编制焊接工艺规程资料
- 格式:ppt
- 大小:636.50 KB
- 文档页数:94
焊接工艺指导书焊接规程与焊接技术资料全
一、前言
焊接工艺指导书是国际标准焊接工艺中的重要组成部分,用以细致指导焊接工艺的实施。
根据不同的焊接材料的性能特征、焊接工艺要求和使用环境,制定不同的焊接工艺指导书。
对于一些条件下特殊要求的焊接,则要另行制定。
二、焊接工艺对象
1、基本焊接工艺标准:适用于尺寸范围在6mm以上,耐热性能在480℃以下的焊接材料的焊接工艺;
2、特殊焊接工艺标准:适用于特殊的工艺条件要求,或耐热性能在480℃以上的焊接材料的焊接工艺;
3、非金属材料焊接工艺标准:适用于胶类、塑料等非金属材料的焊接工艺。
三、焊接材料
1、焊接材料包括但不限于碳素结构钢、低合金结构钢、高合金结构钢和不锈钢等金属材料;
2、非金属材料包括但不限于胶类、塑料等。
四、焊接方法
根据焊接材料的性能特征,采用相应的焊接方法完成工艺要求,以下为一般情况下通用的焊接方法:
1、熔焊:采用焊剂吸收加热而成的熔融池,焊剂热溶解进入金属,从而起到连接两个材料的作用。
2、烧焊:即燃烧焊,通过燃烧一定的煤气或金属气体,产生火焰使材料的封口处变融,将两材料牢固连接。
焊接工艺规程焊接工艺规程是指在焊接过程中要遵守的操作规范和技术要求。
它是确保焊接质量,保障工作人员安全以及保证工作环境的重要依据。
以下将详细介绍焊接工艺规程的相关内容。
焊接工艺规程通常包括焊接设备的准备、焊接工艺参数的选择、焊接材料的选择和处理、焊接操作步骤的要求等多个方面。
首先是焊接设备的准备,包括检查焊机、气瓶和接地线的状态,确保其正常工作。
同时,要检查焊接设备的接线是否牢固,以免发生电气事故。
焊工在操作设备前,还需戴好防护用具,如焊接面罩、焊手套、防护服等,确保自身安全。
其次是焊接工艺参数的选择。
根据所需焊接材料的厚度、类型和位置等因素,选择合适的焊接电流、电压和速度等参数。
对于不同焊接材料和焊缝形式,有相应的要求和标准,需要注意保持合适的焊接温度,避免焊接温度过高或过低而导致焊接质量下降。
焊接材料的选择和处理也是焊接工艺规程中的重要内容。
根据所需焊接材料的类型和要求选择合适的焊条或焊丝。
在进行焊接操作前,还需对焊接材料进行处理,如除去焊条表面的油污、氧化物等杂质,确保焊接时焊缝的质量。
焊接操作步骤的要求是确保焊接质量的关键环节。
焊工在进行焊接操作前,需要对焊缝进行清洁和加热,以保证焊接时的质量。
在焊接过程中,焊工需要掌握合适的焊接速度和焊接角度,以确保焊接质量的一致性和稳定性。
同时,要注意焊接时的保护措施,如用气体保护焊时,需保持足够的氩气流量,以避免气体泄漏造成焊接缺陷。
此外,焊接工艺规程还包括焊后处理的要求。
焊工在完成焊接任务后,应及时清理焊渣和焊接残余物,确保焊缝表面光滑,无锈蚀和杂质。
对于关键部位的焊接,还需进行焊缝的力学性能和无损检测,以确保焊接质量符合要求。
综上所述,焊接工艺规程是焊接过程中重要的依据,对保证焊接质量和工作安全起着重要作用。
只有严格按照焊接工艺规程的要求进行操作,才能确保焊接质量和工作环境的安全。
因此,焊接工艺规程的制定和执行是每个焊工都应重视的事情。
只有在该规程的指导下,我们才能进行高质量的焊接工作,为各行各业的发展做出应有的贡献。
焊接工艺规程1. 引言焊接是一种常用的工艺,广泛应用于各个行业。
