第二节 滚齿
- 格式:ppt
- 大小:2.01 MB
- 文档页数:10
滚齿的加工原理及常见缺陷处理办法齿轮是机械产品设计中的常用零件,而在齿轮齿形加工中,滚齿应用最广泛,它除可加工直齿、斜齿圆柱齿轮外,还可以加工蜗轮、花键轴等。
滚齿适用于单件小批量生产和大批大量生产。
本文将为大家介绍一下滚齿的加工原理及常见缺陷处理办法。
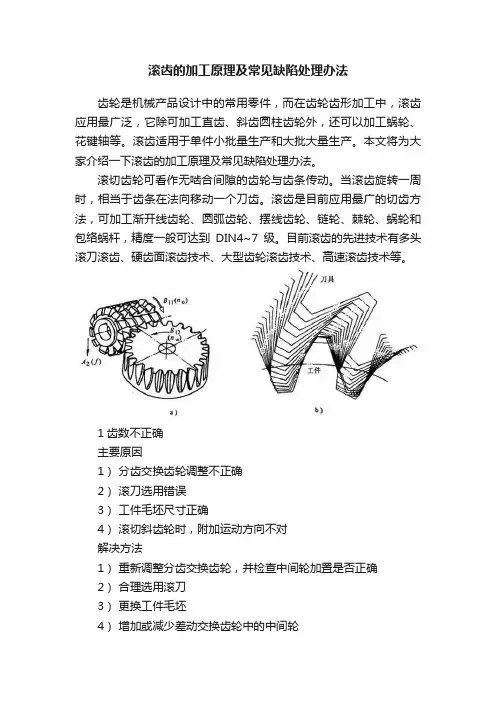
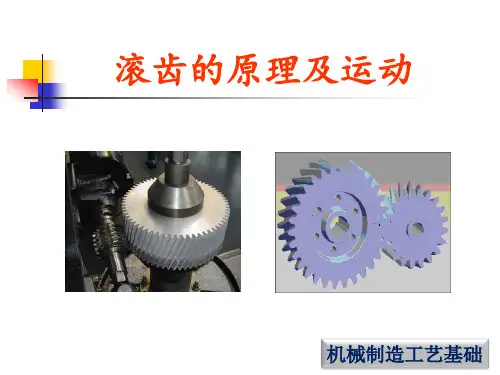
滚切齿轮可看作无啮合间隙的齿轮与齿条传动。
当滚齿旋转一周时,相当于齿条在法向移动一个刀齿。
滚齿是目前应用最广的切齿方法,可加工渐开线齿轮、圆弧齿轮、摆线齿轮、链轮、棘轮、蜗轮和包络蜗杆,精度一般可达到DIN4~7级。
目前滚齿的先进技术有多头滚刀滚齿、硬齿面滚齿技术、大型齿轮滚齿技术、高速滚齿技术等。
1齿数不正确主要原因1)分齿交换齿轮调整不正确2)滚刀选用错误3)工件毛坯尺寸正确4)滚切斜齿轮时,附加运动方向不对解决方法1)重新调整分齿交换齿轮,并检查中间轮加置是否正确2)合理选用滚刀3)更换工件毛坯4)增加或减少差动交换齿轮中的中间轮2齿形不正常——齿面出棱主要原因滚刀齿形误差太大或分齿无能无力瞬时速比较变化大,工件缺陷状况有四种1)滚刀刃磨后,刀齿等分性差2)滚刀轴向窜动林3)滚刀径向跳动大4)滚刀用钝解决方法主要方法:着眼于滚刀刃磨质量,滚刀安装精度以及机床主轴的几何精度:1)控制滚刀刃磨质量2)保证滚刀的安装精度,同时安装滚刀时不能敲击;垫圈端面平整;螺母端面要垂直;锥孔内部应清洁;托架装上后,不能留间隙3)复查机床主轴的旋转精度,并修复调整滚刀主轴轴承,尤其是止推垫片4)更换新刀3齿形不正常——齿形不对称主要原因1)滚刀安装不对中2)滚刀刃磨后,前刃面的径向误差大3)滚刀刃磨后,螺旋角或导程误差大4)滚刀安装角的误差太大解决方法1)用“啃刀花”法或刀规对刀2)控制滚刀刃磨质量3)重新调整滚刀的安装解4齿形不正常——齿形角不对主要原因1)滚刀本身的齿形角误差太大2)滚刀刃磨后,前刃面的径向性误差大3)滚刀安装角的误差大解决方法1)合理选用滚刀的精度2)控制滚刀的刃磨质量3)重新调整滚刀的安装角5齿形不正常——齿形周期性误差主要原因1)滚刀安装后,径向跳动或轴向窜动大2)机床工作台回转不均匀3)跨轮或分齿交换齿轮安装偏心或齿面磕碰4)刀架滑板有松动5)工件装夹不合理产生振摆解决方法1)控制滚刀的安装精度2)检查机床工作台分度蜗杆的轴向窜动,并调整修复之3)检查跨轮及分齿交换齿轮的安装及运转状况4)调整刀架滑板的塞铁5)合理选用工件装夹的正确方案6齿圈径向跳动超差主要原因工件内孔中心与机床工作台回转中心不重合(1)有关机床、夹具方面:•工作台径向跳动大•心轴磨损或径向跳动大•上下顶针有偏差或松动•夹具定位端面与工作台回转中心线不垂直•工作装夹元件,例如垫圈和并帽精度不够(2)有关工作方面:•工件定位孔直径超差•用找正工件外圆安装时,外圆与内孔的同轴度超差•工件夹紧刚性差解决方法着眼于控制机订工作台的回转精度与工件的正确安装(1)有关机床和夹具方面:•检查并修复工作台回转导轨•合理使用和保养工件心轴•修复后立柱及上顶针的精度•夹具定位端与工作台回转中心线不垂直•提高工件装夹元件精度,例如垫圈和并帽(2)有关工件方面:•控制工件定位孔的尺寸精度•控制工件外圆与内孔的同轴度误差•夹紧力应施于加工刚性足够的部件主要原因7齿圈径向跳动超差主要原因滚刀垂直进给方向与齿坯内孔轴线方向偏斜太大。
