部分习题解答
- 格式:doc
- 大小:86.00 KB
- 文档页数:8
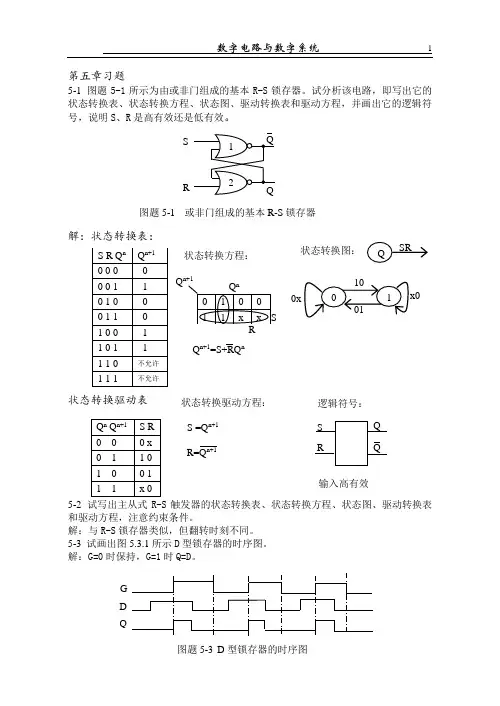
收到基的计算100干燥基的计算:A d = 10.35《燃料与燃烧》习题解答第一篇燃料概论1. 某种煤的工业分析为:M 「=3.84, A d =10.35, gf=41.02,试计算它的收到基、干燥基、干燥无灰 基的工业分析组成解:干燥无灰基的计算:V daf =41.02FC daf=100 -V daf- 58.98 ;FC ar= 100 - Aar- M ar -V ar100 一 M ar 一 A arV ar 二 V daf巴 巴=35.36 A ar = 9.95FC r = 50.85W = 36.77;FC d =100 -V d - A d =52.882. 某种烟煤成分为:O af =83.21 H daf =5.87 O daf =5.22 N daf =1.90 A d =8.68 M ar =4.0; 试计算各基准下的化学组成。
解:干燥无灰基: S daf = 100 _ C daf _ H daf - °daf _ N daf = 3.80 收到基:A ar =A d 100_M ar =8.33100C =cX 100一A ar 一 M ar =72 953.人工煤气收到基组成如下:计算干煤气的组成、密度、高热值和低热值;解:干煤气中:H 2,d = 48.0 >100/ (100-2.4 ) ]=49.18CO ,d = 19.3 >.025=19.77CH 4, d = 13.31O 2, d = 0.82N 2 ,d = 12.30CO 2, d = 4.61=(2 >49.18%+28>9.77%+16>3.31%+32>.82%+28>2.30%+44>4.61%)/22.4 p= M 干/22.4=0.643 kg/mC ar 二C daf % 100 - A ar - W ar100= 83.21% 100 -8.33 -4100=72.95%Q 高=4.187 X 3020X).1977+3050X).4918+9500 >0.1331 )3 3=14.07 X10 kJ/m = 14.07 MJ/ mQ 低=4.187 X 3020X).1977+2570X).4918+8530 X.1331 )3 3=12.55 X10 kJ/m = 12.55 MJ/ m第二篇燃烧反应计算第四章空气需要量和燃烧产物生成量5.已知某烟煤成分为(%:Gaf—83.21,H daf—5.87, O daf—5.22, N daf—1.90,S daf—3.8, A d—8.68, W ar—4.0,试求:(1)理论空气需要量L0 (nVkg );(2)理论燃烧产物生成量V0 (nVkg );(3)如某加热炉用该煤加热,热负荷为17X103kW要求空气消耗系数n=1.35 ,求每小时供风量,烟气生成量及烟气成分解:(1)将该煤的各成分换算成应用成分:A ar= Ad % 100 War-8.68% 100 _4 =8.33%100 100H ar=H da f% 0.8767 =5.87 0.8767% = 5.15%O ar =O daf% 0.8767 =5.22 0.8767% =4.58%N ar=N daf% 0.8767 -1.9 0.8767% =1.66% S ar=S da f% 0.8767 =3.80 0.8767% =3.33%L o 二11.429 0.211 〔8 、= ------------- x —X72.95 +8x5.15 +3.33 —4.58 1X0.011.429 x0.21 <3 丿(2)计算理论燃烧产物生成量 V0:V 空十空L0^2 32 2 18 28丿100 100‘72.95 +3.33 100 32 5 15 4 1 66———0.224 0.79 7.81=8.19 m3/kg(3) 米用门捷列夫公式计算煤的低发热值:低= 4.187 >{81 >C+246H— 26 X O- S)- 6>W]]=4.187 >81 X2.95+246 X5.15 - 26X 4.58 - 3.33 ) - 6X4]=29.80 (Mj/m)每小时所需烟煤为:317 10 3600317 10 360029809-2.053 1 03 kg/hW ar =4%计算理论空气需要量L o:8C +8汉H +S _01 100每小时烟气生成量:V tol二m V n = 2053 8.19 0.35 7.81 = 2.24 104(m3/h)每小时供风量:L tol=m nL0=2053 1.35 7.81 =2.16 104m3/h计算烟气成分:C 22 4 72 95 22 4 3 3 V co m 2053 = 2.80 103(m3 /h) COV H,O S 22 4 3V so =三汇^ xm = 46.8(m /h)232 100= (H W 空)m,296 103(m3/h)2 18 100V N空xm+0.79L n =1.714x104(m3/h)2 28 10021V o2=^x(Ln—L0)xm=1.188x1O3(m3/h)计算烟气百分比组成:CO =12.45% SQ2Z=0.21% H 2O =5.73% N 2 =76.36% O 2' =5.25%6.某焦炉干煤气%成分为:CO-9.1 ; H—57.3 ; CH— 26.0 ; C2H— 2.5 ; CO— 3.0 ;O— 0.5 ; N—1.6 ;煤气温度为 20C。
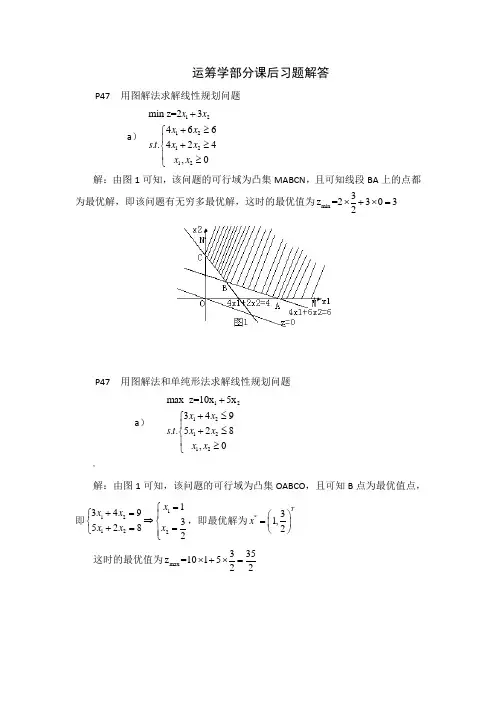
运筹学部分课后习题解答P47 用图解法求解线性规划问题a)12121212min z=23466 ..424,0x xx xs t x xx x++≥⎧⎪+≥⎨⎪≥⎩解:由图1可知,该问题的可行域为凸集MABCN,且可知线段BA上的点都为最优解,即该问题有无穷多最优解,这时的最优值为min3z=23032⨯+⨯= P47 用图解法和单纯形法求解线性规划问题a)12121212max z=10x5x349 ..528,0x xs t x xx x++≤⎧⎪+≤⎨⎪≥⎩<解:由图1可知,该问题的可行域为凸集OABCO,且可知B点为最优值点,即112122134935282xx xx x x=⎧+=⎧⎪⇒⎨⎨+==⎩⎪⎩,即最优解为*31,2Tx⎛⎫= ⎪⎝⎭这时的最优值为max335z=101522⨯+⨯=单纯形法: 原问题化成标准型为121231241234max z=10x 5x 349..528,,,0x x x s t x x x x x x x +++=⎧⎪++=⎨⎪≥⎩ j c →105、B CB X b 1x 2x3x4x0 3x \9 3 4 1 0 04x8[5] 2 .0 1 j j C Z -105 00 0 3x 21/5 .0 [14/5] 1 -3/5 101x8/512/5 0 (1/5 j j C Z -1 0 -25 2x 3/2 0 ;1 5/14 -3/14 101x11 0-1/7 2/7 (j j C Z --5/14-25/14所以有*max 33351,,1015222Tx z ⎛⎫==⨯+⨯= ⎪⎝⎭P78 已知线性规划问题:1234124122341231234max24382669,,,0z x x x x x x x x x x x x x x x x x x x =+++++≤⎧⎪+≤⎪⎪++≤⎨⎪++≤⎪≥⎪⎩求: (1) 写出其对偶问题;(2)已知原问题最优解为)0,4,2,2(*=X ,试根据对偶理论,直接求出对偶问题的最优解。