为了确保焊接质量和工作安全,制定了相应的焊接工艺规程。
本文将介绍焊接工艺规程的编写方法和内容要求。
2. 编写方法焊接工艺规程应根据具体的焊接任务和要求进行编写,主要包括以下几个步骤:2.1 确定焊接任务首先,需要明确所要完成的焊接任务,包括焊接材料、焊接结构以及焊接位置等。
2.2 分析焊接材料对于不同的焊接材料,其焊接工艺也会有所不同。
因此,需要对焊接材料进行分析,包括材料的成分、力学性能以及热导率等。
2.3 确定焊接方法根据焊接任务和焊接材料的特点,选择合适的焊接方法,如电弧焊、气体保护焊等。
2.4 确定焊接参数确定焊接的相关参数,包括焊接电流、焊接电压、焊接速度等。
2.5 撰写工艺规程根据以上分析结果,撰写详细的工艺规程,包括焊接方法、焊接参数、设备要求以及焊接操作步骤等。
3. 内容要求焊接工艺规程的内容应详尽、准确、可操作,具体要求如下:3.1 工艺描述工艺规程中应对焊接过程进行详细描述,明确焊接材料的使用要求、焊接方法、焊接参数以及焊接操作步骤等。
3.2 设备要求规定焊接所需的设备要求,包括焊接机、焊接电源、电极等。
3.3 试样制备对于需要进行焊接试样制备的情况,应详细说明试样材料的选择和制备方法。
3.4 检测要求规定焊接完成后的检测要求,包括焊缝的外观、尺寸、强度等方面的检测。
3.5 安全措施提醒焊工在焊接过程中应注意的安全事项,包括戴好个人防护设备、确保焊接区域的通风等。
4. 结论焊接工艺规程是确保焊接质量和工作安全的重要文档。
编写焊接工艺规程需要明确焊接任务、分析焊接材料、确定焊接方法、确定焊接参数,并详细描述焊接过程、设备要求、试样制备、检测要求和安全措施等内容。
通过合理的编写焊接工艺规程,可以提高焊接质量和工作效率,确保工作安全。
焊接工艺评定焊接工艺规程实用编制方法1.设计评审:对产品的设计和焊接要求进行评审,确定焊接适用性以及所需的焊接工艺。
2.试样制备:根据评审结果,制备用于评定的试样,并确保试样的材料、尺寸和几何形状与实际焊接接头相符。
3.焊接试验:在焊接试验中采用所要评定的焊接工艺对试样进行焊接,并注意控制焊接参数,如焊接电流、电压、速度等。
4.试验检测:对焊接接头进行破坏性和非破坏性试验检测,以评定焊接接头的质量和性能。
常用的试验方法包括拉伸试验、弯曲试验、冲击试验、硬度测量等。
5.评定结果分析:根据试验结果以及相关标准和规范进行评定结果分析,包括焊缝强度、断裂模式、变形情况等。
6.撰写评定报告:将评定结果进行汇总撰写为评定报告,明确焊接工艺的适用范围、限制条件和质量控制要求。
焊接工艺规程实用编制方法是为了规范和标准化焊接过程,确保焊接接头的质量和一致性。
下面是焊接工艺规程实用编制的几个关键步骤:1.确定焊接要求:根据产品的设计要求和技术要求,明确焊接接头的类型、尺寸和材料等要求。
2.资料收集:收集和整理相关的焊接规范、标准以及过去的实践经验等,为编制工艺规程提供参考依据。
3.编制工艺参数:根据焊接要求和资料收集,确定焊接工艺参数,如焊接电流、电压、速度、焊接序列等。
5.编制检测规程:确定焊接接头的检测方法和标准,编制相应的检测规程,以确保焊接接头的质量。
6.过程控制与验证:在实际焊接过程中,进行过程控制和验证,根据工艺规程要求进行焊接接头的质量控制和监测。
7.修订和完善:根据实际应用中的反馈和总结,及时修订和完善工艺规程,以提高焊接接头的质量和工艺的可靠性。
