复合材料风电辅材及工艺
- 格式:doc
- 大小:197.00 KB
- 文档页数:8
碳纤维复合材料与新能源(风力发电、核能)
一、风能发电
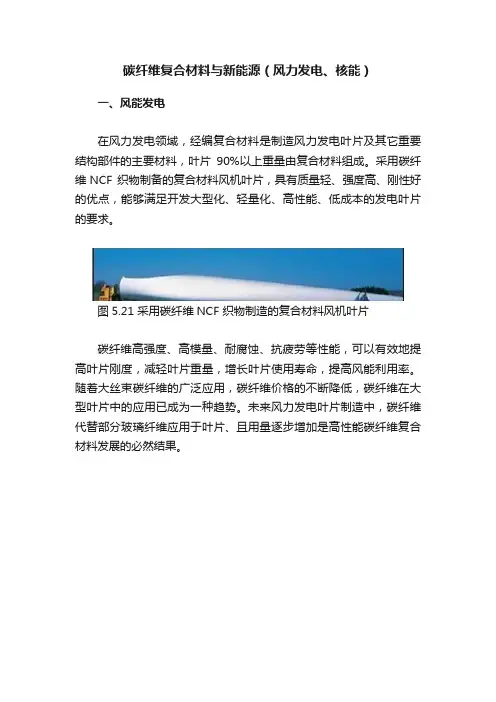
在风力发电领域,经编复合材料是制造风力发电叶片及其它重要结构部件的主要材料,叶片90%以上重量由复合材料组成。
采用碳纤维NCF 织物制备的复合材料风机叶片,具有质量轻、强度高、刚性好的优点,能够满足开发大型化、轻量化、高性能、低成本的发电叶片的要求。
图5.21 采用碳纤维NCF 织物制造的复合材料风机叶片
碳纤维高强度、高模量、耐腐蚀、抗疲劳等性能,可以有效地提高叶片刚度,减轻叶片重量,增长叶片使用寿命,提高风能利用率。
随着大丝束碳纤维的广泛应用,碳纤维价格的不断降低,碳纤维在大型叶片中的应用已成为一种趋势。
未来风力发电叶片制造中,碳纤维代替部分玻璃纤维应用于叶片、且用量逐步增加是高性能碳纤维复合材料发展的必然结果。
图5.22 碳纤维在风能发电方面的应用
这项最新设计需要1203 根“风力茎杆”,每根茎杆高60米,带有一个直径11-22米混凝土底基,风力茎杆最顶端直径仅5厘米。
它采用碳纤维材料制成,使用树脂进行加固,茎杆状碳纤维底部直径大约是0.33米。
对于风力茎杆,当它们受到摇摆风流的压缩作用,进而形成电流。
图5.23 碳纤维“风力茎杆”发电机
二、核能
碳纤维复合材料已用于核能高温气体冷却内炉的内部结构材料,等离子体直接变换器的栅极和集电极等。
叶片腹板操作流程
叶片腹板操作流程一般指风电叶片制造中的复合材料腹板制作过程,简要描述如下:
1. 材料准备:裁剪玻璃纤维织物、碳纤维等增强材料,准备树脂、脱模布等其他辅材。
2. 工装铺设:在专用工装模具上铺设真空袋膜,然后按照设计要求精确摆放腹板增强材料。
3. 注入树脂:通过注射或刷涂等方式将树脂均匀覆盖于增强材料上,确保浸润充分。
4. 真空导入:密封真空袋,启动真空泵抽真空,排除空气,促使树脂均匀分布并完全渗透增强材料。
5. 固化成型:将腹板置于恒温环境中,按照规定的固化时间进行加热或常温固化。
6. 后处理:固化完成后,拆除真空袋,进行修边打磨,检查腹板质量和尺寸精度。
7. 组件装配:将成型的腹板与其他部件(如梁帽、壳体等)进行粘接或机械固定,形成完整的风电叶片结构。
第2期12200r7年6月纤维复合材料FⅡlER咖SⅡESNo.2Jun..20∞我国复合材料风机叶片的几种制造工艺与发展前景何东晓1,黄力刚1,杨松1,安庆升2(1.哈尔滨玻璃钢研究院,哈尔滨15(1036)(2.上海复合材料科技有限公司,上海201206)摘要本文综合叙述了复合材料风机叶片的优势与发展前景,重点介绍了复合材料叶片的几种生产工艺方法和关键制造技术。
关键词复合材料;叶片;制造工艺;结构设计TheOutlookandManufacturingProcessofCompositeTurbineRotorBladesHEDong—xia01,HUANGLi—gan91,YANGSon91,ANQing—Shen92(1.HarbinH啦Institute,Harbin150036)(2.ShanghaiCompositeMateriatCompany,Shanghai201206)ABSTRACTThispaperstatestheoutlookandmanufacturingprocessofChinesecompositewindturbinerotorblades.andintroducesemphaticallyseveralmanufacturingprocessesandthekeytechnology.KEYWORDSComposites;Blades;Manufacturingprocess;Structuraldesign1前言中国幅员辽阔,风力资源极其丰富,作为刚刚起步发展风电的国家具有很大的市场潜力。