第四章习题与思考题1. 含钴和铜的硫化矿于1×101325Pa 条件下进行焙烧,要生成能溶于水的硫酸钴和不溶于水的氧化铜,达到易于 用水分离两者的目的,试确定这种选择硫酸化焙烧的炉气 组成的控制范围,已知:2CuO+2SO2+O→2CuSO4 ΔG θ 950k=-119053J2CoO+2SO2+O2→2CoSO4 ΔG θ 950K=-160482J 2. 硫化镍(Ni3S2)在总压为 101325Pa,温度为1000K,气 相组成范围是3~10%O2,3~10%SO2的条件下进行焙烧,问所 得焙烧产物应是什么?已知NiO+SO3=NiSO4 ΔG θ =-248069+198.82T,J 3. 已知反应Cu2O+FeS=Cu2S+FeO的平衡常数与温度的关系108336 -0.000074T,问在 1473K温度下该反应 式为logKp=19146.T进行的可能性?解答:1.解:2CuO+2SO 2+O 2 2CuSO 4119053 1 ln 22 2 950 - = × - = D O SO P P RT G q ( 2 22 O SO P P × )1=2.84×10-7 同理,2CoO+2SO 2+O 2 2CoSO 4( 2 22 O SO P P × )2=1×10-9 可知在同样的 P O2 时, 2 2 1 2 ) /( so SO P P ) ( =16.85,即在 950 0C 时炉气范 围只要将 SO 2 的压力控制在(P SO2)2—(P SO2)1 的范围内即可。
2.解:NiO+SO 3=NiSO 4 ΔG θ =-248069+198.82T,JTKp RT G 82 . 198 248069 ln + - = - = D q 得 P SO3(NiSO4)=2.68×10 3 Pa2SO 2+1/2O 2=SO 3ΔG θ =-94558+89.4T,J (P 77) 1000146 . 19 1000 4 . 89 94558 log log 2 1 2 2 3´ ´ - = × = O SO SO P P P Kp Kp=1.84P SO3(炉气)=Kp•P SO2•P O21/2 =1.84×(0.03×101325)×(0.03×101325) 1/2 =3.14×10 5 PaP SO3(炉气)> P SO3(NiSO4),焙烧产物是 NiSO 4。
数学分析上册 第三版华东师范大学数学系部分习题参考解答P.4 习题1.设a 为有理数,x 为无理数,证明:(1)a + x 是无理数; (2)当0≠a 时,ax 是无理数.证明 (1)(反证)假设a + x 是有理数,则由有理数对减法的封闭性,知 x = a +x – a 是有理数. 这与题设“x 为无理数”矛盾,故a + x 是无理数.(2)假设ax 是有理数,于是aax x =是有理数,这与题设“x 为无理数”矛盾,故ax 是无理数.3.设R b a ∈,,证明:若对任何正数ε有ε<-||b a ,则 a = b .证明 由题设,对任何正数ε有0||+<-εb a ,再由教材P.3 例2,可得0||≤-b a ,于是0||=-b a ,从而 a = b .另证 (反证)假设0||>-b a ,由实数的稠密性,存在 r 使得0||>>-r b a . 这与题设“对任何正数ε有ε<-||b a ”矛盾,于是0||=-b a ,从而 a = b .5.证明:对任何R x ∈有(1)1|2||1|≥-+-x x ; (2)2|3||2||1|≥-+-+-x x x证明 (1)|2||1||)2()1(|1-+-≤---=x x x x(2)因为|2||1||1||)3(2||3|2-+-≤-=-+≤--x x x x x ,所以2|3||2||1|≥-+-+-x x x6.设+∈R c b a ,,证明 ||||2222c b c a b a -≤+-+证明 建立坐标系如图,在三角形OAC 中,OA 的长度是22b a +,OC 的长度是22c a +,AC 的长度为||c b -. 因为三角形两边的差小于第三边,所以有 ||||2222c b c a b a -≤+-+7.设 b a b x ≠>>,0,0,证明x b x a ++介于1与ba 之间. 证明 因为1||1-=-<+-=-++ba b b a x b b a x b x a ,1||)()(-=-<+-=-++b a b b a x b b x a b b a x b x a 所以x b x a ++介于1与ba 之间. 8.设 p 为正整数,证明:若 p 不是完全平方数,则p 是无理数. 证明 (反证)假设p 为有理数,则存在正整数 m 、n 使得m n p =,其中m 、n 互素. 于是22n p m =,因为 p 不是完全平方数,所以 p 能整除 n ,即存在整数 k ,使得kp n =. 于是222p k p m =,p k m 22=,从而 p 是 m 的约数,故m 、n 有公约数 p .这与“m 、n 互素”矛盾. 所以p 是无理数.P.9 习题2.设S 为非空数集,试对下列概念给出定义:(1)S 无上界;若M ∀,S x ∈∃0,使得M x >0,则称S 无上界.(请与S 有上界的定义相比较:若M ∃,使得S x ∈∀,有M x ≤,则称S 有上界)(2)S 无界.若0>∀M ,S x ∈∃0,使得M x >||0,则称S 无界.(请与S 有界的定义相比较:若0>∃M ,使得S x ∈∀,有M x ≤||,则称S 有界)3.试证明数集},2|{2R x x y y S ∈-==有上界而无下界.证明 S y ∈∀,有222≤-=x y ,故2是S 的一个上界.而对0>∀M ,取M x +=30,S M x y ∈--=-=12200,但M y -<0. 故数集S 无下界.4.求下列数集的上、下确界,并依定义加以验证:(1)},2|{2R x x x S ∈<=解 2sup =S ,2inf -=S . 