滚齿机加工原理内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一.滚齿机介绍滚齿机是齿轮加工机床中应用最广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等,这种机床使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。
广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。
齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。
二.滚齿加工的工艺特点(1)加工精度高属于展成法的滚齿加工,不存在成形法铣齿的那种齿形曲线理论误差,所以分齿精度高,一般可加工8~7级精度的齿轮。
(2)生产率高滚齿加工属于连续切削,无辅助时间损失,生产率一般比铣齿、插齿高。
(3)一把滚刀可加工模数和压力角与滚刀相同而齿数不同的圆柱齿轮在齿轮齿形加工中,滚齿应用最广泛,它除可加工直齿、斜齿圆柱齿轮外,还可以加工蜗轮、花键轴等。
但一般不能加工内齿轮、扇形齿轮和相距很近的双联齿轮。
滚齿适用于单件小批量生产和大批大量生产。
三.滚齿加工原理根据齿轮的成形原理,综合考虑滚切中对机械进给系统跟随性、快速性的要求及改造成本等因素,在保留原普通滚齿机分齿传动链的基础上,按照数控理论中两坐标圆弧插补原理,对机床的刀架垂直进给运动和水平径向进给进行数控化控制改造,实现齿轮加工。
滚齿加工是按照展成法的原理来加工齿轮的。
用滚刀来加工齿轮相当于一对交错轴的螺旋齿轮啮合。
在这对啮合的齿轮副中,一个齿数很少、只有一个或几个,螺旋角很大,就演变成了一个蜗杆状齿轮,为了形成切削刃,在该齿轮垂直于螺旋线的方向上开出容屑槽,磨前、后刀面,形成切削刃和前、后角,于是就变成了滚刀。
第1讲教学目的与要求:1、掌握直齿圆柱齿轮滚齿机的滚齿原理、传动系统。
2、掌握滚切斜齿圆柱齿轮滚齿机的滚齿原理、传动系统。
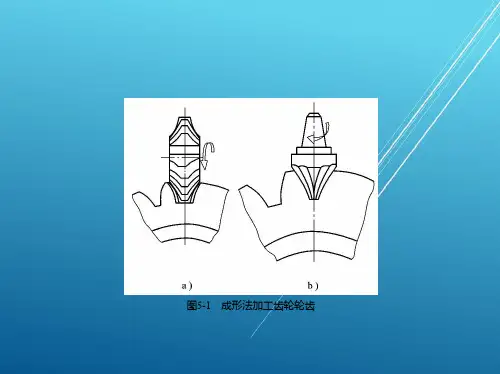
教学内容:第1节 齿轮加工机床的工作原理及分类一、齿轮的加工方法齿轮的加工方法分无切削加工和切削加工两类。
切削齿轮的方法可分为成形法和展成法两大类。
二、齿轮加工机床的类型按被加工齿轮的种类进行分类时,一般可分为圆柱齿轮加工机床和锥齿轮加工机床两大类。
按切削方法进行分类时,常用的有滚齿机、插齿机、剃齿机、磨齿机、珩齿机等。
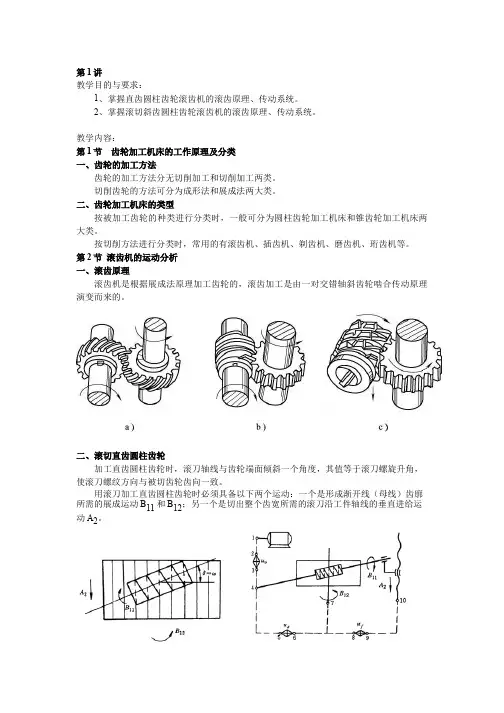
第2节 滚齿机的运动分析一、滚齿原理滚齿机是根据展成法原理加工齿轮的,滚齿加工是由一对交错轴斜齿轮啮合传动原理演变而来的。
二、滚切直齿圆柱齿轮加工直齿圆柱齿轮时,滚刀轴线与齿轮端面倾斜一个角度,其值等于滚刀螺旋升角,使滚刀螺纹方向与被切齿轮齿向一致。
用滚刀加工直齿圆柱齿轮时必须具备以下两个运动:一个是形成渐开线(母线)齿廓所需的展成运动B11和B12;另一个是切出整个齿宽所需的滚刀沿工件轴线的垂直进给运动A2。
为完成滚切直齿圆柱齿轮,需要三条传动链:主运动传动链、展成运动传动链、轴向进给运动传动链。
三、滚切斜齿圆柱齿轮为了形成螺旋线齿线,在滚刀作轴向进给运动A21的同时,工作台还应作附加转动B22,且这两个运动之间必须保持确定的关系:滚刀移动一个螺旋线导程S时,工件应准确地附加转过1转。
因此,加工斜齿圆柱齿轮时的进给运动是螺旋运动,是一个复合运动。