随着《可再生能源法》的颁布和《京都协议书》的生效,中国把可再生能源中的风能利用放在首要位置,使得风力发电面临着前所未有的发展形势。
风力发电有着如下显著优点:①风力发电是一种绿色能源。
用矿物燃料发电每千瓦要产生0.681公斤C02,风力发电不会产生C02。
②风力发电机技术成熟,故障率低,可用率高达98%。
风电叶片生产流程一、概述风电叶片是风力发电机组中非常重要的组成部分,其作用是将风能转化为机械能,进而驱动发电机发电。
叶片的制造工艺十分复杂,需要经过多道工序才能完成。
本文将从原材料的准备、叶片结构设计、模具制造、叶片生产、质量检测等方面详细介绍风电叶片的生产流程。
二、原材料准备1. 纤维增强复合材料(FRC):FRC是风电叶片最主要的原材料之一,其主要成分包括树脂和纤维。
树脂通常采用环氧树脂或聚酯树脂,纤维则有玻璃纤维、碳纤维和芳纶纤维等多种类型。
这些原材料需要经过严格筛选和测试,确保其符合相关标准和要求。
2. 钢筋:钢筋是支撑叶片内部结构的重要材料,其质量直接影响到整个叶片的强度和稳定性。
钢筋需要符合国家标准,并经过专业检测和验收。
3. 其他辅材:叶片生产过程中还需要使用一些辅材料,如填充物、硬化剂、分离膜等。
这些辅材料的选择和使用需要严格按照相关规定和要求进行。
三、叶片结构设计1. 叶片结构设计是风电叶片生产的重要环节,其目的是确定叶片的形状、尺寸、材料以及内部结构等。
设计过程需要考虑多种因素,如气动性能、强度要求、制造工艺等。
通常采用计算机辅助设计软件进行设计,并经过多轮模拟和优化。
2. 叶片结构主要包括叶片表面和内部结构两个部分。
表面主要由纤维增强复合材料制成,内部结构则由钢筋和其他材料组成。
内部结构的形状和布局对叶片的强度和稳定性有着重要影响。
四、模具制造1. 模具制造是风电叶片生产中不可或缺的一环,其目的是为了将叶片原型复制出来。
模具通常采用玻璃钢或金属材料制成,需要具备高精度和高强度的特点。
模具制造需要经过多道工序,包括设计、加工、组装等。
2. 模具的设计需要根据叶片结构进行,通常采用CAD软件进行设计,并经过多轮模拟和优化。
加工过程中需要使用各种机床和工具,如数控车床、铣床、钻床等,确保模具的精度和质量。
五、叶片生产1. 叶片生产是风电叶片生产的核心环节,其目的是将纤维增强复合材料和钢筋等材料按照一定比例混合后注入模具中进行成型。
风电叶片大梁板用复合材料及其制备方法与流程随着能源问题日益突显和可持续发展意识的加强,风能作为一种清洁、可再生能源得到了越来越多的关注和发展。
而作为风力发电的核心部件之一,风电叶片的优化和改进也成为了业内关注的重点。
在传统的风电叶片结构设计中,常常采用钢铁、铝合金等金属材料进行加固,但这些材料容易腐蚀、重量大、成本高等缺点,因此逐渐被复合材料所替代。
接下来,本文就介绍一种用于风电叶片大梁板的复合材料及其制备方法与流程。
一、复合材料的基本概念复合材料是指由两种或两种以上不同材料的组合形成一种新材料,其性能和性能的各种组合方式要远远优于单一材料。
这种“混搭”的方式,可以兼顾各种材料强度和耐用性的优势,实现综合材料性能的提升。
因此,在重量轻、强度高、耐腐蚀、耐热、隔音等性能方面具有很高的研究价值和实用性。
二、复合材料在风电领域的应用风电叶片作为风力发电机的关键零部件,需要具备一定的刚度和强度,同时又要轻量化,以增加输出功率。
因此,如何选用材料及其制备技术的优化,就成为提高风电叶片效率的关键。