总之,焊接工艺评定和焊接工艺规程实用编制是保证焊接接头质量的重要手段,只有通过严格的评定和标准化的编制方法,才能确保焊接接头的可靠性。
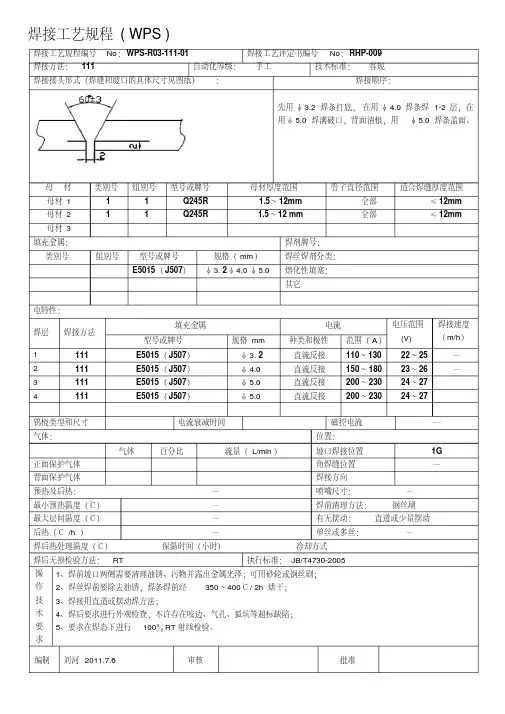
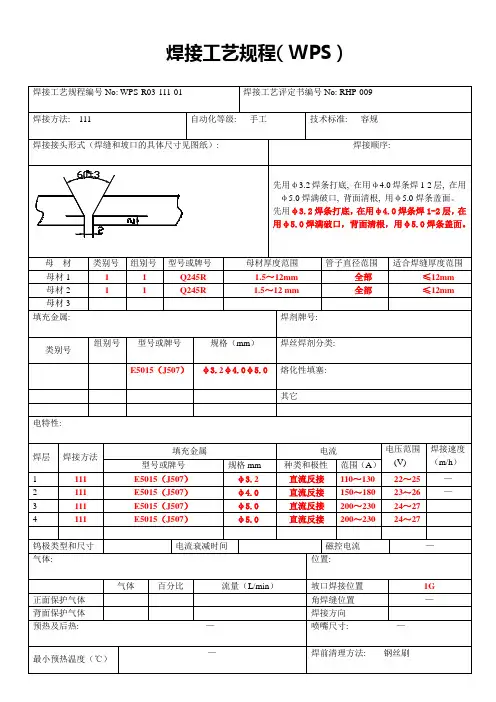
焊接工艺规程( WPS )焊接工艺规程编号No:WPS-R03-111-01焊接工艺评定书编号No:RHP-009焊接方法:111自动化等级:手工技术标准:容规焊接接头形式(焊缝和坡口的具体尺寸见图纸):焊接顺序:先用φ3.2焊条打底,在用φ4.0焊条焊1-2层,在用φ5.0焊满破口,背面清根,用φ5.0焊条盖面。
母材类别号组别号型号或牌号母材厚度范围管子直径范围适合焊缝厚度范围母材1 1 1 Q245R 1.5~12mm 全部≤12mm 母材2 1 1 Q245R 1.5~12 mm 全部≤12mm 母材3填充金属:焊剂牌号:类别号组别号型号或牌号规格(mm)焊丝焊剂分类:E5015(J507)φ3.2φ4.0φ5.0熔化性填塞:其它电特性:焊层焊接方法填充金属电流电压范围(V)焊接速度(m/h)型号或牌号规格mm 种类和极性范围(A)1 111 E5015(J507)φ3.2 直流反接110~130 22~25 —2 111 E5015(J507)φ4.0直流反接150~180 23~26 —3 111 E5015(J507)φ5.0直流反接200~230 24~274 111 E5015(J507)φ5.0直流反接200~230 24~27钨极类型和尺寸电流衰减时间磁控电流—气体:位置:气体百分比流量(L/min)坡口焊接位置1G正面保护气体角焊缝位置—背面保护气体焊接方向预热及后热:—喷嘴尺寸:—最小预热温度(℃)—焊前清理方法:钢丝刷最大层间温度(℃)—有无摆动:直道或少量摆动后热(℃/h )—单丝或多丝:—焊后热处理温度(℃)保温时间(小时)冷却方式焊后无损检验方法:RT 执行标准:JB/T4730-2005操作技术要求1、焊前坡口两侧需要清理油锈、污物并露出金属光泽;可用砂轮或钢丝刷;2、焊丝焊前要除去油锈,焊条焊前经350~400℃/ 2h 烘干;3、焊接用直道或摆动焊方法;4、焊后要求进行外观检查,不许存在咬边、气孔、弧坑等超标缺陷;5、要求在焊态下进行100%RT射线检验。
焊接工艺规程一、引言焊接作为一种重要的工艺,在机械加工、装配和制造领域中都有广泛的应用。
焊接工艺规程是对焊接过程、设备、操作等方面进行严格规范和标准化的文件,它是焊接质量保证的重要手段之一,有助于提高焊接质量,减少事故发生,保障生产安全。
二、适用范围本规程适用于手工电弧焊、气体保护焊、埋弧焊等多种焊接工艺,适用于搭接焊、角焊、对接焊、填充焊等多种焊接方式,适用于冶金、化工、能源等多个行业中的焊接作业。
三、焊接材料与设备1、焊接材料:焊接材料应符合国家标准或相关标准要求,焊缝材料和母材的化学成分和机械性能应符合设计要求。
2、焊接设备:焊接设备应符合国家标准或相关标准要求,符合安全要求,经过检验合格方可使用。
四、焊接工艺1、焊接工艺的选择应根据对接材料、焊接位置、焊缝形式、厚度和质量要求等方面进行综合考虑,确立技术方案。
2、焊接前应进行表面处理、除油除氧等预处理,确保焊接质量。
3、焊接过程中应保证焊接电流、电压、电极直径、焊接速度等焊接参数符合规范要求。