下面依定义加以验证2sup =S (2inf -=S 可类似进行). S x ∈∀,有22<<-x ,即2是S 的一个上界,2-是S 的一个下界.2<∀α,若2-≤α,则S x ∈∀0,都有α>0x ;若22<<-α,则由实数的稠密性,必有实数 r ,使得22<<<-r α,即S r ∈,α不是上界,所以2sup =S .(2)},!|{+∈==N n n x x S解 S 无上界,故无上确界,非正常上确界为+∞=S sup .下面证明:1inf =S .① S x ∈∀,有1!≥=n x ,即 1 是S 的一个下界;② 1>∀β,因为 S ∈=!11,即β不是S 的下界. 所以 1inf =S .(3)})1,0(|{内的无理数为x x S =解 仿照教材P .6例2的方法,可以验证:1sup =S . 0inf =S⑷ },211|{+∈-==N n x x S n 解 1sup =S ,21inf =S 首先验证1sup =S .① S x ∈∀,有1211≤-=n x ,即 1 是S 的一个上界; ② 0>∀ε,取正整数0n ,使得ε<021n ,于是取02110n x -=. 从而S x ∈0,且ε->-=121100n x . 所以1sup =S5.设S 为非空有下界数集,证明:S S S min inf =⇔∈=ξξ证明:⇒)设S S ∈=ξinf ,则对一切S x ∈,有ξ≥x ,而S ∈ξ,故ξ是数集S 中的最小的数,即S min =ξ.⇐)设S min =ξ,则S ∈ξ;下面验证S inf =ξ;⑴ 对一切S x ∈,有ξ≥x ,即ξ是数集S 的下界;⑵ 对任何ξβ>,只须取ξ=0x ,则β<0x . 所以S inf =ξ.6.设S 为非空数集,定义}|{S x x S∈-=-. 证明: ⑴ S S sup inf -=- ⑵ S S inf sup -=-证 ⑴ 设-=S inf ξ,下面证明:S sup =-ξ.① 对一切S x ∈,有-∈-S x . 因为-=S inf ξ,所以有ξ≥-x ,于是ξ-≤x ,即ξ-是数集S 的上界;② 对任何ξα-<,有ξα>-. 因为-=S inf ξ,所以存在-∈S x 0,使得α-<0x .于是有S x ∈-0,使得α>-0x .由①,②可知S sup =-ξ.7.设A 、B 皆为非空有界数集,定义数集},,|{B y A x y x z z B A ∈∈+==+ 证明:(1)B A B A sup sup )sup(+=+; (2)B A B A inf inf )inf(+=+证明 (1)因为A 、B 皆为非空有界数集,所以A sup 和B sup 都存在.B A z +∈∀,由定义分别存在B y A x ∈∈,,使得y x z +=. 由于A x sup ≤,B y sup ≤,故B A y x z sup sup +≤+=,即B A sup sup +是数集B A +的一个上界.B A sup sup +<∀α,(要证α不是数集B A +的上界),A B sup sup <-α,由上确界A sup 的定义,知存在A x ∈0,使得B x sup 0->α. 于是B x sup 0<-α,再由上确界B sup 的定义,知存在B y ∈0,使得00x y ->α. 从而α>+=000y x z ,且B A z +∈0. 因此B A sup sup +是数集B A +的上确界,即B A B A sup sup )sup(+=+另证 B A z +∈∀,由定义分别存在B y A x ∈∈,,使得y x z +=. 由于A x sup ≤,B y sup ≤,故B A y x z sup sup +≤+=,于是B A B A sup sup )sup(+≤+. ①由上确界的定义,0>∀ε,A x ∈∃0,使得2sup 0ε->A x ,B y ∈∃0,使得2sup 0ε->B y ,从而ε-+>+≥+B A y x B A sup sup )sup(00,由教材P.3 例2,可得 B A B A sup sup )sup(+≥+ ②由①、②,可得 B A B A sup sup )sup(+=+类似地可证明:B A B A inf inf )inf(+=+P.15 习题9.试作函数)arcsin(sin x y =的图象解 )arcsin(sin x y =是以2π为周期,定义域为),(∞+-∞,值域为]2,2[ππ-的分段线性函数,其图象如图.11.试问||x y =是初等函数吗?解 因为2||x x y ==,可看成是两个初等函数u y =与2x u =的复合,所以||x y =是初等函数.12.证明关于函数[]x y =的如下不等式:(1)当0>x 时,111≤⎥⎦⎤⎢⎣⎡<-x x x (2)当0<x 时,x x x -<⎥⎦⎤⎢⎣⎡≤111 证明 (1)因为 1111+⎥⎦⎤⎢⎣⎡<≤⎥⎦⎤⎢⎣⎡x x x ,所以当0>x 时,有x x x x x +⎥⎦⎤⎢⎣⎡<≤⎥⎦⎤⎢⎣⎡111,从而有111≤⎥⎦⎤⎢⎣⎡<-x x x .(2)当0<x 时,在不等式1111+⎥⎦⎤⎢⎣⎡<≤⎥⎦⎤⎢⎣⎡x x x 中同时乘以x ,可得⎥⎦⎤⎢⎣⎡≤<+⎥⎦⎤⎢⎣⎡x x x x x 111,从而得到所需要的不等式x x x -<⎥⎦⎤⎢⎣⎡≤111. P.20 习题1.证明1)(2+=x x x f 是R 上的有界函数. 证明 因为对R 中的任何实数x 有21212=≤+x x x x )||21(2x x ≥+ 所以 f 在R 上有界.2.(1)叙述无界函数的定义;(2)证明21)(x x f =为(0,1)上的无界函数; (3)举出函数 f 的例子,使 f 为闭区间 [0,1] 上的无界函数. 解 (1)设函数D x x f ∈)(,若对任何0>M ,都存在D x ∈0,使得M x f >|)(|0,则称 f 是D 上的无界函数.(2)分析:0>∀M ,要找)1,0(0∈x ,使得M x >201. 为此只需Mx 10<. 证明 0>∀M ,取110+=M x ,则)1,0(0∈x ,且M M x >+=1120,所以f 为区间(0,1)上的无界函数. (3)函数⎪⎩⎪⎨⎧=≤<=00101)(x x x x f 是闭区间 [0,1] 上的无界函数.7.设f 、g 为定义在D 上的有界函数,满足)()(x g x f ≤,D x ∈证明:⑴ )(sup )(sup x g x f D x D x ∈∈≤;⑵ )(inf )(inf x g x f Dx D x ∈∈≤证 ⑴ D x ∈∀,有)(sup )()(x g x g x f D x ∈≤≤,即)(sup x g Dx ∈是f 在D 上的一个上界,所以)(sup )(sup x g x f Dx D x ∈∈≤.⑵ D x ∈∀,有)()()(inf x g x f x f D x ≤≤∈,即)(inf x f Dx ∈是g 在D 上的一个下界,所以)(inf )(inf x g x f Dx D x ∈∈≤. 