产能表(完整版)
- 格式:xls
- 大小:243.50 KB
- 文档页数:8

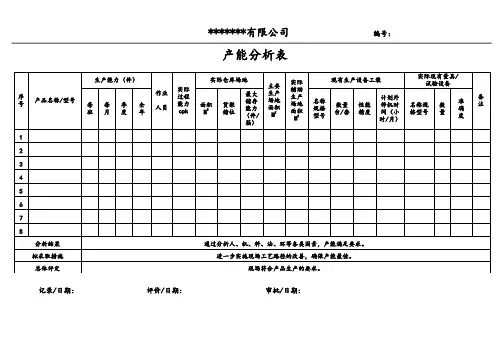
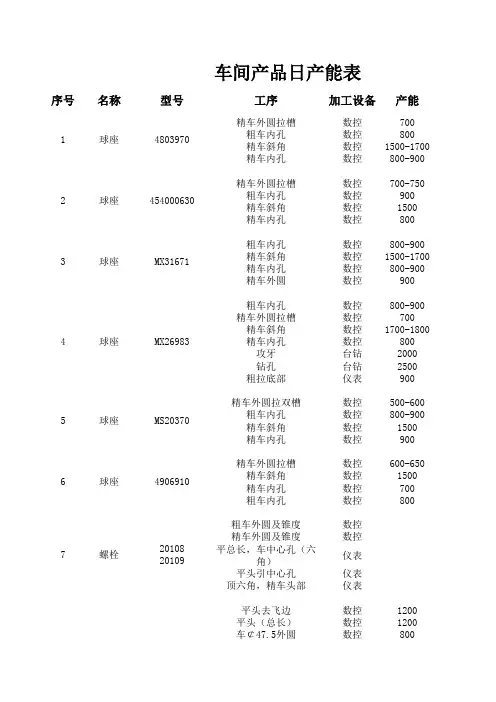
产品
工序产线:
日期:
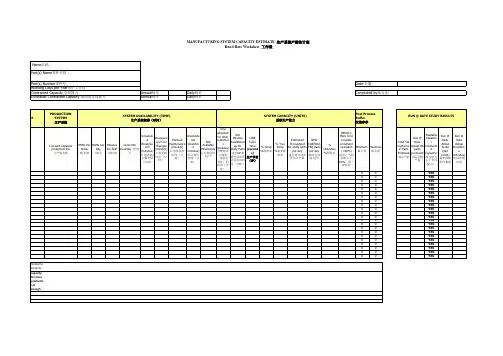
标准工时及产能计算表
注:1.各工站宽放率为10%; 2.标准工时=观测时间×评定系数×(1+宽放率); 3.瓶颈工时为所有工序中标准工时最大值; 4.标准时间为各站标准工时之和;5.产线平衡率=各工序标准工时和/(最长工序时间×总人数); 6.人均产能=3600/(总人数×瓶颈工时);
评比系数是被观测者作业速度与标准人操作速度的比较,它可能小于1(被观测者速度较快),也可大于1(被观测者速度较慢),具体要根据观测者的经验和工厂实际情况界定。
并非是系数越大表示熟练程度越高,其次,标准产能=3600/标准工时才是正确的。

工序 1
工序 2成型
回火每班总的时间
小时12.512.5计划休息,交接班,清洁时间
分钟/每班120120班数班/天
11非工作天数(周末等)非工作日/年
6868停工工作日/年
00银行假日工作日/年
00生产其它产品天数工作日/年
180180设备数量台数
502工作时间工作日/年
5850234工作时间分钟/年
3685500147420产量件/年
73,710,000210,600,000节拍时间秒/件
0.050.02首次合格率%
100.0%100.0%报废率%
0.0%0.0%OEE 综合设备利用率%
85.0%85.0%理论产能件/年
3,759,210,000375,921,000试运行时间分钟
240.00240.00共计生产数量件
6000500000不合格件
00报废件
00停机时间(含休息)分钟
00节拍时间秒/件
2.40.03首次合格率%
100.0%100.0%报废%
0.0%0.0%不合格%
0.0%0.0%停机时间(含休息)%
0.0%0.0%能力损失%
97.9%30.6%OEE 综合设备利用率%
2.1%69.4%按节拍生产能力 @80%件/年78,316,875
261,056,250OK OK 工作时间计算#REF!#REF!
目标节拍生产数据,1台设备按节拍生产结果最终结论
供应商代码零件名称#REF!
#REF!节拍生产
Run @供应商名称零件号。