复合材料的轻、强、硬、耐腐蚀和防电磁干扰等性能优点,使其在风电叶片的制造过程中被广泛应用,其中大梁板作为叶片的主梁骨架构件,需要具备较高的强度、刚度和耐久性。
通常与复合材料相结合制成。
常用的大梁板复合材料,由于其较好的性能和可塑性,主要采用树脂基复合材料(如环氧树脂、聚酯树脂),结合玻璃纤维、碳纤维等增强材料进行加固。
三、复合材料制备工艺流程1.材料预处理:复合材料的预处理包括采购、理化性能测试以及及时的贮存与保管等。
其中,材料采购需要注意材料来源、材料的保质期、含水率等各类因素。
2.材料切割:根据铺放图样按成品尺寸先在预制模具规定范围内用模板切割出相应的布料。
3.模具制作:将大梁板的形状和尺寸通过CAD技术和修模等方式进行设计,然后进行木质模具的制作。
4.胶液注入:制作好的木质模具表面用脱模剂喷涂处理后,制备胶液,按设计好的样板尺寸将其涂抹在木质模具表面上,并排气,待固化。
复合材料制备过程中的工艺辅料
在复合材料制备过程中,常用的工艺辅料包括以下几种:
1. 纤维素纤维:如玻璃纤维、碳纤维等。
纤维素纤维是复合材料中常用的增强材料,用于提高复合材料的强度和刚度。
2. 树脂:如环氧树脂、聚酯树脂等。
树脂是复合材料中的基体材料,可提供粘合剂和绝缘性能。
3. 填料:如硅灰石、滑石粉等。
填料可以用于改变复合材料的性能,如增加材料的导热性、降低材料的膨胀系数等。
4. 增塑剂:如聚氯乙烯增塑剂等。
增塑剂可以提高复合材料的柔韧性和抗冲击性能。
5. 硬化剂:如过氧化苯甲酰、硬脂酸等。
硬化剂用于促进树脂的固化反应,使复合材料具有一定的强度和硬度。
6. 分散剂:如表面活性剂等。
分散剂可使材料中的填料均匀分散,提高复合材料的均一性和性能。
7. 加料剂:如催化剂、稳定剂等。
加料剂用于改善复合材料的物理和化学性能,如提高材料的耐候性、稳定性等。
8. 填充剂:如玻璃珠、石英砂等。
填充剂可以填充复合材料中的孔隙,提升材料的密实性和耐压性能。
这些工艺辅料在复合材料制备过程中起到重要的作用,可以调整和改善复合材料的性能。
不同的复合材料制备工艺和应用领域可能会使用不同的工艺辅料。
复合材料在风能设备中的应用嘿,你知道吗?如今这风能设备可是越来越厉害了,而其中复合材料可是功不可没!我记得有一次去风电场参观,那巨大的风车叶片在风中呼呼转动,场面别提多壮观了。
我走近仔细一瞧,才发现这叶片可不是普通的材料做成的。
工作人员告诉我,这叶片用的就是复合材料。
先来说说这复合材料到底是啥。
它可不是单一的一种材料,而是由两种或两种以上不同性质的材料,通过物理或化学的方法组合在一起形成的一种新型材料。
在风能设备里,常用的复合材料有玻璃纤维增强复合材料、碳纤维增强复合材料等等。
就拿玻璃纤维增强复合材料来说吧,它强度高、重量轻,这对于风能设备来说太重要啦!你想想,那风车叶片那么大,如果材料太重,转动起来得多费劲呀。
而这种复合材料就能让叶片既坚固又轻巧,在风中能更轻松地转动,从而捕获更多的风能。
碳纤维增强复合材料那就更厉害了!它的强度比玻璃纤维增强复合材料还要高,而且具有更好的耐疲劳性能。
这意味着风能设备在长期运行中,能够更加稳定可靠,减少维修和更换的次数,降低成本。
复合材料在风能设备中的应用,可不只是在叶片上。
像塔筒,也就是支撑风车的那个大柱子,也会用到复合材料。
传统的塔筒一般是钢结构的,但用了复合材料后,不仅能减轻重量,还能提高耐腐蚀性能,延长使用寿命。
有一回,我在一个海边的风电场看到,由于海风的腐蚀性比较强,那些用了复合材料做防护的塔筒,表面依然光滑如新,而旁边传统钢结构的塔筒已经有了锈迹。
这一对比,就明显看出复合材料的优势啦。
而且啊,复合材料的使用还让风能设备的设计更加灵活多样。
