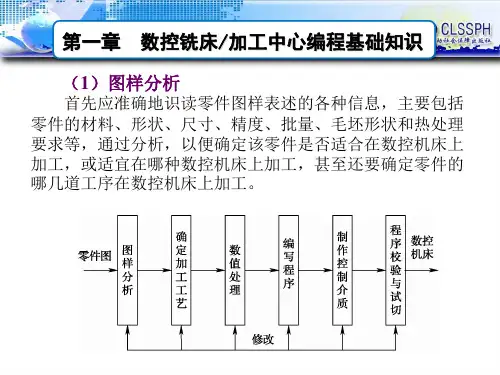
项目2 数控铣床编程与操作项目描述:本项目以FANUC 0i系统为主兼顾其他常用系统,掌握用数控铣床加工零件的步骤和方法,其过程如下:⑴根据零件图进行图纸分析和工艺分析:理解零件加工技术要求,如零件的结构特点、材料性能、尺寸精度、形位精度、表面精度等。
确定加工方案:工件装夹方法、加工顺序、走刀路线、刀具和切削用量的合理选择,作出成本核算。
应用工艺编制的基本知识,制订符合技术规范的工艺文件,并评价、完善工艺方案。
⑵应用数控加工程序编制的基本知识,手工编制加工程序,并利用数控仿真软件进行仿真加工及程序检查。
⑶遵守操作规范,使用数控机床及相关工艺装备,完成典型综合零件的数控加工,养成良好的文明操作习惯,培养团队沟通和协作能力。
⑷使用测量工具,检测产品,进行评价,提出改进方案。
⑸整理工艺文件并存档。
基本任务FANUC 0i系统数控铣床的编程与操作任务1.1 FANUC 0i系统数控铣床的基本操作先通过仿真软件的练习,掌握简单零件的编程和加工,熟悉数控铣床操作面板的结构、各功能键的作用,基本编程指令的运用、程序的输入和编辑方法、对刀和零件的加工方法,再在机床上进行零件的数控编程与操作。
1.1.1M、S、T、F指令及常用单一G指令数控系统不同,其功能指令也不完全相同,下面是FANUC 0i系统数控铣床的编程指令。
一、辅助功能M指令(M功能)辅助功能M指令是控制机床或系统得辅助功能动作,如主轴正反转、冷却液开停、程序结束等。
M指令由字母M和其后的两位数字组成。
表1-1为FANUC 0i系统数控铣床常用M指令。
二、主轴转速S指令(S功能)S功能指令用于控制主轴转速。
编程格式S_S后面的数字表示主轴转速,单位为r/min。
在具有恒线速功能的机床上,S功能指令还有如下作用。
1、恒线速控制编程格式G96 S_S后面的数字表示的是恒定的线速度:m/min。
2、恒线速取消编程格式G97 S_S后面的数字表示恒线速度控制取消后的主轴转速。