8.设f 为定义在D 上的有界函数,证明:⑴ )(inf )}({sup x f x f D x D x ∈∈-=-; ⑵ )(sup )}({inf x f x f Dx D x ∈∈-=-证 ⑴ D x ∈∀,有)}({sup )(x f x f D x -≤-∈,于是)}({sup )(x f x f Dx --≥∈,即)}({sup x f D x --∈是f 在D 上的一个下界,从而)}({sup )(inf x f x f Dx D x --≥∈∈,所以)(inf )}({sup x f x f Dx D x ∈∈-≥- ①反之,D x ∈∀,有)(inf )(x f x f D x ∈≥,于是)(inf )(x f x f D x ∈-≤-,即)(inf x f Dx ∈-是f -在D 上的一个上界,从而)(inf )}({sup x f x f Dx D x ∈∈-≤- ②由①,②得,)(inf )}({sup x f x f Dx D x ∈∈-=-.9.证明:x tan 在)2,2(ππ-上无界,而在)2,2(ππ-内任一闭区间],[b a 上有界.证 0>∀M ,取)1arctan(0+=M x ,于是)2,2(0ππ-∈x . 则有M M x >+=1tan 0,所以x tan 在)2,2(ππ-上无界. 在)2,2(ππ-内任一闭区间],[b a 上,取|}tan ||,tan max{|b a M =,则],[b a x ∈∀,必有M x ≤|tan |,所以x tan 在],[b a 上有界.10.讨论狄利克雷函数⎩⎨⎧=为无理数当为有理数当x ,x x D 0,1)(,的有界性,单调性与周期性. 解 函数)(x D 是有界函数:1|)(|≤x D . 不是单调函数.)(x D 是周期函数,任何一个正有理数都是它的周期,故它没有最小周期. 证明如下:设 r 是任一正有理数. 若 x 是有理数,则r x ±是有理数,于是)(1)(x D r x D ==±;若 x 是无理数,则r x ±是无理数,于是)(0)(x D r x D ==±.任何无理数都不是)(x D 的周期.11.证明:x x x f sin )(+=在R 上严格增.证 设21x x <,于是2sin 2cos2sin sin )()(121212112212x x x x x x x x x x x f x f -++-=--+=- 因为0>∀x ,有x x <sin ,所以12121212|2sin |2|2sin 2cos 2|x x x x x x x x -<-≤-+,从而121212212sin 2cos 2x x x x x x x x -<-+<-. 所以有 02sin 2cos2)()(211212121212=-+->-++-=-x x x x x x x x x x x f x f 即x x x f sin )(+=在R 上严格增.P.21 总练习题1.设R b a ∈,,证明:⑴ |)|(21},max{b a b a b a -++=证 若b a ≥,则a b a =},max{,a b a b a b a b a =-++=-++)(21|)|(21,这时有|)|(21},max{b a b a b a -++=;若b a <,则b b a =},max{,=-++|)|(21b a b a b b a b a =+-+)(21,也有|)|(21},max{b a b a b a -++=,所以|)|(21},max{b a b a b a -++= 2.设f 和g 都是初等函数,定义)}(),(max{)(x g x f x M =,)}(),(min{)(x g x f x m =,D x ∈试问)(x M 和)(x m 是否为初等函数?解 由第1题有|))()(|)()((21)}(),(max{)(x g x f x g x f x g x f x M -++==,因为f 和g 都是初等函数,于是)()(x g x f -是初等函数,再由212})]()({[|)()(|x g x f x g x f -=-,知|)()(|x g x f -是初等函数,所以)(x M 是初等函数.8.设f 、g 和h 为增函数,满足)()()(x h x g x f ≤≤,R x ∈,证明:))(())(())((x h h x g g x f f ≤≤证 因为f 、g 为增函数,再由)()(x g x f ≤,得))(())((x g f x f f ≤,))(())((x g g x g f ≤,所以有))(())((x g g x f f ≤. 同理可得))(())((x h h x g g ≤.9.设f 、g 为区间),(b a 上的增函数,证明)}(),(max{)(x g x f x =ϕ,)}(),(min{)(x g x f x =ψ也都是区间),(b a 上的增函数.证 ⑴ 先证)}(),(max{)(x g x f x =ϕ是区间),(b a 上的增函数.设21x x <,于是有)()()}(),(m ax {)(12222x f x f x g x f x ≥≥=ϕ,)()()}(),(m ax {)(12222x g x g x g x f x ≥≥=ϕ,从而)()}(),(m ax {)(1112x x g x f x ϕϕ=≥,所以)(x ϕ是增函数.⑵ 其次证明)}(),(min{)(x g x f x =ψ是区间),(b a 上的增函数设21x x <,于是有)()()}(),(m in{)(21111x f x f x g x f x ≤≤=ψ)()()}(),(m in{)(21111x g x g x g x f x ≤≤=ψ从而 )()}(),(m in{)(2221x x g x f x ψψ=≤12.设f 、g 为D 上的有界函数,证明:⑴ )(sup )(inf )}()({inf x g x f x g x f Dx D x D x ∈∈∈+≤+ ⑵ )}()({sup )(inf )(sup x g x f x g x f Dx D x D x +≤+∈∈∈证 ⑴ 由p.17例2 (i),有)(inf )}({inf )}()({inf x f x g x g x f Dx D x D x ∈∈∈≤-++ ① 再由p.20习题8,有)(sup )}({inf x g x g Dx D x ∈∈-=- ② 结合①、②可得)(sup )(inf )}()({inf x g x f x g x f Dx D x D x ∈∈∈+≤+ 13.