它可以根据不同的风况和地理条件,定制出各种形状和尺寸的部件,提高风能的利用效率。
不过,复合材料在风能设备中的应用也不是一帆风顺的。
比如说,它的成本相对较高,制造工艺也比较复杂。
但随着技术的不断进步,这些问题正在逐步得到解决。
总之,复合材料在风能设备中的应用,为我们获取清洁能源提供了有力的支持。
相信在未来,随着技术的不断发展,复合材料会在风能领域发挥更大的作用,让我们的天空更蓝,空气更清新!回想那次在风电场的参观经历,看着那一片片旋转的叶片,我深深地感受到了科技的魅力和复合材料的神奇。
风力发电复合材料叶片制作方法一、引言随着全球能源危机的日益加剧,绿色能源得到了越来越多的关注和重视。
风力发电作为一种清洁、可再生的能源形式,正在逐渐成为解决能源问题的重要手段。
而风力发电机组中最重要的部件之一——叶片,其制作材料和工艺对于风力发电机组的性能和寿命有着至关重要的影响。
本文将介绍一种采用复合材料制作风力发电叶片的方法。
二、复合材料复合材料是指由两种或两种以上不同性质的材料组成,并在其中一个或几个方向上按规定方式排列、粘结或缠绕制成具有新性质的材料。
常见的复合材料有玻璃钢、碳纤维增强塑料等。
三、叶片结构风力发电叶片通常由根部、前缘、后缘和尖端四个部分组成。
其中,前缘是叶片面对风方向时首先遇到风流动的位置,后缘则是离开风流动最后一个位置。
四、制作方法1. 材料准备采用碳纤维增强塑料作为主要材料,需要准备碳纤维布、环氧树脂、硬化剂等。
2. 前缘制作将碳纤维布按照叶片前缘的形状切割成相应的形状,然后涂上一层环氧树脂。
再将碳纤维布放置在模具上,加压固化。
3. 后缘制作将碳纤维布按照叶片后缘的形状切割成相应的形状,然后涂上一层环氧树脂。
再将碳纤维布放置在模具上,加压固化。
4. 根部制作将碳纤维布按照叶片根部的形状切割成相应的形状,然后涂上一层环氧树脂。
再将碳纤维布放置在模具上,加压固化。
5. 叶片组装将前缘、后缘和根部三个部分进行组装,并进行精修和打磨。
五、优点与传统金属材料相比,采用复合材料制作风力发电叶片有以下优点:1. 重量轻:复合材料密度小,重量轻。
2. 强度高:复合材料强度高,耐久性好。
3. 耐腐蚀:复合材料不易受到腐蚀。
4. 制作灵活:复合材料可以根据需要制作成各种形状和尺寸的叶片。
六、结论采用复合材料制作风力发电叶片是一种具有广泛应用前景的制作方法。
其优点在于重量轻、强度高、耐久性好和制作灵活等方面。
随着技术的不断发展和完善,相信将来会有更多的创新和进步。
复合材料在风力发电机叶片中的应用要】本文概述了全球风电市场的现状,复合材料在风力发电机叶片制造中的应用。
关键词】复合材料;风力发电机;叶片引言随着世界性能源危机的日益加剧和公众对于改善生态环境的呼声不断高涨,风力发电作为一种清洁的可再生能源在全球范围内迅猛发展。
各国都加快了对风力发电机组的研发,不断推出新的材料和技术。
目前国内的主流风机是1500kw,正在开发2000kw、3000 kw、5000kw的风机。
随着风力发电机装机容量的增加和叶片长度的增大,对叶片的制造技术和材料提出了更高的要求。
不断发展的技术和市场开发使得风力发电从复合材料的边缘应用变成全球复合材料最广泛的应用之一。
风力发电机叶片是风力发电的核心技术,由于对叶片的外形、精度、表面粗糙度、强度和刚度的要求很高,使得叶片技术成为制约风力发电快速发展的瓶颈。
旺盛的市场需求促进了风电叶片材料的研发和应用。
1、叶片主要原材料风力发电机叶片的应用材料已经由木质、帆布等发展为复合材料。
复合材料是以某种材料为基体,另一种材料为增强体组成的材料。
在性能上各种材料取长补短,产生协同效应,使复合材料的综合性能优于原组成材料,可以满足各种不同的要求。
