自由锻作业
- 格式:ppt
- 大小:205.00 KB
- 文档页数:5


理 论 课 教 案
任课教师:胡迎春 班级:13级车、铣、钳 日期:4.28
第二章锻压单元计划
目的要求 1、掌握锻造的分类及工艺过程。
2、了解锻造的特点及应用。
3、掌握冲压的分类、特点及应用。
4、能够准确的判断锻造缺陷及产生的原因。
重点 1、锻造的分类及工艺过程。
2、冲压的分类。
3、锻造中的缺陷及产生的原因。
难点 自由锻与模锻的区别、冲压的不同工序。
课时安排 概述(1个课时)
金属的加热和锻件冷却(1个课时)
自由锻(2个课时)
模锻(1个课时)
冲压(1个课时)
复习(1个课时)
讲解习题册(1个课时)
理 论 课 教 案
任课教师:胡迎春 班级:13级车、铣、钳 日期:4.29
课程名称 机械制造工艺基础 授课内容 教材对应位置 审批:
压力加工 章 节
二 1
授课时数 1 授课时间 第二周 授课方式 讲授法
教学目标
认 知 目 标 掌握锻压的定义分类。掌握锻造、冲压的定义及分类。
了解锻造、冲压的特点。了解其他的压力加工的方法。
情 感 目 标 开拓思维,全面灵活的考虑、处理问题
专业能力目标 锻压的定义及分类。
锻造冲压的定义分类。
教学重难点 教学重点 锻压的定义及分类。锻造冲压的定义分类。
教学难点 压力加工的工序
突破方法 通过观看锻压的加工视频、例举常见的锻压零件的实例加强理解。
自主探究 学生自行讨论在实际中所见到的锻压。
教 具 多媒体
教学过程 主要内容及步骤
组织教学 维持秩序、清点人数
导入新课 把原材料制成毛坯是零件加工的前提,通常是由热加工工序来完成。确定零件的结构时,必须与毛坯制造的工艺特点相适应,机械加工常用的毛坯有铸件、锻件、焊件和型材。本章着重介绍应用普遍的锻压。
讲授新课 第二章 锻压
精密成形工程 J0URNAL 0F NETSHAPE F0RMING ENGINEERING 第4卷第3期 2012年5月
齿轮件自由锻工艺过程
张晨 ,宋波
(1.南车戚墅堰机车车辆工艺研究所有限公司,江苏常州213011;
2.无锡透平叶片有限公司,江苏无锡214000)
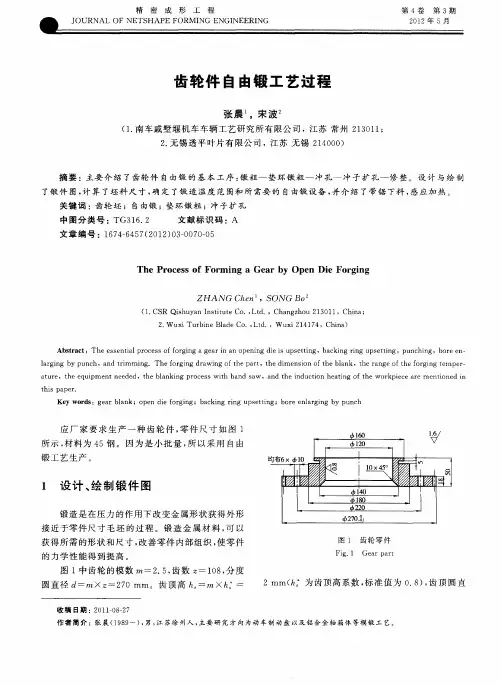
摘要:主要介绍了齿轮件自由锻的基本工序:镦粗一垫环镦粗一冲孔一冲子扩孔一修整。设计与绘制
了锻件图,计算了坯料尺寸,确定了锻造温度范围和所需要的自由锻设备,并介绍了带锯下料,感应加热。
关键词:齿轮坯;自由锻;垫环镦粗;冲子扩孔
中图分类号:TG316.2 文献标识码:A 文章编号:1674—6457(2012)03—0070—05
The Process of Forming a Gear by Open Die Forging
ZHANG Chen ,SoNG Bo2
(1.CSR Qishuyan Institute Co.,Ltd.,Changzhou 213011,China; 2.WUXi Turbine Blade Co.,Ltd.,WUXi 2141 74,China)
Abstract:The essential process of forging a gear in an opening die is upsetting,backing ring upsetting,punching,bore en— larging by punch,and trimming.The forging drawing of the part,the dimension of the blank,the range of the forging temper— ature,the equipment needed,the blanking process with band saw,and the induction heating of the workpiece are mentioned in this paper. Key words:gear blank;open die forging;backing ring upsetting;bore enlarging by punch