设f 、g 为D 上的非负有界函数,证明:⑴ )}()({inf )(inf )(inf x g x f x g x f Dx D x D x ⋅≤⋅∈∈∈ ⑵ )(inf )(sup )}()({sup x g x f x g x f Dx D x D x ∈∈∈⋅≤⋅证 ⑴ D x ∈∀,有)()(inf x f x f D x ≤∈,)()(inf x g x g D x ≤∈,从而)()()(inf )(inf x g x f x g x f Dx D x ⋅≤⋅∈∈. 即)(inf )(inf x g x f Dx D x ∈∈⋅是)()(x g x f ⋅在D 上的一个下界,所以有 )}()({inf )(inf )(inf x g x f x g x f Dx D x D x ⋅≤⋅∈∈∈ 15.设f 为定义在R 上以h 为周期的函数,a 为实数. 证明:若f 在 [ a , a +h ] 上有界,则f 在R 上有界.证 设f 在 [ a , a +h ] 上有界,即存在0>M ,使得],[h a a x +∈∀,有M x f ≤|)(|.R x ∈∀,必存在整数m 和实数],[0h a a x +∈,使得0x mh x +=. 于是M x f mh x f x f ≤=+=|)(||)(||)(|00,所以f 在R 上有界.16.设f 在区间I 上有界. 记)(sup x f M I x ∈=,)(inf x f m Ix ∈=,证明m M x f x f Ix x -=''-'∈'''|)()(|sup ,证 I x ∈∀,有M x f ≤)(,m x f ≥)(. 于是I x x ∈'''∀,,有m M x f x f -≤''-'|)()(|,即m M -是数集},:|)()(|{I x x x f x f ∈'''''-'的一个上界. 下面证明:m M -是数集},:|)()(|{I x x x f x f ∈'''''-'的最小上界.由上确界,下确界的定义知,0>∀ε,I x x ∈'''∃,,使得2)(ε->'M x f ,2)(ε+<''m x f ,从而εεε--=+-->''-'m M m M x f x f )2(2)()(. 所以m M -是数集},:|)()(|{I x x x f x f ∈'''''-'的最小上界.所以m M x f x f Ix x -=''-'∈'''|)()(|sup ,部分重点高校历年研究生入学考试试题选(供参考)1.(北京科技大学,1999年)叙述数集A 的上确界的定义,并证明:对任意有界数列}{n x ,}{n y ,总有}sup{}sup{}sup{n n n n y x y x +≤+证明 定义参考教材.由上确界的定义,有}sup{n n x x ≤,}sup{n n y y ≤,( ,2,1=n ). 于是}sup{}sup{n n n n y x y x +≤+,即实数}sup{}sup{n n y x +是数列}{n n y x +的一个上界,所以有}sup{}sup{}sup{n n n n y x y x +≤+2.(中国人民大学)设249)3lg(1)(x x x f -+-=,求)(x f 的定义域和)]7([-f f . 解 由049,13,032≥-≠->-x x x 解得)(x f 的定义域为)3,2()2,7[⋃-110lg 1)7(==-f ,所以342lg 1)]7([+=-f f 3.(华中理工大学)设1)(-=x x x f ,试验证x x f f f f =))]}(([{,并求])(1[x f f (0≠x ,1≠x ).解 由x x x x xx f x f x f f =---=-=1111)()()]([,得x x f f x f f f f ==)]([))]}(([{. x xx x x x x f x f f -=---=-=1111]1[])(1[ 4.(同济大学)设⎩⎨⎧≥<+=010,1)(x x x x f ,求)]([x f f . 解 当0≥x 时,1)1()]([==f x f f ,当01<≤-x 时,1)1()]([=+=x f x f f ,当1-<x 时,2)1()]([+=+=x x f x f f ,所以⎩⎨⎧-≥-<+=111,2)]([x x x x f f 5.(西北工业大学)设2)(x x x f +=,求 ⑴ )(x f 的定义域⑵2)]}([{21x f f ⑶ x x f x )(lim 0→ 解 ⑴ ⎩⎨⎧>≤=+=0,20,0||)(x x x x x x f ,所以)(x f 的定义域为),(∞+-∞. ⑵ 因为)(22)()]([2222x f x x x x x x x f f =+=+++=,所以22)()]}([{21x x x f x f f +== ⑶ 因为00lim )(lim 00==--→→x x x f x x ,+∞==-+→→x x x x f x x 2lim )(lim 00,所以x x f x )(lim 0→不存在6.(清华大学)设函数)(x f 在),(∞+-∞上是奇函数,a f =)1(且对任何x 值均有)2()()2(f x f x f =-+⑴ 试用a 表示)2(f 与)5(f⑵ 问a 取什么值时,)(x f 是以2为周期的周期函数.解 ⑴ 因为对任何x 值均有)2()()2(f x f x f +=+,令1-=x 得a f f f f f f f a -=-=-+=+-==)2()1()2()1()2()21()1(,所以a f 2)2(=.a f f f 3)2()1()3(=+=,a f f f 5)3()2()5(=+=⑵ 由)2()()2(f x f x f +=+知当且仅当0)2(=f ,即0=a 时,)(x f 是以2为周期的周期函数.7.(合肥工业大学)证明:定义在对称区间),(l l -内的任何函数)(x f ,必可表示成偶函数)(x H 与奇函数)(x G 之和的形式,且这种表示法是唯一的.证明 令)]()([21)(x f x f x H -+=,)]()([21)(x f x f x G --=,则)()()(x G x H x f +=,且容易证明)(x H 是偶函数,)(x G 是奇函数.下证唯一性. 若还有偶函数)(1x H 与奇函数)(1x G ,满足)()()(11x G x H x f +=,则有)()()()(11x G x G x H x H -=-, ①用x -代入①式,得)()()()(11x G x G x H x H -=- ②①+② 得 )()(1x H x H =,再代入②式得)()(1x G x G =8.(内蒙古大学)作函数||2|2|x y --=的图形解 ⎪⎪⎩⎪⎪⎨⎧>-≤≤-<≤<-=44424200x x x x x x x x y 9.(上海师范大学)是否存在这样的函数,它在区间]1,0[上每点都取有限值,但在此区间的任何点的任何邻域内都无界.答 存在,例如⎩⎨⎧>==1000,,)(或为无理数或为且互质x ,n ,n m n m x n ,x f 10.