合理选择基体和增强体的材料,并充分考虑两者之间的相互作用是风力发电机叶片选择材料的关键。
当前,我国风机叶片的主要原材料是树脂和增强材料。
1.1树脂不饱和聚酯树脂具有工艺性良好、价格低廉等优点,在中小型风机叶片的生产中占有绝对优势,但它也存在固化时收缩率大、放热剧烈和成型时会有一定的气味和毒性等缺点。
环氧树脂具有良好的力学性能、耐腐蚀性能和尺寸稳定性,是目前大型风电叶片的首要选择,但它的成本较高,阻碍了它的广泛应用。
乙烯基树脂的性能介于两种树脂之间,目前在大型风电叶片中的应用较少,但随着生产厂家对成本的要求越来越高,乙烯基树脂可能会成为兆瓦级风电叶片的材料。
1.2叶片用增强材料(1)玻璃纤维玻璃纤维是一种性能优越的无机非金属材料,它具有很好的柔软性、绝缘性和保温性且强度高,是复合材料中常用的一种增强材料,和树脂组成复合材料后可以成为良好的结构用材。
复合风管制作工艺和流程首先是材料选择。
复合风管制作常用的材料有金属材料(如铝板、不锈钢板)、绝缘材料(如聚氨酯泡沫板、玻璃纤维棉)、防火材料等。
选择合适的材料是制作优质复合风管的基础。
接下来是材料处理。
根据实际需求,对所选材料进行切割、打孔、折弯等处理工艺。
这些处理可以根据风管尺寸、形状和设计要求进行。
然后是材料铺设。
将经过处理的材料进行有序铺设,可以根据设计要求进行交错铺设或交叉铺设。
铺设时要注意材料的平整度和紧密度,保证复合风管的质量。
接下来是压合。
将铺设好的材料进行压合,一般采用涂胶,然后用压力机进行压合,以使材料之间产生牢固的粘结力。
压合的压力和时间需要根据材料的特性和设计要求进行调整。
最后是成型。
通过将压合好的材料进行切割、折弯等工艺,使其成为所需形状的风管。
成型的过程需要精密的操作和仔细的检查,以确保风管的质量和准确度。
在整个复合风管制作的过程中,需要重视材料的质量检测和工艺参数的控制。
通过对材料的抽样检测和实验室测试,可以确保所选材料的合格性。
同时,控制好各道工艺参数的质量,如压力、时间、温度等,以确保最终产品达到设计和质量要求。
此外,复合风管制作还需要关注操作环境的洁净度和安全性。
由于复合风管制作需要使用一些粘接剂和胶水,对工作环境的要求比较高,避免杂质进入风管。
此外,操作人员需要戴好防护装备,确保工作过程的安全。
总之,复合风管制作是一项复杂的工艺,需要严格的材料选择、材料处理、材料铺设、压合和成型等流程。
只有在每个环节都严格把控和质量检测的前提下,才能制作出优质的复合风管。
复合材料风力发电叶片制造技术及应用现状[摘要]:随着世界能源危机的日益严重,风能作为一种清洁的可再生能源日益受到各国政府重视。
作为风力发电装置中的重要一员,叶片技术成为制约风力发电发展的瓶颈。
复合材料具有高的比强度、比刚度,具有金属材料无可比拟的优越性,加上耐疲劳、结构稳定、抗腐蚀、耐高温等优势,成为大型风力发电叶片的首选材料。
[关键词]:风力发电;叶片;复合材料The Manufacturing Technology and Application ofComposite Wind Turbine BladeGao Qian(Class 01,Grade 07,material formation and control engineering,school of material science and engineering,Shaanxi University of Technology,Hanzhong,723003,Shaanxi )Tutor: Ai TaotaoAbstract:With the increasingly serious world energy