4、焊接操作人员应具有相应的职业培训和证书,熟悉所需焊接技术,严格执行规范要求。
5、焊接过程中应防止引起开裂、气孔、未熔合等缺陷,确保焊接质量。
6、焊接完成后应进行外观检查、尺寸检查和焊缝无损检测等,确保焊接质量符合要求。
五、安全防护措施1、切勿在没有专人看护的情况下离开焊接设备。
2、在现场周围设置明显的警示标志和障碍物,防止外来干扰。
3、其它人员应离焊接现场一定安全距离,在必要时戴上相应的防护装备。
4、焊接过程中应注意防止火花溅落,避开有易燃、易爆物品的区域。
5、在使用气体保护焊接时,应注意保护设备和人员免受气体泄漏的影响。
六、焊接记录与检验1、在焊接现场应有专人填写记录,记录内容应包括焊接材料、设备、焊接参数、操作人员等有关信息。
2、焊接完成后应进行外观检查、尺寸检查和焊缝无损检测等,确保焊接质量符合要求。
3、焊接记录和检验报告应保存至少五年,作为质量保证参考文件。
焊接行业焊接工艺规程1. 前言焊接是一种常用的金属连接工艺,在各行各业都有广泛的应用。
为了确保焊接质量、提高工作效率和保障工人的安全,制定和执行符合规范的焊接工艺规程至关重要。
本文将以焊接行业为背景,探讨焊接工艺规程的内容和实施。
2. 焊接工艺规程概述焊接工艺规程是指在具体的焊接工作中,根据工艺要求和材料特性,制定的焊接工艺流程和步骤。
它包括焊接前的准备工作、焊接参数的设定、焊接材料和设备的选用、焊接操作方法以及焊后的处理等内容。
通过制定焊接工艺规程,可以确保焊接质量的可控性和一致性。
3. 焊接前的准备工作焊接前的准备工作是保证焊接质量的基础。
首先,需要对焊接对象进行检查和评估,检查是否有损伤、腐蚀或其他缺陷,并评估焊接的可行性。
其次,需要准备焊接设备和材料,包括选择合适的焊接机、选用合适的焊接电极或焊丝,以及准备辅助工具和装备。
4. 焊接参数的设定焊接参数的设定是确保焊缝质量的关键。
根据焊接对象的材料特性和焊接要求,需要确定合适的焊接电流、电压、焊接速度、预热温度以及焊接层数等参数。
这些参数的设定需要根据实际情况进行调整和优化,以确保焊接质量和效率的平衡。
5. 焊接材料和设备的选用焊接材料和设备的选用对焊接质量有着直接的影响。
首先,需要选择适合焊接对象的焊接材料,例如选用与焊接母材相似或相容性好的焊接材料。
其次,需要选择合适的焊接设备,如焊接机、焊接枪、焊接钳等。
同时,还需注意选用质量可靠的焊接材料和设备,以确保长期稳定的焊接效果。
6. 焊接操作方法焊接操作方法是焊接工艺规程中最核心的内容之一。
焊接操作方法包括焊接电极或焊丝的选择和使用方法,焊接枪的握持姿势和焊接角度,焊接速度和焊接顺序,以及焊接过程中的监测和控制等。
这些操作方法的正确执行可以保证焊接质量和焊缝的强度。
7. 焊后的处理焊后的处理是确保焊接工艺的完整性和稳定性的重要环节。
焊后处理包括焊缝的清理和保护、焊接残留应力的消除、焊接区域的涂漆和防腐等。
焊接工艺规程的编制与应用指南焊接是金属材料连接的一种常见方法,具有广泛的应用领域。
为了确保焊接的质量和安全性,制定焊接工艺规程是至关重要的。
本文将探讨焊接工艺规程的编制及其在实际应用中的指导作用。
一、焊接工艺规程的编制焊接工艺规程是对焊接过程的详细描述和规范,包括焊接材料、设备、操作方法等方面的要求。