(武汉大学,1994年)设}{n x 为一个正无穷大数列,E 为}{n x 的一切项组成的数集,试证:必存在自然数p ,使得E x p inf =证明 因为}{n x 为一个正无穷大数列,所以存在自然数N ,使得当N n >时,1x x n >. 于是},,,m in{inf 21N x x x E =,由于},,,{21N x x x 为有限集,所以存在p x ,使得E x x x x N p inf },,,min{21== .11.(天津大学)证明:2是满足不等式22>r 的一切正有理数的下确界;证 设}0,2,|{2>>∈=r r Q r r A . 要证2是数集A 的下确界. A r ∈∀,有22>r ,所以2>r ,即2是数集A 的一个下界.0>∀ε,由有理数的稠密性,在)2,2(ε+上存在无穷多个有理数,于是可取)2,2(1ε+∈r ,即A r ∈1且ε+<21r . 所以2inf =A12.(华中师范大学)设函数)(x f 定义在区间I 上,如果对于任何I x x ∈21,,及)1,0(∈λ,恒有)()1()())1((2121x f x f x x f λλλλ-+≤-+,证明:在区间I 的任何闭子区间上)(x f 有界.证 I b a ⊂∀],[,要证)(x f 在],[b a 有界. ),(b a x ∈∀,存在)1,0(∈λ,使 )(a b a x -+=λ,即a b x )1(λλ-+=.M M M a f b f a b f x f =-+≤-+≤-+=)1()()1()())1(()(λλλλλλ ① 其中)}(),(max{b f a f M =],[b a x ∈∀,令x b a y -+=)(,则22y x b a +=+, M x f y f x f y x f b a f 21)(21)(21)(21)22()2(+≤+≤+=+,所以 M b a f x f -+≥)2(2)( ② 由①、②可得,],[b a x ∈∀,有M x f M b a f ≤≤-+)()2(2,所以)(x f 在],[b a 有界.。
部分习题解答省级精品课程《数控加工技术》习题解答第一章数控加工技术概论1.1 数控加工技术的概念是什么?其主要发展历程经过哪几个阶段?答:1)数控加工技术是集传统的机械制造、计算机、现代控制、传感控制、信息处理、光机电技术于一体,在数控机床上进行工件切削加工的一种工艺方法,是根据工件图样和工艺要求等原始条件编制的工件数控加工程序输入数控系统,控制机床刀具与工件的相对运动,从而实现工件的加工。
2)数控加工技术主要发展历程经过了二个阶段6个时代。
第一阶段:数控(NC)阶段,又称为硬件数控阶段,从1952年~1970年。
第一代数控(1952-1959年):采用电子管构成的硬件数控系统;第二代数控(1959-1965年):采用晶体管电路为主的硬件数控系统;第三代数控(1965年开始):采用小、中规模集成电路的硬件数控系统;第二阶段:计算机数控(CNC)阶段:又称为软件数控阶段,从1970年~现在。
第四代数控(1970年开始):采用大规模集成电路的小型通用电子计算机数控系统;第五代数控(1974年开始):采用微型计算机控制的数控系统;第六代数控(1990年开始):采用工控PC机的通用CNC系统。
1.2 数控机床的工作原理是什么?数控加工的特点有哪能些?答:1)将被加工零件图纸上的几何信息和工艺信息用规定的代码和格式编写成加工程序,并输入数控装置,经过信息处理、分配,控制机床各坐标轴以最小位移量(通常只有0.001mm)为单位进行移动,其合成运动实现了刀具与工件的相对运动,完成零件的加工。
数控机床的加工,实质是应用了“微分”原理。
2)数控加工的特点有:1)自动化程度高,能减轻工人的劳动强度和改善劳动条件;2)零件加工精度高、加工质量稳定;3)加工生产率高;4)良好的经济效益;5)复杂产品加工能力强;6)适应性强,适合加工单件或小批量复杂工件;7)有利于生产管理的现代化。
1.3 数控机床由哪能几个部分组成?各个部分的基本功能是什么?答:1)数控机床由控制介质、数控装置、伺服系统、检测系统和机床本体五部分组成。
课后习题解答(第1-7章)第一章1_1.1_1_2判断正误:即使两个整型数据未超出该数据的取值范围,它们的和也可能会超出该数据取值范围。
正确。
1_1_4判断正误:一个C程序可以有多个函数,其中主函数必须在程序的最开头。
错误。
其它函数如果要在主函数中使用的话,必须先在主函数之前定义或者声明。
1_1_6判断正误:若有定义“float x=1.3;”,则表达式(int)x的值为1,因此可以说x中存放的值就是1。
错误。
(int)x表达式的值与x的值是不一样的,前者是对x取整后的数值,而取整运算对x 自身的值不会产生影响。
1_1_8判断正误:若有命令行“#define N 1000”,则N++是不合法的表达式。
正确。
N为符号常量,不能对符号常量进行修改。
1_1_10 C程序是由函数构成的,一个C程序必须有一个主函数。
1_1_12以下变量中不合法的是②、④、⑥,合法的是①、③、⑤、⑦、⑧。
①name ②double ③Int ④if ⑤for_1 ⑥2k ⑦a12345678 ⑧_a1_1_14下面程序段的输出结果是1,1.000000int a; double b;a=b=123/100%2;printf("%d,%f", a, b);1_1_16 a*a*a*b*b/(c-d)1_1_20假设圆柱体的底面半径为r(=2.5),高为h(=3.5),请按下面给定的步骤编写求体积(体积=底面积X高)的程序。
①定义变量r,h,v(存放体积值),注意变量的数据类型。
②给变量r,h赋值。
③计算体积,并将结果存放在v中。
④输出r,h,v的值。
程序如下:#include <stdio.h>#define PI 3.1415926main(){float r, h, v;r=2.5;h=3.5;v=PI*r*r*h;printf("r=%f, h=%f, v=%f\n", r, h, v);}1_1_22编写输出以下图形的程序。
《宏观经济学》部分习题参考答案一、名词解释1.有效需求:指社会上商品总供给价格和总需求价格达到均衡状态时的总需求2.边际消费倾向:当收入变动一单位时,消费支出的变动量,即MPC=dc/dy 3.需求拉动通货膨胀: 又称超额需求通货膨胀,是指总需求超过总供给所引起的一般价格水平的持续显著的上涨。
4. 个人可支配收入:个人收入减去所得税。
5.自然失业率:在没有货币因素干扰的情况下,劳动力市场和商品市场自发供求力量发挥作用时应有的处于均衡状态的失业率。
6.流动性陷阱:货币需求是利率的减函数,然而当利率下降到一定程度时,人民手中即使有多余的货币也不愿意去买债券,从而不会使价格再上升,即利率不会再下跌,在这种情况下就说经济正处在流动性陷阱中。