crisis, wind, as a kind of clean and renewable energy resources, received a lot of attention from government all over the world. Being an important member of wind power device, blade technology has become the bottleneck on the development of wind power generation. Composite, with its high specific strength, high specific stiffness, incomparable advantage of metallic material, fatigue resistance, structural stability, corrosion resistance and thermo stability, has become the preferred material in large-scale wind power blades.Key words:wind power generation; blade; composite毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
复合材料制绝缘配件在风力发电设备中的应用研究随着全球能源需求的不断增长和对可再生能源的重视,风力发电逐渐成为一种受到广泛关注和应用的清洁能源源。
在风力发电设备中,绝缘配件的作用是提供可靠的绝缘性能,保护设备免受电气击穿和击电等危害,因此选用合适的绝缘材料和技术是风力发电设备运行的重要环节。
本文将讨论复合材料制绝缘配件在风力发电设备中的应用研究。
复合材料是一种由两种或两种以上的材料组成的材料,通过结合这些材料的优点,可以创造出具有更好力学性能、耐腐蚀性、绝缘性能和耐久性的绝缘配件。
在风力发电设备中,绝缘配件通常由玻璃纤维增强塑料(GRP)或碳纤维增强塑料(CFRP)等复合材料制成。
首先,复合材料制绝缘配件在风力发电设备中具有轻质化的优势。
相比于传统的金属材料,复合材料具有重量轻、密度低的特点,能够有效降低整个设备的重量。
这对于降低风力发电设备的整体成本和提高设备的运行效率非常重要。
此外,轻质化的绝缘配件也能减轻施工和运输的负担,提高安装效率。
其次,复合材料制绝缘配件在风力发电设备中具有良好的耐腐蚀性能。
风力发电设备通常置于恶劣的环境中,如海洋环境、高温高湿等条件下。
金属材料容易受到腐蚀的影响,而复合材料具有良好的抗腐蚀性能,能够在恶劣环境下保持良好的使用寿命。
这有助于降低维修和更换的频率,减少对设备的损坏和停工时间。
另外,复合材料制绝缘配件在风力发电设备中具有良好的绝缘性能。
绝缘材料起到隔离电流的作用,保证设备的安全运行。
复合材料具有低介电常数和低损耗因子的特点,能够提供良好的绝缘性能,减少电气击穿的风险。
此外,复合材料还具有良好的耐电弧性能和耐高温性能,能够满足风力发电设备高电压和高温环境下的要求。
最后,复合材料制绝缘配件在风力发电设备中具有较长的使用寿命。
复合材料具有优异的耐久性能,不易老化和破损,能够承受长期的工作负荷和外部环境的影响。
这有助于延长风力发电设备的使用寿命,减少设备更换和维修的成本,提高设备的可靠性和运行效率。
复合材料风电叶片辅材及工艺By 2010年,可以说是我国海上风电开始有序发展的“元年”。
对于当前业界高度关注的海上风电特许权招标问题,国家能源局可再生能源司副司长史立山对记者表示,加快海上风电建设的条件已基本具备,海上风电将是今后风电发展的重点之一。