编制焊接工艺规程的基本步骤如下:1. 确定焊接任务:明确焊接的目的和要求,包括焊接材料的种类、焊接接头的形式、焊接方法等。
2. 材料和设备选择:根据焊接任务的要求,选择适当的焊接材料和设备,考虑到材料的强度、耐腐蚀性以及焊接设备的性能和灵活性。
3. 焊接参数的确定:确定焊接过程中的各项参数,如焊接电流、电压、焊接速度等。
这些参数会直接影响焊接工艺的质量。
4. 编写焊接工艺规程:根据实际情况编写焊接工艺规程,包括焊接参数、焊接顺序、焊接步骤等。
规程应详细描述每个操作步骤,以确保焊接的稳定性和一致性。
5. 试焊和评定:对编制好的焊接工艺规程进行试焊,评估焊接接头的质量。
如需要,对工艺规程进行调整和改进。
6. 工艺规程的备案:将编制好的焊接工艺规程备案,以备日后参考和使用。
二、焊接工艺规程的应用指南焊接工艺规程在实际应用中具有指导作用,有助于提高焊接质量和效率。
以下是焊接工艺规程在实际应用中的一些指南:1. 确保焊接质量:焊接工艺规程提供了一套标准化的操作方法,可以确保焊接接头的质量。
操作人员必须按照规程进行操作,严格控制焊接参数和步骤。
2. 提高生产效率:工艺规程确定了焊接参数和步骤,避免了操作人员的盲目调整,提高了焊接的一致性和效率。
这有助于减少生产时间和成本。
3. 防止焊接缺陷:焊接工艺规程规定了焊接参数的范围,避免了过高或过低的参数,从而减少焊接缺陷的出现。
规程还描述了焊接缺陷的检测方法和处理措施。
4. 管理和培训参考:焊接工艺规程备案后,可以作为管理和培训的参考资料。
新员工可以通过学习规程快速掌握焊接操作方法,提高工作效率。
焊接工艺评定焊接工艺规程实用编制方法一、焊接工艺评定方法:1.确定焊接材料:按照设计要求选择合适的焊接材料,包括焊接金属材料和辅助材料。
2.选择焊接方法:根据焊接材料的特性和工艺要求,选择合适的焊接方法,例如手工电弧焊、半自动焊、气体保护焊等。
3.设计焊接工艺参数:根据焊接材料和焊接方法,确定焊接工艺参数,包括焊接电流、焊接电压、焊接速度等。
4.制作焊接试件:采用焊接材料和工艺参数进行焊接试验,制作一定数量的焊接试件。
5.执行焊接试验:采用焊接试件进行焊接试验,评估焊缝的焊接质量和性能,包括焊缝的外观、强度、断裂韧性等。
6.评定焊接工艺水平:根据焊接试验的结果,评定焊接工艺的合格等级,并确定相应的焊接工艺规范。
二、焊接工艺规程编制方法:1.明确编制目的和需求:确定焊接工艺规程编制的目的和需求,包括焊接材料、焊接方法、焊接工艺参数等方面的要求。
2.收集相关数据和信息:收集与焊接工艺相关的数据和信息,包括焊接材料的性能、焊接方法的原理、焊接工艺参数的选择等。
3.制定焊接规程:根据收集到的数据和信息,制定焊接工艺规程的内容和格式。
规程应包括焊接材料、焊接方法、焊接工艺参数、检验要求等。
4.审核修改规程:组织专家对制定的焊接工艺规程进行审核,修改不合理或错误的部分,确保规程的准确性和可操作性。
5.发布规程并培训宣传:将修订后的焊接工艺规程发布给相关人员,并组织培训和宣传活动,确保相关人员能够正确理解和操作焊接工艺规程。
6.定期修订规程:根据焊接实际情况和技术进步,定期修订焊接工艺规程,保持规程的准确性和适应性。
总结:焊接工艺评定和焊接工艺规程的编制是确保焊接质量和工艺标准化的重要手段。
通过合理的焊接工艺评定,可以确定合适的焊接工艺参数,保证焊接质量。
而焊接工艺规程的编制可以使焊接操作符合标准化要求,提高生产效率和质量标准。