7、国内生产净值:国内生产总值扣除资本折旧。
8.投机动机:指人们为了抓住有利的购买有价证券的机会而持有一部分货币的动机。
9.摩擦性失业:指在生产过程中由于难以避免的摩擦造成的短期、局部性失业,如劳动力流动性不足、工种转换的困难等所引致的失业。
10、国内生产总值:经济社会在一定时期内运用生产要素所生产的全部最终产品(物品和劳务)的市场价值。
11.投资乘数:收入变动对引起这种变动的投资支出的变动的比率。
12.挤出效应:指政府支出增加所引起的私人消费或投资降低的作用。
二、计算题第12章13.假定一国有下列国民收入统计资料:(4) 个人可支配收入;(5) 个人储蓄。
解答:(1) 国内生产净值=国内生产总值-资本消耗补偿,而资本消耗补偿即折旧等于总投资减净投资后的余额,即500=800-300,因此国内生产净值=4 800-500=4 300(亿美元)。
(2) 从GDP=c+i+g+nx中可知nx=GDP-c-i-g,因此,净出口nx=4 800-3 000-800-960=40(亿美元)。
(3) 用BS代表政府预算盈余,T代表净税收即政府税收减去转移支付后的收入,则有BS=T-g,从而有T=BS+g=30+960=990(亿美元)。
《建筑环境学》习题部分参考解答第二章 建筑外环境1、 为什么我国北方住宅严格遵守坐北朝南的原则,而南方并不严格遵守?答:太阳光在垂直面上的直射强度为θβcos cos ,⋅⋅=N z c I I ,对于地理位置的地区βcos ⋅N I 就是不能人为改变的。
所以要使I c,z 取最佳值,只有使θ尽可能小。
在冬季,太阳就是从东南方向升起,从西南方向落下,而坐北朝南的布局就保证了在冬季能最大限度的接收太阳辐射。
北方气候寒冷、冬夏太阳高度角差别大,坐北朝南的布局可以使建筑物冬季获得尽可能多的太阳辐射,夏季获得的太阳辐射较小。
但在南方尤其就是北回归线以南,冬夏太阳高度角差不多,所以建筑物就是否坐北朝南影响不太大。
2、 就是空气温度改变导致地面温度改变,还就是地面温度改变导致空气温度改变?答:大气中的气体分子在吸收与放射辐射能时具有选择性,它对太阳辐射几乎就是透明体,直接接受太阳辐射的增温就是非常微弱。
主要靠吸收地面的长波辐射而升温。
而地面温度的变化取决于太阳辐射与对大气的长波辐射。
因此,地面与空气的热量交换就是气温升降的直接原因,地面温度决定了空气温度。
3、 晴朗的夏夜,气温25℃,有效天空温度能达到多少? 如果没有大气层,有效天空温度应该就是多少?答:有效天空温度的计算公式为:4144])70.030.0)(026.032.0(9.0[o d d sky T S e T T +--=查空气水蒸气表,可知:t =25℃时,e d =31、67mbar查表2-2,T d =32、2+273、15=305、35 K,另外,T 0=25+273、15=298、15 K∴ 计算得:T sky =100×(74、2-9、4S)1/4如果没有大气层,可以认为S =1,则计算求得:T sky =283、7 K4、 为什么晴朗天气的凌晨树叶表面容易结露或结霜?答:由于晴朗夜空的天空有效温度低,树叶表面与天空进行长波辐射,使得叶片表面温度低于空气的露点温度,所以出现结露或结霜现象。
省级精品课程《数控加工技术》习题解答
第一章数控加工技术概论
1.1 数控加工技术的概念是什么?其主要发展历程经过哪几个阶段?
答:1)数控加工技术是集传统的机械制造、计算机、现代控制、传感控制、信息处理、光机电技术于一体,在数控机床上进行工件切削加工的一种工艺方法,是根据工件图样和工艺要求等原始条件编制的工件数控加工程序输入数控系统,控制机床刀具与工件的相对运动,从而实现工件的加工。
2)数控加工技术主要发展历程经过了二个阶段6个时代。
第一阶段:数控(NC)阶段,又称为硬件数控阶段,从1952年~1970年。
第一代数控(1952-1959年):采用电子管构成的硬件数控系统;
第二代数控(1959-1965年):采用晶体管电路为主的硬件数控系统;
第三代数控(1965年开始):采用小、中规模集成电路的硬件数控系统;
第二阶段:计算机数控(CNC)阶段:又称为软件数控阶段,从1970年~现在。
第四代数控(1970年开始):采用大规模集成电路的小型通用电子计算机数控系统;
第五代数控(1974年开始):采用微型计算机控制的数控系统;
第六代数控(1990年开始):采用工控PC机的通用CNC系统。
1.2 数控机床的工作原理是什么?数控加工的特点有哪能些?
答:1)将被加工零件图纸上的几何信息和工艺信息用规定的代码和格式编写成加工程序,并输入数控装置,经过信息处理、分配,控制机床各坐标轴以最小位移量(通常只有0.001mm)为单位进行移动,其合成运动实现了刀具与工件的相对运动,完成零件的加工。
数控机床的加工,实质是应用了“微分”原理。
2)数控加工的特点有:1)自动化程度高,能减轻工人的劳动强度和改善劳动条件;2)零件加工精度高、加工质量稳定;3)加工生产率高;4)良好的经济效益;5)复杂产品加工能力强;6)适应性强,适合加工单件或小批量复杂工件;7)有利于生产管理的现代化。
1.3 数控机床由哪能几个部分组成?各个部分的基本功能是什么?
答:1)数控机床由控制介质、数控装置、伺服系统、检测系统和机床本体五部分组成。
2)各部分的基本功能是;
(1)控制介质:是信息的载体,通常也称为输入、输出设备。
输入设备的主要功能是将工件加工程序、机床参数及刀补值、间补值等数据输入到机床计算机数控装置。
输出设备主要是将工件加工过程和机床运行状态等打印或显示输出,以便于工作人员操作。
(2)数控装置是数控机床的控制核心,主要功能是接收输入设备输入的加工信息,完成数据的存储、计算、逻辑判断、输入输出控制等,并向机床各驱动机构发出运动指令,指挥机床各部件协调、准确地执行工件加工程序。
(3)伺服系统:包括驱动装置和执行机构两大部分。
伺服系统是指数控机床的电气驱动部分,它接收计算机数控装置发来的各种动作命令,并精确地驱动机床进给轴或主轴运动。
(4)位置检测装置:作用主要是对机床的转速及进给实际位置进行检测并反馈回计算机数控装置,进行补偿处理。
运动部分通过传感器,将角位移或直线位移转换成电信号,输送给计算机数控装置,与给定位置进行比较,并由计算机数控装置通过计算,继续向伺服机构发出运动指令,对产生的误差进行补偿,使机床工作台精确地移动到要求的位置。
(5)机床本体:是数控机床的主体,是用来完成各种切削加工的机械部分。
数控机床的机械结构,除了主运动系统、进给系统以及辅助部分,如液压、气动、冷却和润滑部分等一
般部件外,还有些特殊部件,如刀库、自动换刀装置(Automatic ToolChange,A TC)、自动托盘交换装置等。
它与普通机床的差别,主要是机械传动结构及功能性部件。
1.4 数控机床按工艺用途分有哪些类型?
