机构部品外观检查基准程序
- 格式:doc
- 大小:41.00 KB
- 文档页数:5
1.0目的
用以规范和统一产品注塑、涂装工艺标准,维护产品注塑、涂装、电镀品质,指导生产人员和品质人员的依据。
2.0范围
此程序是适用於本公司所有的产品品质的检验,规范和统一产品注塑.涂装.电镀外观检查标准。
3.0编制依据
《品质手册》
4.0外观分类
4.1产品缺陷分类的定义
严重性(CRITICAL) : 一件产品其损坏会有可能危害使用者的安全.
主要性(MAJOR) : 一个缺点会导致不能使用或影响正常使用的.
次要性(MINOR) : 一个缺点不会导致不能使用或不影响正常使用的.
4.2测量面定义
A面 : 在正常使用條件下,直視看得到的面.
B面 : 表面暴露,但不明显,在正常使用時,直視看不到的面.
C面 : 在正常使用時看不到的面.
4.3产品等级标准
涂装/电镀产品之外观等級規格,主要是根据客戶之要求來制定,用以區分不同层次之产品的外观要求.
A級 : 外观要求較高,其主要面內不能有任何肉眼在規定范围內有可见之外观缺陷,次要面可允收部份不太明显之轻微缺点.
B級 : 外观要求一般,在主要面內可允收部份不太明显之外观缺陷.
C級 : 主要外观除較為明显的黃,燒,漏镀,离层,大膠泡等缺陷外,可接受一般对产品功
能尺寸无影响的外观缺陷.
5.0缺陷定义
5.1注塑件缺陷定义点缺陷:具有点形状的缺陷,测量时以其最大直径为尺寸凹凸点:
由于模具的损坏等原因造成塑料表面上出现的高低不平颗粒:在塑料件表面上附着的细小颗粒
缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压力来填充在较厚截面而形成的凹坑
熔接线:塑料熔体在型腔中流动中,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,而在塑料件的表面形成一条明显的线.
顶白:由于塑料件的包紧力大,顶杆区域受到强大的顶出力,所产生的痕迹或白印.
白化:因脱模应力关系产生的注塑件表面或背面或筋/柱/槽/墙刻印等部位的发白的印记. 破裂:因内应力或机械损伤而造成在塑料件表面上的裂纹
油渍:在塑料件表面残留的油污翘曲及变形:塑料件成型时由于受力不均或应力而造成塑料件的形变
披锋:由于注塑工艺或模具原因,造成塑料件的边缘分型面处所产生的废边.
细碎划痕:由于摩擦或滑划而造成产品表面留下点/线或块状的轻度残留线印记,目测看不出深度.
硬划痕:由于摩擦或滑划而造成产品表面留下点/线或块状的损伤.
碰伤:由于碰撞而造成产品表面有明显可视的缺损/变形或凹坑
气泡:由于原料在成型前充分干燥,水分在高温的树脂中气化而形成气泡.
银纹:在塑料件表面上沿树脂流动方向上所呈现出的银白色条纹.
彩虹现象:指透明区域在反光条件下出现彩色光晕现象.
透明度差:指透明区域出现模糊/透明度不佳的现象.
5.2表面涂装缺陷定义
流纹:产品表面上以浇口为中心而呈现出的年轮状条纹.
积漆:在涂装件表面上出现局部的油漆堆积现象
剥落:在漆层表面出现涂层脱落现象.
褪色:在漆层表面出现褪色现象.
颗粒:在涂层表面附着的细小颗粒.
色差:涂层顔色出现与标准色板或客户样件的顔色差异.
色薄:在图文印刷时出现的顔色偏淡的现象.
光泽差异:涂层表面光泽度超出标准样品的光泽差异.
涂层面脏污/油污:在涂层表面出现污点/油污或污痕.
涂层面划伤或损坏:由于摩擦或划滑而造成产品表面留下点/线或块状的轻度残留线印记,
目测看不出深度.
异物附着:在漆层表面出现点状/线状/块状的异物附着在产品上.