因此,对焊接工艺评定和工艺规程的实用编制方法有一定的了解和应用能力,有助于提高焊接质量和工艺标准化水平。
焊接工艺规程一、引言本文旨在为焊接工作者提供清晰明确的焊接工艺规程,以确保焊接工作的安全和质量。
焊接是一项关键的制造技术,在许多行业中得到广泛应用。
本文将详细介绍焊接工艺的准备工作、材料选择、实施方法和质量控制等方面的要求。
二、焊接工艺准备1.设备和环境要求焊接操作应在安全整洁的环境中进行,防止火灾和其他事故的发生。
焊接设备必须符合相关标准,并经过定期维护和检查,以确保其正常运行。
同时,在焊接现场应提供适当的通风和排气设施,以防止有害气体对焊工和环境造成危害。
2.焊接材料选择焊接材料的选择应根据实际需求进行,包括焊丝、焊剂和辅助材料等。
焊接材料必须符合相关的标准和规定,并经过合适的质量检验。
在选择焊丝时,应考虑到焊接材料的材质、强度要求和耐腐蚀性能等因素。
三、焊接工艺实施1.准备工作在进行焊接操作之前,必须进行充分的准备工作。
这包括清洁和除锈焊接表面,确保其无油污、氧化物和其他杂质。
同时,还应对焊接接头进行合适的加工和装配,以确保其质量符合要求。
2.焊接方法选择根据实际需要和焊接材料的特性,选择合适的焊接方法。
常见的焊接方法包括手工电弧焊、氩弧焊、气体保护焊和电阻焊等。
在选择焊接方法时,应考虑到焊接接头的结构形式和焊接质量要求等因素。
3.焊接参数设定根据焊接材料的特性和焊接接头的要求,设定合适的焊接参数。
这包括焊接电流、电压、焊接速度、预热温度等参数的选择和调整。
同时,还要根据焊接操作的实际情况,及时对参数进行监控和调整。
四、焊接质量控制1.焊接检验方法对焊接接头进行质量检验是确保焊接质量的重要手段。
常用的焊接检验方法包括目测检验、X射线检测、超声波检测和磁粉检测等。
在进行焊接检验时,应根据焊接接头的特点和质量要求选择合适的检验方法。
2.焊接缺陷处理如果在焊接过程中发现焊接缺陷,应立即停止焊接操作,并采取相应的措施进行处理。
焊接缺陷可能包括焊缝裂纹、气孔、咬边等。
对于不符合要求的焊接接头,必须进行修补或重新焊接,直到满足质量要求为止。
接头制备要求:1、管道采用火焰或等离子切割,加工后使用砂轮机打磨除去氧化皮,保证无裂纹、重皮、毛刺、凸凹、缩口、熔渣等现象。
2、焊件坡口及内外表面在焊接前要求进行清理,。
3、坡口组对:内壁错边量不超过管壁厚度的10%,且不应大于2mm 。
4、定位焊缝:应采用与根部焊道相同的焊接材料和工艺;定位焊缝的长度、厚度和间距应能保证焊缝在正式焊接过程中不致开裂。
焊接的工卡具其材质宜与母材相同或同一类别号,拆除工卡具时不应损伤母材,拆除后应将残留焊疤打磨修整至与母材表面齐平。
熔渣及影响焊接的表面层打磨平整。
焊接工艺规程页数 1 of 3工程名称:产品名称(施焊部位) 工艺管道 产品设计温度范围 - 产品工作介质 -焊接工艺规程(WPS )编号 WPS20201-201-GY-004 版次 - 日期2021.04.24 所依据的焊接工艺评定报告(PQR )编号PQR2020063 版次 - 日期2020.12.16焊接方法 GTAW+SMAW 操作类型(手工,自动,半自动) 手工 焊接施工执行标准 GB/T50236-2011 其他 无 焊接接头:接头型式 对接 简图 (接头型式、坡口形式和尺寸、焊层/焊道布置及顺序示意图): 