图2- 6传动轴简化后的形状自由锻工艺
编制如图2-5 所示轴的锻造工艺规程。轴材料为45钢,数量20件。
图2-5轴零件简图
1. 简化锻件形状
为简化锻件形状与锻造工序,故键槽,退刀槽,销,小孔均加余块,不予锻出:同时
考虑减少轴的 台阶数。按表2-1来确定是否加余块,即台阶是否锻出。
零件总长度: L =400mm
各部分长度:由左向右分别设各段长度为l
1﹑l
2﹑l
3﹑l
4, l
5, l
6,及l
7;则l
1=55mm l
2=34mm
l
3=22mm l
4=194mm l
5=20mm l
6=45mm l
7=32mm
各部分直径: 相应的直径分别设为D
1、 D
2、D
3、D
4、D
5 ,D
6, D
7, 则 D
1=φ28mm
D
2=φ36mm D
3=φ40mm D
4=φ48mm D
5=φ40mm D
6=φ36mm D
7=φ25mm
各部分台阶高度:由左向右台阶高度分别设为h
1、h
2、h
3、h
4、h
5、h
6,则
h
1 = mm=4mm
22836
212
DD
h
2 = mm=2mm
23640
223
DD
h
3 = mm=4mm
24048
234
DD
h
4 = mm=4mm
24048
254
DD
h
5= mm=2mm
23640
265
DD
h
6= mm=5.5mm
22536
276
DD查表2-1,根据各部分台阶高度h
1、h
2、h
3、h
4、h
5、h
6),零件总长(L)及相邻台阶直径
(D
2、D
3、D
4、D
5 ,D
6, D
7,),查得各部分锻出的最小长度。
因为除h6=5.5mm>5mm外,其余h均小于5mm,故l
1 至
l
6为锻不出部分,应加余块。
右端台阶(l
7段):根据h
6=5.5mm,L=400mm,相邻直径D
6=36mm,查表2-1得锻出台阶的
最小长度l=32mm<140mm,故不需锻出。
由此判断结果,零件可简化为如图2-6所示的形状。
图中:
D`
1=φ48mm, L`=L=400mm
2.. 确定加工余量和公差
自由锻工艺(总18页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小-- 自由锻工艺
自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻。
自由锻的基本目的:经济地获得所需的形状、尺寸和内部质量的锻件。
锻件的类型有大型和中小型锻件。小型锻件以成形为主,大型锻件(尤其是重要件)和特殊钢以改善内部质量为主。钢锭经过锻造,粗晶被打碎,非金属夹杂物及异相质点被分散,内部缺陷被锻合,致密程度高,流线分布合理,综合力学性能大大提高。
钢锭中的常见缺陷有:偏析、夹杂、气泡、缩孔、缩松、裂纹等。
自由锻的特点
优点:①设备的通用性好、工具简单、灵活性大;
②可锻小到不足1公斤,大可到几百吨大型件,且大型锻件的组织致密、力学性能好;自由锻主要用于单件、小批量生产,且是生产大型和特大型锻件的唯一方法。
缺点:③锻件形状简单、加工余量大、精度低;
④自由锻操作技术要求高、生产率低、劳动强度大。
自由锻工序
自由锻工艺方法包括:基本工序、辅助工序和修整工序。
基本工序包括:镦粗、拔长、冲孔、扩孔、弯曲、扭转、错移、切割和锻焊等。
辅助工序是为了配合基本工序使坯料预先变形的工序,如钢锭倒棱、预压钳把、分段压痕。
修整工序安排在基本工序之后,用来修整锻件的尺寸和形状。
1、 基本工序
(1) 镦粗
镦粗:是使坯料高度减小、横截面积增大的工序。在坯料局部进行的镦粗叫局部镦粗。适于饼块、盘套类锻件的生产。
4
镦粗的方法一般分为三类:平砧镦粗、垫环镦粗和局部镦粗
i. 平砧镦粗
坯料在上下两个平砧间或镦粗平板间进行的镦粗。
镦粗时的锻造比: 常用镦粗前后坯料的高度之比即镦粗比KH来表示镦粗的变形程度。 KH=H0/H
镦粗时的高径比:镦粗时,坯料高度与直径之比称为高径比。通常坯料高径比H0/D0=。5