由此可见,未来风电项目对风电叶片的要求将会更高,更轻质的大型复合材料叶片将会受到市场的青睐。
复合材料的市场机遇风机叶片用主要材料体系包括各种增强材料、基体材料、夹层泡沫、胶粘剂和各种辅助材料等。
增强材料对于同一种基体树脂来讲,采用玻璃纤维增强的复合材料制造的叶片的强度和刚度的性能要差于采用碳纤维增强的复合材料制造的叶片的性能。
但是,碳纤维的价格目前是玻璃纤维的10倍左右。
由于价格的因素,目前的叶片制造采用的增强材料主要以玻璃纤维为主。
因此玻璃纤维仍是风机叶片制造未来主要的增强材料。
随着叶片长度不断增加,叶片对增强材料的强度和刚性等性能也提出了新的要求,玻璃纤维在大型复合材料叶片制造中逐渐出现性能方面的不足。
为了保证叶片能够安全的承担风温度等外界载荷,风机叶片可以采用玻璃纤维/碳纤维混杂复合材料结构,尤其是在翼缘等对材料强度和刚度要求较高的部位,则使用碳纤维作为增强材料。
这样,不仅可以提高叶片的承载能力,由于碳纤维具有导电性,也可以有效地避免雷击对叶片造成的损伤。
因此碳纤维在中国无法突破技术瓶颈的前提下,这种与玻璃纤维混搭增强也是一个重要市场。
其他增强材料方面,我国竹纤维增强风电叶片已经实现批量生产,因此天然纤维也将分得风电叶片市场的一杯羹。
基体材料目前的风力发电机叶片基本上是由聚酯树脂、乙烯基树脂和环氧树脂等热固性基体树脂与玻璃纤维、碳纤维等增强材料,通过手工铺放或树脂注入等成型工艺复合而成。
为了提高复合材料叶片的承担载荷、耐腐蚀和耐冲刷等性能,必须对树脂基体系统进行精心设计和改进,采用性能优异的环氧树脂代替不饱和聚酯树脂,改善玻璃纤维/树脂界面的粘结性能,提高叶片的承载能力,扩大玻璃纤维在大型叶片中的应用范围。
复合材料风电叶片辅材及工艺
By
2010年,可以说是我国海上风电开始有序发展的“元年”。
对于当前业界高度关注的海上风电特许权招标问题,国家能源局可再生能源司副司长史立山对记者表示,加快海上风电建设的条件已基本具备,海上风电将是今后风电发展的重点之一。
由此可见,未来风电项目对风电叶片的要求将会更高,更轻质的大型复合材料叶片将会受到市场的青睐。
复合材料的市场机遇
风机叶片用主要材料体系包括各种增强材料、基体材料、夹层泡沫、胶粘剂和各种辅助材料等。
增强材料
对于同一种基体树脂来讲,采用玻璃纤维增强的复合材料制造的叶片的强度和刚度的性能要差于采用碳纤维增强的复合材料制造的叶片的性能。
但是,碳纤维的价格目前是玻璃纤维的10倍左右。
由于价格的因素,目前的叶片制造采用的增强材料主要以玻璃纤维为主。
因此玻璃纤维仍是风机叶片制造未来主要的增强材料。
随着叶片长度不断增加,叶片对增强材料的强度和刚性等性能也提出了新的要求,玻璃纤维在大型复合材料叶片制造中逐渐出现性能方面的不足。
为了保证叶片能够安全的承担风温度等外界载荷,风机叶片可以采用玻璃纤维/碳纤维混
杂复合材料结构,尤其是在翼缘等对材料强度和刚度要求较高的部位,则使用碳纤维作为增强材料。
这样,不仅可以提高叶片的承载能力,由于碳纤维具有导电性,也可以有效地避免雷击对叶片造成的损伤。
因此碳纤维在中国无法突破技术瓶颈的前提下,这种与玻璃纤维混搭增强也是一个重要市场。
其他增强材料方面,我国竹纤维增强风电叶片已经实现批量生产,因此天然纤维也将分得风电叶片市场的一杯羹。
基体材料
目前的风力发电机叶片基本上是由聚酯树脂、乙烯基树脂和环氧树脂等热固性基体树脂与玻璃纤维、碳纤维等增强材料,通过手工铺放或树脂注入等成型工艺复合而成。
为了提高复合材料叶片的承担载荷、耐腐蚀和耐冲刷等性能,必须对树脂基体系统进行精心设计和改进,采用性能优异的环氧树脂代替不饱和聚酯树脂,改善玻璃纤维/树脂界面的粘结性能,提高叶片的承载能力,扩大玻璃纤维在大型叶片中的应用范围。