衬垫(有) 无 (无) 衬垫材质、型式及规格 --母材:材料标准号 GB/T9948-2013 型号或牌号 20,ANTI-SCC 与 材料标准号 GB/T9948-2013 型号或牌号 20,ANTI-SCC 相焊 厚度范围:坡口焊 7.04mm-14.08mm 角焊 母材厚度不限 管道直径范围:坡口焊 不限 角焊 不限 其他 无填充金属焊接材料标准号 NB/T47018.3-2017NB/T47018.3-2017型号 ER50-G E4315 牌号CHG-SHA CHE427SHA 尺寸Φ2.5 Φ3.2/Φ4.0烘干温度/时间 - 按照焊材说明书进行烘烤。
焊缝熔敷金属厚度 0~5mm 0~9mm 其他GTAWSMAW焊接位置:坡口对接焊缝位置 45°固定焊(6G ) 角焊缝位置 全位置 焊接方向(向上、向下) 向上其他 无 预热:最小预热温度 20℃(室温) 最大层间温度 250℃ 后热温度和时间 -加热方式及其他 -焊接工艺规程页数 3 of 3 3、焊接操作注意事项:焊件表面不得有电弧擦伤,并不得在焊件表面引弧和试验电流;焊接时应采取合理的施焊方法和施焊顺序;焊接过程中应保证起弧和收弧处的质量,收弧时应将弧坑填满;焊缝多层多道焊时,焊接接头应错开;焊接过程中,焊丝的加热端应置于保护气体中;需预拉伸或预压缩的管道焊缝,组对时所使用的工卡具应在整个焊缝焊接完毕并经检验合格后方可卸载。
焊接工艺规程的编制方法焊接工艺规程是否合理,直接关系到生产组织能否正常运行。
制订的工艺规程,既要保证焊接生产质量达到产品图样的各项技术要求,又要有较高的劳动生产率,保证在用户的规定期限内交工,同时还要减少人力、物力等方面的消耗,节约资金。
焊接工艺规程编制过程要严谨、细致,其方法如下。
1、准备工作(1)汇集所需的各种原始资料,做到心中有数。
(2)分析研究生产纲领,根据生产类型确定生产工艺的水平。
(3)研究产品的特点、技术要求和验收标准。
(4)掌握国内外同类产品生产现状及先进的工艺。
2、产品的工艺过程分析产品的工艺过程分析是指对整个焊接产品的结构、材料、加工方法和技术要求进行研究,提出问题并解决问题的过程。
通过对产品结构技术要求的分析,寻求产品从原材料到成品的制造过程中所用的工艺方法,预见可能出现的技术难题并加以研究。
3、拟定工艺路线拟定工艺路线是把组成产品的零、部件的加工顺序排列出来的过程。
它是在工艺分析的基础上完成的,是编制焊接工艺规程的总体构思和布局。
拟定工艺路线要完成以下内容:(1)加工方法的确定包括备料、成形、装配、焊接、矫正、检验等方法。
选择加工方法一定要考虑到企业现有有加工能力和产品生产类型的性质。
(2)加工顺序的确定合理地安排加工顺序能减少不必要的运输、存储工作,同时能使各个工序衔接紧凑,提高生产效率。
这里尤其要注意装配焊接顺序的确定,零、部件的装配焊接和最后的总装顺序不同,结构的残余应力和变形是不一样的,因此对产品的尺寸、加工质量有很大影响。
(3)加工设备和工装的确定根据加工方法选择合适的加工设备和工装。
拟定工艺路线和工艺过程分析的关系十分密切,拟定工艺路线的过程就是产品生产方案论证、确定的过程。
产品的工艺路线并不是唯一的,要对不同的工艺路线进行分析,确定最合理的、最经济的工艺路线。
在拟定工艺路线时,从粗略到详细,最后经过试验或试生产确定最佳方案。
图1为某一框架结构,图2为其生产工艺流程图。