5.3电镀件缺陷定义
A.细碎划痕:由于摩擦或滑划而造成产品表面留下点/线或块状的轻度残留线印记,目测
看不出深度.(MINOR)
B. 硬划痕:由于摩擦或滑划而造成产品表面留下点/线或块状的损伤 (MAJOR)
C. 撐印: 表面有些凹凸不平由於零件受电镀撐具压力而成. (MAJOR)
D.缩水:当塑料熔体通过一个较薄的截面后,其压力损失很大,很难继续保持很高的压
力来填充在较厚截面而形成的凹坑 (MAJOR) E. 漏镀/見胶: 电镀時沒有电镀的部份,在镀层表面中可见到胶体.用指甲可感觉到. (MAJOR)
F. 星尘: 微小的漏镀部份,指甲感覮不到,如針孔一样大小. (MINOR)
G. 电镀不良: 电镀面很粗糙,指甲能感觉到. (MAJOR)
H. 地图紋: 从电镀件表面看,不規則,不平滑,指甲感觉不到,通常由光濟不平引致. (MAJOR)
I.剥落: 电镀层与零件間的附著力不夠,镀层脱落.
(MAJOR)
J. 毛刺: 电镀時在高电流密度区镀层的过度堆積.过高的电流密度產生了粗糙(毛
刺). (MAJOR)
K. 披峰: 與模具及啤塑有關,有利口刮手的感覮. (MAJOR)
L.异物附着:在电镀表面出现点状/线状/块状的异物附着在产品上. (MAJOR)
M.翘曲及变形:塑料件受电镀影响而造成塑料件的形变 (MAJOR)
6.0检验程序
6.1外观检验
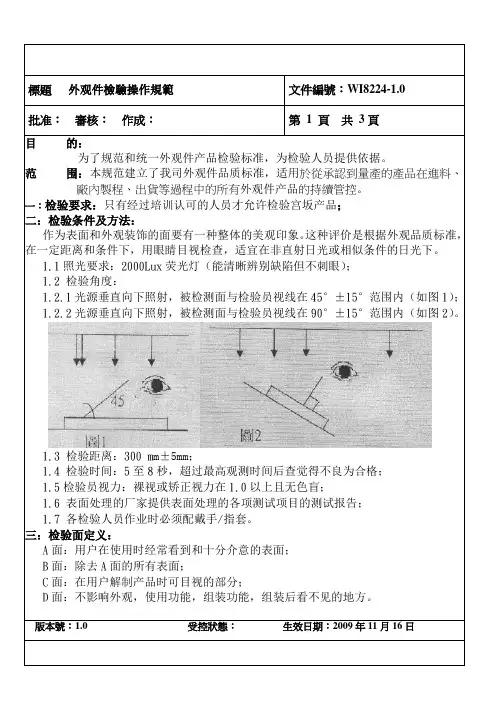
6.1.1 检验条件及方法:
※照明条件:600-1200LUX荧光灯(能清晰辨别缺陷但不刺眼)
※观察角度:被检测面与视线在45度范围内旋转,左右转动15度范围.
※观察距离:眼睛与被测产品距离为30CM左右.
※观察时间:≤10s
※顔色评价在标准光源或非阳光直射的自然光下进行.
检查员视力:裸视或矫正视力在1.0以上且无色盲.
在此条件下,目测可见的不良现象认为是缺陷.
※每一公司按照图纸上指定的标准进行各项试验,拟定由设计部和品证认可的“试验报告”,试验的结果记录于报告附页.
※供应商提供表面处理的质量各测试项目的试验报告,均应参照本公司产品图纸/客户要求进行.最终的品质要求由本文件规定.
6.1.2 外观要求:
外观规格:
※色调(包括色差与光泽)检查规格:一般以ID部门与客户确认的限度样本所附测量值为准,没有限度样本时的色调差别,以标准样板为基准(生产和验收双方应尽可能使用相同规格仪器).
※表面处理外观:处理时表面(特殊规定除外)须平坦、均匀、无异常等不良缺陷.
6.1.3 A、B面外观检验项目及标准:(塑料/涂装)
6.1.4 C面外观检验项目及标准:
C面为产品内表面,要求其必须满足功能和图纸要求.遵从一般工业标准6.1.5 A、B.C面外观检验项目及标准:(电镀)
6.2尺寸、间隙、
材质需满足图纸和检查标准要求.
6.3性能测试请参照各项目测试指导书.
7备注
此程序为通用外观通用基准,当客户有其他要求时,需同时满足客户要求.本程序如与其他程序有冲突或不一致的地方,一律最严格的标准执行.。