同时,为了提高复合材料叶片在恶劣工作环境中长期使用性能,可以更多地采用耐紫外线辐射的新型环氧树脂系统。
夹层泡沫
夹芯材料成本约占叶片材料总成本的20%。
在风电叶片设计中,夹层结构芯材的选择主要考虑三个方面的因素:力学性能(强度、刚度和密度)要求、工艺条件(承受的温度、制品形状、芯材的加工等)要求和价格。
做好叶片夹层结构设计和芯材选择的前提是要充分了解各类芯材的性能特点,同时,一般要根据最终产品的性能和工艺方法进行特定的试验来减小风险。
在产品设计的初期就与芯材供应商进行充分的探讨则会取得事半功倍的效果。
可挤压糊状泥制作风叶阳模及风叶复合材料模具(涂敷胶衣)
胶粘剂等其他辅助材料
胶粘剂的作用是把叶片芯材与壳体,以及上、下半叶片壳体互相粘结,并将壳体缝隙填实从而构成牢固的整体。
在中国胶粘剂剂市场,多数通用型产品供大于求的局面没有改变,而部分高性能、高品质胶黏剂及胶黏制品需求量增加,如用于电子电气、精密仪器仪表、
汽车、航天航空等行业的产品。
由于市场需求量的快速增长和环保节能法规的强制执行,今后一些水基型、热熔型、生物降解型、光固化型、室温和低温固化型及无溶剂和高固含量型等环保节能产品,部分改性型、反应型、多功能型等高新技术产品,将会有较大发展,增长率将高于一般产品。
另外胶黏剂最大的需求将来自木工和建筑业,装配和运输业则是需求增长最快的领域。
随着专业化程度的不断增升,中国胶黏剂产品的质量和水平将会显著提高,生产将更趋集中。
真空灌注成型工艺适宜大型风机叶片批量生产
风机叶片是体现风能技术进步的关键风力机组部件,风机叶片产业是伴随着风电产业及风电设备产业的发展而迅速飙升的。
随着国内企业和科研院所的共同努力,中国风机叶片产业的供给能力迅速提升。
风电叶片是一种高性能的复合材料产品,制造条件要求高,温度要求16℃~25℃,空气湿度要求低于70%。
传统复合材料风力发电机叶片多采用手糊工艺制造。
目前,随着人们对环境保护意识的提高,风能作为清洁可再生的能源得到了社会各界高度的重视,风电产业飞速发展,从而对风力发电机叶片的需求也迅速增加,在风机叶片的批量生产上要求的技术水平也不断提升。
真空灌注成型工艺的出现解决了大型风机叶片批量生产的难题,目前这种工艺已被很多大型叶片制造商所看好,如:中材科技、中复连众、中航惠腾、东方电气等。
风机叶片用真空灌注成型工艺(Vacuum infusion process)的主要原理简单介绍如下:
首先在模腔中铺放好按性能和结构要求设计好的增强材料预成型体,采用注射设备将专用低粘度注射树脂体系注入闭合模腔,模具具有周边密封和紧固以及注射及排气系统,以保证树脂流动顺畅,并排出模腔中的全部气体和彻底浸润纤维,并且模具有加热系统,可进行加热固化而成型复合材料构件,属于半机械化的复合材料成型工艺。
工人只需将设计好的干纤维预成型体放到模具中合模,随后的工艺则完全靠模具和注射系统来完成和保障,没有任何树脂的暴露,因而对工人的技术和环境的要求远远低于手糊工艺,并可有效地控制产品质量。
同时由于采用了低粘
度树脂浸润纤维以及采用加温固化工艺,大大提高了复合材料质量和生产效率。
风机叶片真空吸塑成型(VRAM)工艺
在树脂传递模塑(RTM)工艺和真空辅助RTM工艺(VARTM)发展过程中,真空吸塑成型(VRAM)工艺的开发成功可谓具有里程碑的意义。
这一技术的应用不仅增加了树脂的传递动力,而且排除了模具及树脂中的气泡和水分,并且为树脂在模腔中的流动打工了通道,形成了完整的通路;更重要的是VRAM工艺完全利用真空,从而有效避免了在RTM和VARTM工艺中因注射产和的强大压力所引起的冲刷纤维现。