答:有:金属切削类数控机床;金属成型类数控机床;特种加工类数控机床;其它类型数控机床。
1.5 点位控制方式与轮廓控制方式有什么不同?各适用于什么场合?
答:点位控制方式需严格控制点到点的距离,不严格要求路径,运动中不加工。
轮廓控制方式它能够对两个或两个以上的坐标轴同时进行联动控制,不仅能够控制机床移动部件的起点与终点坐标位置,而且能控制整个加工过程中每一点的速度与位移量,将工件加工成要求的轮廓形状。
1.6 简述开环、半闭环、闭环控制数控机床的区别?
答:开环控制数控机床的控制系统没有位置检测反馈装置,伺服驱动部件通常为反应式步进电动机或混合式伺服步进电动机。
闭环控制数控机床是在机床最终的运动部件的相应位置上直接安装直线位移检测装置,将直接测量到的位移反馈到数控装置的比较器中,与输入指令位移量进行比较,用差值控制运动部件,使运动部件严格按实际需要的位移量运动,最终实现运动部件的精确运动和定位。
半闭环控制数控机床是在伺服电动机的轴或数控机床的传动丝杠上装有角位移检测装置,测出伺服电动机或丝杠的转角,推算出移动部件的实际位移量,然后反馈到数控装置中去,并对误差进行修正。
1.7 数控机床的主要性能指标有哪能些?
答:数控机床的性能指标一般包括坐标轴指标(可控轴数、联动轴数)、精度指标(定位精度、重复定位精度、分度精度、分辩率、脉冲当量)、运动性能指标(主轴转速、进给速度、坐标行程、摆角范围、刀库容量、换刀时间)及加工能力指标(每分钟最大金属切除量)等。
1.8什么是直接数字控制系统?
答:直接数字控制(Direct Numerical Control,DNC)又称为分布式数字控制(Distributed Numerical Control,DNC),DNC的基本功能是传送NC程序。
它指的是用一台通用计算机直接控制和管理若干台数控机床进行零件加工或装配的系统,所以又称为计算机群控,还具有系统信息收集、系统状态监视及系统控制等功能。
1.9 什么是柔性制造系统?它由哪能些基本部分组成?
答:柔性制造系统(Flexible Manufacturing System,FMS)是由一组数控机床组成,它能随机地加工一组具有不同加工顺序及加工循环的零件,实行自动运送材料及计算机控制,以便动态地平衡资源的供应,从而使系统自动地适应零件生产混合的变化及生产量的变化。
一般认为,柔性制造系统由加工系统、物料储运系统和信息控制系统组成。
1.10 计算机集成制造系统由哪能些基本部分组成?
答:计算机集成制造系统(Computer-Integrated Manufacturing System,CIMS),是指用计算机网络和数据库技术,从产品的定货、设计、工艺、制造到销售的全过程集成为一个整体,以保证企业信息的共享性、可靠性和及时性,实现生产的自动化和柔性化。
CIMS通常由管理信息分系统、设计自动化分系统、制造自动化分系统、质量保证分系统、计算机网络分系
统和数据库分系统六个部分组成。
1.11 数控加工技术的发展趋势是什么?
答:数控加工技术的发展趋势是:运行高速化;加工高精化;功能复合化;控制智能化;驱动并联化;交互网络化。
补充:数控机床的故障:
由于现代数控系统的可靠性越来越高,数控系统本身的故障越来越低,而大部分故障的发生则是非系统本身原因引起的。
系统外部的故障主要指由于检测开关、液压元件、气动元件、电气执行元件、机械装置等出现问题而引起的。
数控设备的外部故障可以分为软故障和外部硬件损坏引起的硬故障。
软故障是指由于操作、调整处理不当引起的,这类故障多发生在设备使用前期或设备使用人员调整时期。
对于数控系统来说,另一个易出故障的地方为伺服单元。
由于各轴的运动是靠伺服单元控制伺服电机带动滚珠丝杠来实现的。
用旋转编码器作速度反馈,用光栅尺作位置反馈。
一般易出故障的地方为旋转编码器与伺服单元的驱动模块。
也有个别的是由于电源原因而引起的系统混乱。
特别是对那些带计算机硬盘保存数据的系统。
1.按故障发生的部位分类
⑴主机故障数控机床的主机通常指组成数控机床的机械、润滑、冷却、排屑、液压、气动与防护等部分。
主机常见的故障主要有:
1)因机械部件安装、调试、操作使用不当等原因引起的机械传动故障
2)因导轨、主轴等运动部件的干涉、摩擦过大等原因引起的故障
3)因机械零件的损坏、联结不良等原因引起的故障,等等.
主机故障主要表现为传动噪声大、加工精度差、运行阻力大、机械部件动作不进行、机械部件损坏等等。
润滑不良、液压、气动系统的管路堵塞和密封不良,是主机发生故障的常见原因。
数控机床的定期维护、保养.控制和根除“三漏”现象发生是减少主机部分故障的重要措施.
⑵电气控制系统故障从所使用的元器件类型上.根据通常习惯,电气控制系统故障通常分为“弱电”故障和“强电”故障两大类,
“弱电”部分是指控制系统中以电子元器件、集成电路为主的控制部分。
数控机床的弱电部分包括CNC、PLC、MDI/C RT以及伺服驱动单元、输为输出单元等。
“弱电”故障又有硬件故障与软件故障之分.硬件故障是指上述各部分的集成电路芯片、分立电子元件、接插件以及外部连接组件等发生的故障。
软件故障是指在硬件正常情况下所出现的动作出锗、数据丢失等故障,常见的有.加工程序出错,系统程序和参数的改变或丢失,计算机运算出错等。
“强电”部分是指控制系统中的主回路或高压、大功率回路中的继电器、接触器、开关、熔断器、电源变压器、电动机、电磁铁、行程开关等电气元器件及其所组成的控制电路。
这部分的故障虽然维修、诊断较为方便,但由于它处于高压、大电流工作状态,发生故障的几。