第2讲教学目的与要求:1、掌握YC3180型滚齿机加工直齿圆柱齿轮的传动链。
2、掌握YC3180型滚齿机加工斜齿圆柱齿轮的传动链。
3、了解插齿机和磨齿机的工作原理。
教学内容:第3节 YC3180型滚齿机一、机床的用途和布局二、机床传动系统分析1.加工直齿圆柱齿轮传动链(1)主运动传动链滚刀—————————主电动机8020232323232323353324483636482440324428482417690⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧φφ(2)展成运动传动链工件—————合成机构——————滚刀96145452323232323232080d c b a f e zK d c b a f e u =⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯961454523232323232320801合zK d c b a f e u x 24=⨯⨯=zK e f d c b a 24=⨯(3)轴向进给运动传动链()π340230303525253540403525223930304020303020404034344024136363627196=⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧t 刀架丝杠——————————————工件π45.0f u f =2.加工斜齿圆柱齿轮传动链(1)展成运动传动链1-=合u 这与滚切直齿圆柱齿轮时不同。

滚齿相关知识1.滚齿加工原理和工艺特点滚齿是应用一对螺旋圆柱齿轮的啮合原理进行加工的。
所用刀具称为齿轮滚刀。
滚齿是齿形加工中生产率较高、应用最广的一种加工方法。
滚齿加工通用性好,既可加工圆柱齿轮,又可加工蜗轮;既可加工渐开线齿形又可加工圆弧、摆线等齿形;既可加工小模数、小直径齿轮,又可加工大模数、大直径齿轮。
滚齿原理滚齿的加工精度等级一般为6~9级,对于8、9级精度齿轮,可直接滚齿得到,对于7级精度以上的齿轮,通常滚齿可作为齿形的粗加工或半精加工。
当采用AA级齿轮滚刀和高精度滚齿机时,可直接加工出7级精度以上的齿轮。
2.滚齿加工精度分析在滚齿加工中,由于机床、刀具、夹具和齿坯在制造、安装和调整中不可避免的存在一些误差,因此被加工齿轮在尺寸、形状和位置等方面也会产生一些误差。
这些误差将影响齿轮传动的准确性、平稳性、载荷分布的均匀性和齿侧间隙。
滚齿误差产生的主要原因和采取的相应措施见下表3.齿轮滚刀齿轮滚刀一般是指加工渐开线齿轮所用的滚刀。
它是按螺旋齿轮啮合原理加工齿轮的。
由于被加工齿轮是渐开线齿轮,所以它本身也应具有渐开线齿轮的几何特性。
齿轮滚刀从其外貌看并不象齿轮,实际上它仅有一个齿(或二个、三个齿),但齿很长而螺旋角又很大的斜齿圆柱齿轮,因为它的齿很长而螺旋角又很大,可以绕滚刀轴线转好几圈,因此,从外貌上看,它很象一个蜗杆。
如图所示。
为了使这个蜗杆能起切削作用,须沿其长度方向开出好多容屑槽,因此把蜗杆上的螺纹割成许多较短的刀齿,并产生了前刀面和切削刃。
每个刀齿有一个顶刃和两个侧刃。
为了使刀齿有后角,还要用铲齿方法铲出侧后面和顶后刀面。
但是各个刀齿的切削刃必须位于这个相当于斜齿圆柱齿轮的蜗杆的螺纹表面上,因此这个蜗杆就称为滚刀的基本蜗杆。
标准齿轮滚刀精度分为四级:AA、A、B、C。
加工时按照齿轮精度的要求,选用相应的齿轮滚刀。
AA级滚刀可以加工6~7级齿轮;A级可以加工7~8级齿轮;B级可加工8~9级齿轮;C级可加工9~10级齿轮。